

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ
РОССИЙСКОЙ ФЕДЕРАЦИИ
ГОСУДАРСТВЕННОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ
ВЫСШЕГО ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ
«МОСКОВСКИЙ ПОЛИТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ»
Факультет: «Химика технологическое оборудование»
Кафедра: «АО и АТП»
Реферат
На тему:
«Упаковочная линия «IMA»»
Студент:
Группа: 141-511
Преподаватель:
Москва 2017
Оглавление
Упаковочная линия «IMA» Схема Эксплуатация Назначение Персонал Оборудование и инвентарь Сырьё и материалы Процедура
Коробкоукладочная машина FLEXA-CSD Общее описание Рабочий процесс Включение FLEXA-CSD Схема рабочего процесса Спецификация на оборудование
Versa Controller V312
1. Упаковочная линия «IMA»
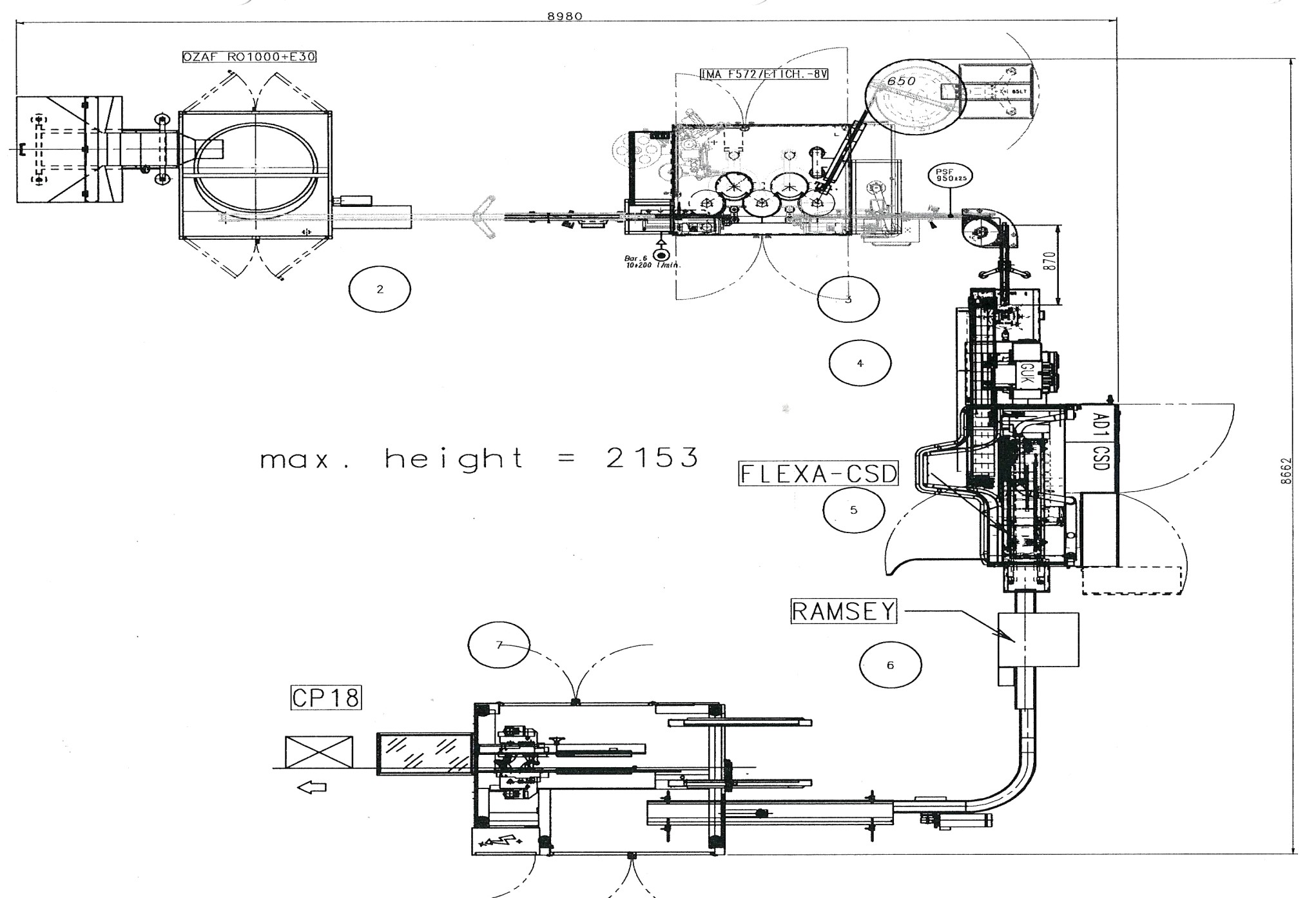
1.1 Схема
ЭКСПЛУАТАЦИЯ УПАКОВОЧНОЙ ЛИНИИ «IMA»
1.2.1 НАЗНАЧЕНИЕ
Настоящая операционная процедура определяет порядок эксплуатации автоматической упаковочной линии «IMA» для упаковки флакон-капельниц.
1.2.2 ПЕРСОНАЛ
Настоящая процедура предназначена для мастера, оператора упаковочной линии и слесаря–ремонтника. Контроль за выполнением настоящей операционной процедуры осуществляют старший мастер и сменный мастер участка упаковки.
1.2.3 ОБОРУДОВАНИЕ И ИНВЕНТАРЬ
3.1. Машина для ориентировки флаконов RO/1000 с погрузчиком Е/30 AG Габаритные размеры: 2654 х 2002 х 1552 мм. Производительность - 8500 флакон-капельниц в час. Загрузка вручную, выгрузка - автоматически. Изготовитель фирма O. ZA. F., Италия.
3.2. Машина MULTIFILL «F572» для нанесения самоклеящейся этикетки и закрутки колпачков. Производительность - 8500 флакон-капельниц в час, загрузка и выгрузка - автоматически. Изготовитель: фирма «IMA LIFE S. r.l.», Италия.
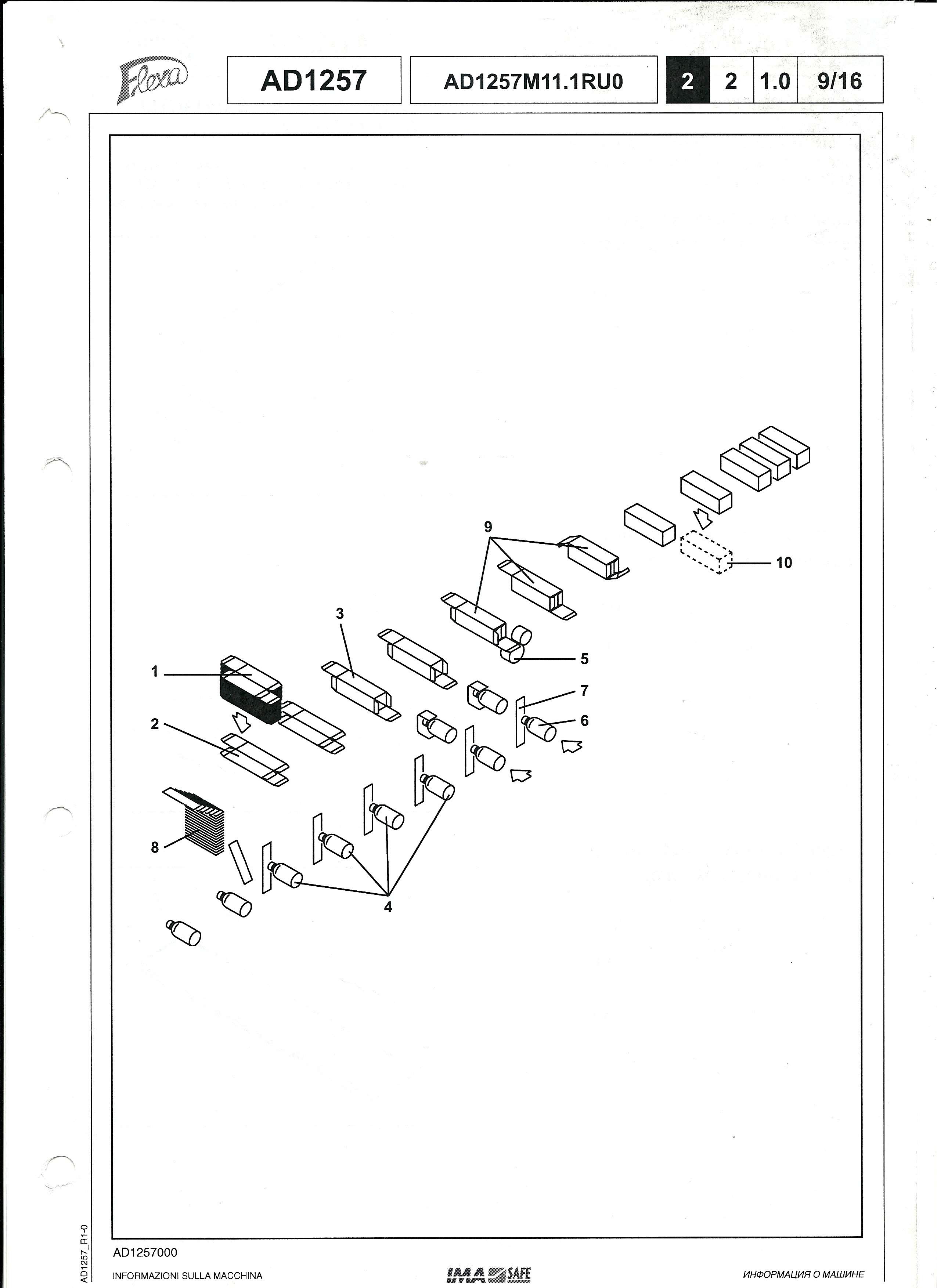
3.4. Машина для автоматической упаковки флаконов в пачку FLEXA-CSD,
в линии 1 шт., сб. Модель AD1257. Максимальная производительность – 9000 пачек в час. Габаритные размеры: 3252 х 1654 х 1477 мм. Масса печатного устройства 150 кг. Электропитание 220В, 50 Гц. Изготовитель: фирма «IMA», Италия.
3.5. Контрольно-весовой прибор Versa Controller V312. Изготовитель: фирма «Thermo Fisher Scientific», США.
3.6. Машина для упаковки пачек в групповую коробку в линии 1 шт., сб. Модель СР18, производительность 35 коробок в час. Габаритные размеры: 3545 х 1665 х 1705 мм. Изготовитель: фирма «IMA», Италия.
3.7. Передаточные транспортеры – 3 шт.
3.8. Стол для обандероливания 2 шт., ДСП, пластик. Габаритные размеры: 220х120х750 мм. Изготовитель: фирма «Рондо», Беларусь.
3.9. Поддоны пластиковые для хранения сырья и материалов. Изготовитель: завод полимерных изделий, г. Москва.
1.2.4 СЫРЬЕ И МАТЕРИАЛЫ
4.1. Неэтикетированные флакон-капельницы без колпачков с растворами препаратов по 5 или 10 мл.
4.2. Этикетка самоклеящаяся по ТУ 5457-002-34911995-97,изм. № 1, ТУ 9572-001-95194604-2010 или импортная аналогичного качества 48х18 мм для флакона 5 мл или 48х25 мм для флакона 10 мл.
4.3. Лента печатная для горячего принтера AF 900 40 мм х 122 м
4.4. Крышки (колпачки) укупорочные для флакон-капельниц по ТУ У 24.4-30518985-001-2001 или ТУ ВY 790370122.001-2007 А-16 тип 1.11 из полиэтилена марки РРG-1250-20 .
4.5. Инструкции по применению препарата из бумаги писчей по ГОСТ 18510-87, сорт 0 или 1 марки А, Б, В или бумаги типографской по ГОСТ 9095-89 марки А, Б, СП-УМ-1800-015,
ТУ 953002/95402/95426/9572/9574-003-83126164-2011, ТУ 9570-002-54221393-2007.
4.6. Пачки из картона для потребительской тары, по ГОСТ 12303-80 или ГОСТ 7933-89, хром-эрзац, ТУ 5481-001-54221418-2011 .
4.7. Ящик из гофрированного картона марки Т-24В СТО 23351989-01-11, ТУ 5471-001-86487253-2008, ГОСТ 9142-90 толщиной от 1,8 до 2,3 мм, размер 373х193х180 и 373х193х135 мм.
1.2.5 ПРОЦЕДУРА
1. Назначение и принцип действия оборудования.
Упаковочная линия фирмы «IMA» предназначена для этикетирования, накрутки колпачков, упаковки в пачку и в групповую коробку флакон-капельниц объёмом 5 мл и 10 мл.
Принцип работы линии:
Флакон-капельницы вручную помещаются в загрузочный бункер и по вертикальному транспортёру подаются в машину ориентирования флаконов O. ZA. F. RO/1000. В ориентировочной машине происходит ориентация флаконов определенным образом для передачи по передающему транспортёру на следующую машину. Флакон-капельницы, находящиеся в бункере сортировщика, направляются в профильные углубления внутреннего вращающегося диска при помощи узконаправленной струи сжатого воздуха и центробежной силы. При помощи профильных углублений происходит ориентация флакон-капельниц определенным образом.
Флаконы выходят из машины через прорези, с помощью которых они размещаются на ленте конвейера. Лента имеет отверстия и снабжена вакуумным насосом. Все операции контролируются сенсорными датчиками и фотоэлементами.
Затем правильно ориентированные (донышком вперед) флакон-капельницы по передаточному транспортеру передаются на следующую машину.
Этикетировка флакон-капельниц с раствором препарата и накручивание колпачков производится на машине MULTIFILL F572.
На этикетки с помощью принтера, методом горячей печати наносятся номер серии препарата и срок годности. Наличие печати контролируется специальным датчиком. После этого происходит наклеивание этикетки и передача флакона на следующий узел машины, где происходит подача колпачка с последующим его накручиванием. Флаконы с накрученными колпачками передаются на колесо выгрузки в направлении выходного шнекового питателя и конвейера.
Специальный узел, установленный после разгрузочного шнекового питателя, отбраковывает несоответствующие (без этикетки или крышки) флаконы.
Далее этикетированные флакон-капельницы с колпачками по линии передаются на машину FLEXA-CSD для упаковки в картонную пачку. Машина для автоматической упаковки флаконов в пачку FLEXA-CSD оснащена системой контроля соответствия вторичной упаковки продукту. Система осуществляет проверку соответствия фармакода на пачке, инструкции по применению препарата. Фармакод - это комбинация штрихов, индивидуальная для каждого препарата. Фармакод на вторичных упаковочных материалах должен соответствовать эталонному. Эталонный код считывания (фармакод) устанавливается с сенсорного экрана машины FLEXA-CSD и является индивидуальным для препарата каждого наименования каждой формы выпуска. В процессе работы, в момент прохождения пачками и инструкциями зоны считывания, устройство контроля кодировки продукта (сканер) посылает импульс на считывание фармакода. Система сравнивает считанный код с эталонным. Если считанный код совпадает с эталонным – работа продолжается в штатном режиме, если не совпадает – система посылает сигнал на обработку и на экране высвечивается сообщение об ошибке. При несоответствии фармакода, заминании пачки или инструкции, происходит их отбраковка в контейнер для брака. Данная проверка проводится с целью предотвращения перепутывания: например, чтобы пачка или инструкция от одного препарата не попала в упаковку другого. Проверка системы контроля фармакода машины «FLEXA-CSD» проводится один раз в год, с составлением акта по форме Ф01-СОП-МО-2700-016.
В пачку помещаются один флакон и инструкция по применению препарата. Инструкции на машине «GUK» определённым образом складываются. На пачку методом тиснения с помощью специального штампа наносится номер серии и срок годности.
Пачки с флакон-капельницами и инструкциями по ленточному конвейеру поступают на контрольно-весовой прибор Versa Controller V312. Упаковка двигается по входному транспортёру, пока не достигает расположенного на входе стола взвешивания, участка контроля фотоэлемента. Контрольно-весовой прибор Versa считывает сигнал фотоэлемента, измеряет скорость для определения положения упаковки и рассчитывает массу упаковки на основе сигнала от тензодатчика. Масса упаковки выводится на сенсорный экран.
При поступлении упаковки на выходной транспортёр сигнал от электронного блока сообщает прибору, следует ли признать ее годной, или она подлежит отбраковке. Упаковки, имеющие слишком малый или слишком большой вес, отбраковываются. Проверка системы контроля контрольно-весового прибора Versa Controller V312 проводится один раз в год. Составляется акт по форме Ф01-СОП-МО-2700-016.
Далее пачка передается по транспортёру на машину СР18, где происходит упаковка пачек в групповую коробку.
Процесс упаковки картонных пачек в групповую коробку происходит следующим образом. Картонные пачки с флакон-капельницами и инструкциями поступают на ленточный конвейер машины и транспортируются к узлу укладчика, который формирует заданное программой количество рядов пачек (количество пачек, располагаемых по ширине коробки). Количество пачек, располагаемых по длине коробки, настраивается вручную. После набора заданного количества пачек одного ряда весь блок вводится в бункер с помощью толкателя. Количество движений толкателя определяется количеством рядов (количество пачек устанавливается по высоте коробки).
В то же самое время крой картонной коробки с помощью вакуумного захвата берется из магазина, формируется, с помощью фальцаппаратов закрываются боковые клапаны и клапаны дна коробки. При полной загрузке бункера толкатель перемещает набранный блок пачек в сложенную коробку, после чего она перемещается на узел оклеивания коробки скотчем.
Подготовка рабочего места и оборудованияПодготовка и очистка автоматической линии «IMA» проводится в соответствии с СОП-ТИ-3100-037-01 «Очистка и подготовка к работе автоматической линии для упаковки флаконов».
Перед запуском автоматической линии «IMA» необходимо убедиться в отсутствии посторонних предметов в узлах и механизмах, проверить работу на холостом ходу, а также работу устройств безопасности компонентов линии.
2. Горизонтальная коробкоукладочная машина FLEXA-CSD
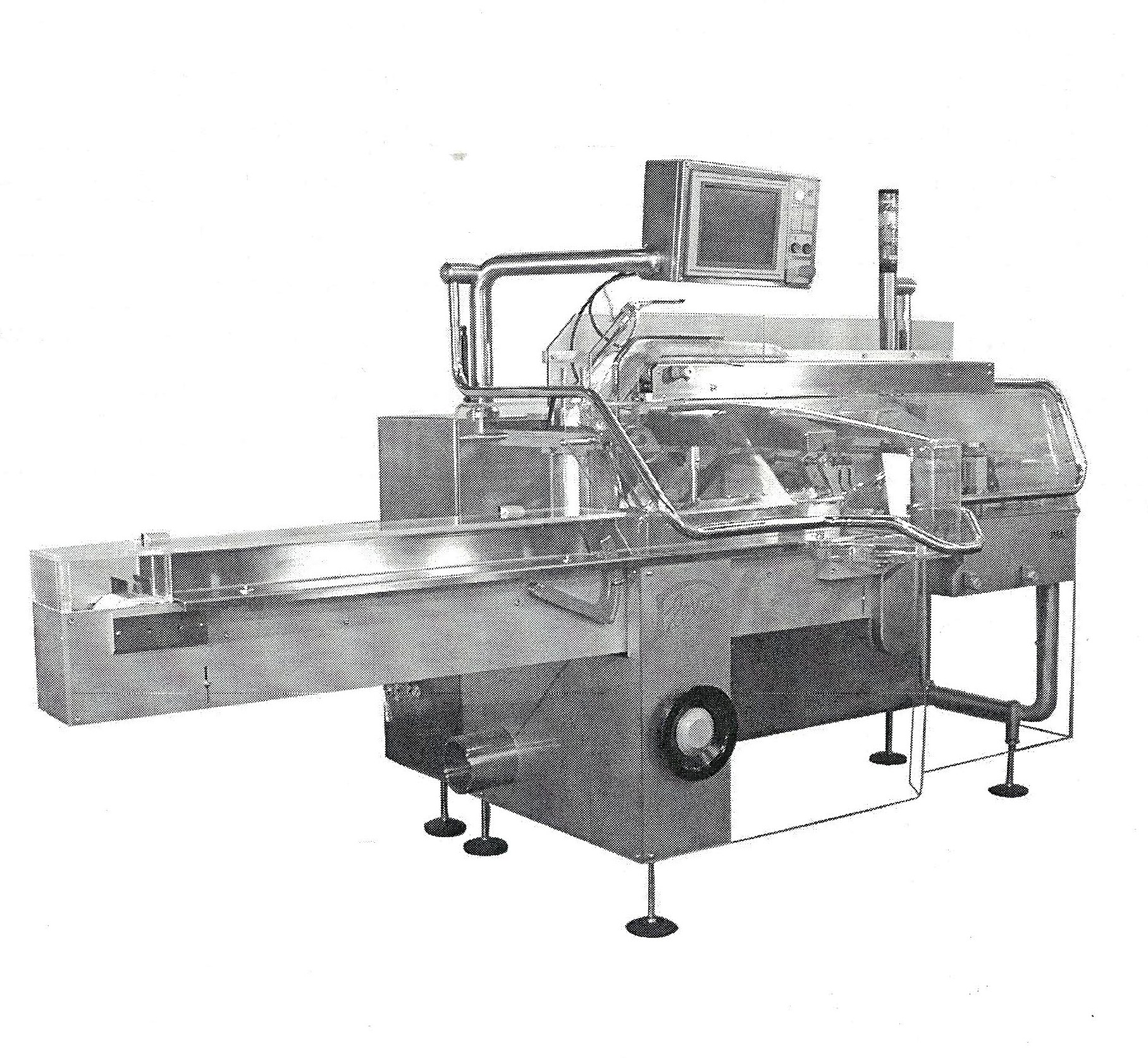
2.1 Общее описание.
Машина FLEXA – горизонтальная коробкоукладочная машина, которая производит огромную гамму коробок, зависимо от требуемого формата и пакуемого продукта.
Упаковочная машина автоматически контролирует все стадии рабочего процесса и выводит на дисплей немедленно сообщения об ошибке, а так же останавливает машину для устранения сбоев в её эксплуатации.
2.2 Рабочий процесс.
Из камеры-накопителя упаковочных коробок, коробки подаются по одной с помощью пневматического устройства и поступают на устройство наполнения. Одновременно флакон для загрузки подаётся с помощью ленты подачи. Форматированная коробка маркируется с помощью маркировочного устройства по краю стороны, противоположной от оператора и в неё загружается флакон, а также лист инструкции по пользованию, поступающий из соответствующей камеры-накопителя. Затем коробка окончательно закрывается со всех сторон и выводится с рабочей линии. Все коробки, которые в процессе упаковки определяются контрольными устройствами как дефектные, отбраковываются.
2.3 Включение FLEXA-CSD:
- произвести настройку машины для работы с пачками и инструкциями определенного размера, а именно:
- загрузить сложенные стопкой картонные пачки в загрузочное устройство. Обратить внимание на ориентацию пачек: пачки необходимо укладывать надписью «Годен до:» вверх к левой стороне загрузочного устройства, если смотреть по ходу движения пачек;
- при загрузке пачек необходимо убедиться, что размер пачки соответствует установленным, при необходимости установить размеры загрузочного устройства и отрегулировать размеры звеньев для упаковок. Количество пачек, загружаемых в загрузочное устройство, должно определяться перекрытием датчика минимальной загрузки;
- загрузить инструкции по применению в устройство для складывания инструкций, при этом убедиться, что их размер соответствует установленному. При необходимости установить размеры загрузочного устройства. Также убедиться, что установлена кассета с необходимым числом сложения для формирования инструкций (число сложения). При необходимости установить по заданию мастера необходимое число сложения (до 4). При этом на каждой каретке, с помощью линейки, встроенной в каретку, и регулировочных винтов отмерить необходимый размер инструкции, который должен соответствовать размеру инструкции после прохождения через каретку. Количество инструкций, загружаемых в загрузочное устройство, должно определяться перекрытием датчика минимальной загрузки;
- набрать на печатном устройстве номер серии и срок годности препарата, в соответствии с надписью на этикетке «Упаковка»;
- открыть вентиль подачи сжатого воздуха на машину. Рабочее давление сжатого воздуха должно быть 0,6 МПа (6,0 кг/смІ), контроль давления сжатого воздуха осуществлять по встроенному манометру, при необходимости установить требуемое значение с помощью редуктора;
- включить электропитание машины;
- после загрузки программного обеспечения нажать кнопу «RESET» и дождаться «обнуления осей»;
- нажать кнопку «СТАРТ»;
- отрегулировать подачу пачек и инструкций, а также их движение в машине;
- на холостом ходу проверить качество тиснения, правильность расположения цифр на контрольной пачке;
- предъявить мастеру промаркированную картонную пачку для проверки и для вложения в Досье на серию в качестве образца;
- по указанию мастера установить скорость работы машины, обеспечивающей выполнение сменного задания;
- в ручном режиме проверить полный цикл упаковки флаконов в пачки с вложением инструкции;
- получить у мастера картонные пачки и инструкции;
- сверить соответствие наименования препарата, его концентрации на пачке и в инструкции с записью на этикетке «Упаковка», помещенной мастером на машине. Особое внимание обратить на фармакод, нанесённый на сгибе пачек. Сверить соответствие фармакода по всем рядам пачек, находящимся в коробке. Несовпадение штрихов фармакода свидетельствует о наличии пересортицы. При обнаружении пересортицы коробку с пачками сдать мастеру, в работу взять другую коробку, предварительно проверив ее, как описано выше;
- установить контейнер для приема брака пачек без инструкций и контейнер для отбракованных флаконов;
- убедиться, что инструкции и пачки загружены в машину, наименование препарата на упаковочных материалах соответствует тексту на этикетке, вывешенной мастером;
- следить за процессом формирования пачки;
- при заминании пачки остановить машину с помощью клавиши «Стоп», открыть ограждающее устройство машины, с помощью пинцета вынуть замявшуюся пачку. Закрыть ограждающее устройство машины, нажать клавишу «RESET» и вновь запустить машину. Первые 5-7 пачек снять с ленточного конвейера и убедиться в наличии флаконов в пачке, полные пачки поместить на ленточный конвейер. Помятую пачку без флакона направить в бак для брака;
- следить за качеством печати на пачке - печать должна быть четкой и соответствовать тексту на этикетке, вывешенной мастером;
- по мере необходимости докладывать в загрузочные устройства пачки и инструкции, полученные у мастера, предварительно отсмотрев их на наличие скрытого брака (некачественная печать текста, пересортица и т. д.) и сверив фармакод на пачках;
- по мере накопления освобождать контейнер для бракованных пачек без инструкций и контейнер для отбракованных упаковок.
Панель управления FLEXA-CSD
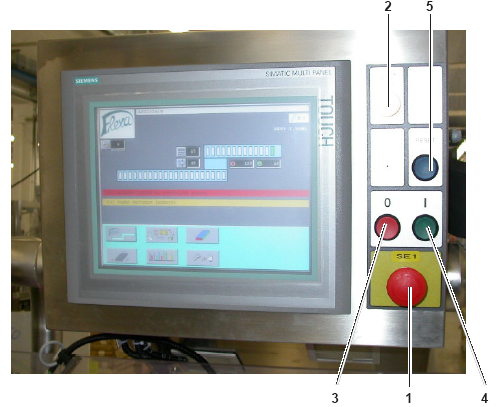
Панель управления машиной
1 - Кнопка аварийной остановки
2 - Индикатор общий 24 вольт переменного тока
3 - Кнопка остановки машины в процессе нормальной эксплуатации
4 - Кнопка запуска машины в работу
5 - Кнопка восстановления машины
9 - Таймер. Не устанавливаемый на ноль таймер для контроля производственного времени машины.
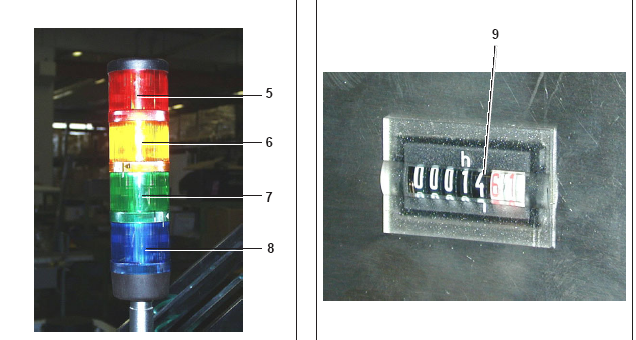
Сигнальная лампа (индикатор)
На упаковочной машине установлен сигнальный индикатор (лампочка) четырех цветов, которая сообщает о различных ситуациях в процессе эксплуатации машины:
5 - Красная (ПОСТОЯННО) Машина остановлена из-за обнаружения аварийной ситуации без возможности автоматического запуска в работу снова.
6 - Желтая (ПОСТОЯННО) Машина остановлена из-за обнаружения аварийной ситуации с возможностью автоматического запуска в работу снова.
7 - Зеленая (ПРЕРЫВИСТО) Машина остановлена в отсутствие аварийной ситуации и может быть запущена вновь в нормальную работу нажатием кнопки СТАРТ-START. (ПОСТОЯННО) Машина работает в нормальном эксплуатационном режиме.
8 - Голубая (ПРЕРЫВИСТО) Машина работает в нормальном эксплуатационном режиме, но с минимальной загрузкой продукта (наполнителя) / дополнительных аксессуаров (инструкции и т. п.).
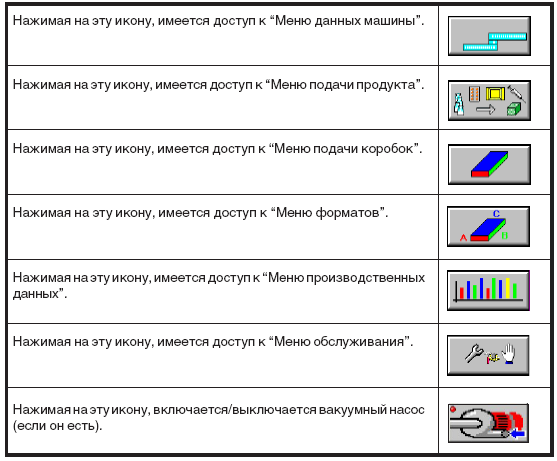
Главное меню
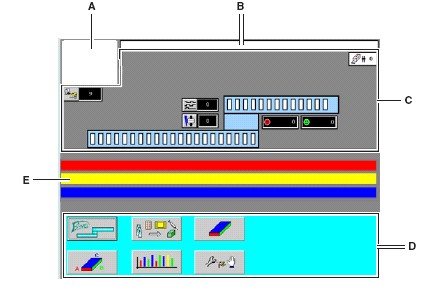
A - Логотип машины (от которого имеется доступ к дисплею состояния вводов и выводов)
B –Серийный номер машины
C –Визуализация производственных данных
D - Иконы, позволяющие доступ ко всем меню машины (иконы активны, зависимо от конфигурации машины)
E–Аварийные сигнализации, предупреждения и указания
При включении машины отображается главная страница. На данной странице оператор может:
• визуализировать аварийные сигнализации и сигналы на машине;
• визуализировать в реальном времени угловую позицию машины;
• визуально контролировать состояние производственной цепи во время фаз машины;
• рассчитывать, сколько хорошей продукции машина произвела, а сколько были дефектными;
• узнать номер формата, производящегося в текущем времени.
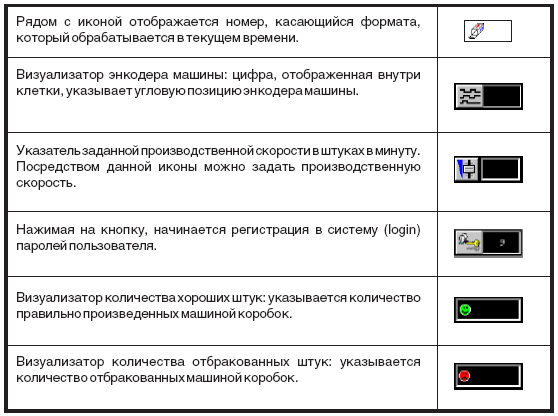
C - Визуализация производственных данных
Визуализатор состояния продуктов
В данном отображении указывается состояние отдельных флаконов, которые скользят
вдоль ковшовой цепи:
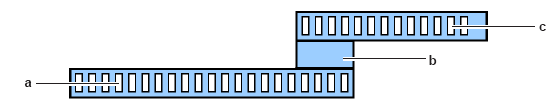
a - Флаконы
b - Зона подачи флаконов в пачку
c - Упакованные флаконы
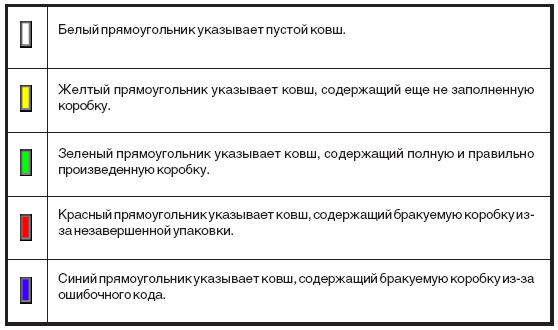
Каждый флакон символизируется прямоугольником, цвет которого может быть разным,
зависимо от состояния производства:
D - Главные функции
E - Аварийная сигнализация, предупреждения и указания
Кроме вышеупомянутых опций, в главном экране также отображаются:
АВАРИЙНАЯ СИГНАЛИЗАЦИЯ (в красной строчке)
ПРЕДУПРЕЖДЕНИЯ (в желтой строчке)
УКАЗАНИЯ (в синей строчке)
Специальными датчиками машины Flexa контролируются:
- выход из машины для складывания инструкций;
- наличие сформированной пачки в момент подачи продукта;
- наличие флакона перед подачей продукта в пачку;
- наличие флакона в пачке.
Для проверки работоспособности системы контроля вторичной упаковки можно воспользоваться одним из трех ниже описанных способов:
РЕЖИМЫ РАБОТЫ
Ручной режим работы
Данная машина может работать в ручном режиме, сразу, как только оператор повернет маховичок (1). Это осуществляется следующим образом (эти операции должны выполняться только при включенном электропитании упаковочной машины):
• Вытяните маховичок (1).
• Поверните маховичок (1) по часовой стрелке и проверьте, что конвейер картонной тары движется в правильном направлении и, что все устройства, используемые для формирования и закрытия картонной тары, перемещаются без помех.
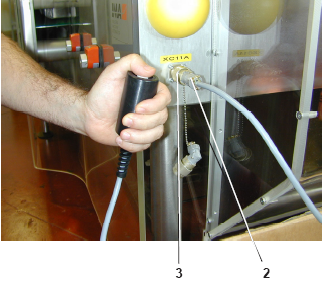
Перемещение импульсами с помощью самоблокирующей кнопки (режим JOG)
Данная машина может работать в режиме перемещения импульсами с удерживанием сразу, как только оператор нажмет соответствующую кнопку. Это осуществляется следующим образом:
• Запуск при помощи управления удерживания
• Подвижные приспособления для обеспечения безопасности закрыты(соответствующие блокировки задействованы), также закрыты неподвижные приспособления для обеспечения безопасности.
Для того, чтобы использовать самоблокирующуюся кнопку, поступить следующим образом:
• Подключить штекер (2) в розетку (3) на левой верхней стороне шкафа электрооборудования
• При нажатии самоблокирующейся кнопки автоматическое управление запуском машины
отключается и на дисплей выводится сообщение «КНОПКА МАХОВИЧКА ВКЛЮЧЕНА». 
Режим автоматической работы (автоматически)
Машина предназначена для АВТОМАТИЧЕСКОЙ РАБОТЫ после того, как оператор ее запускает с помощью соответствующей кнопки. Работа выполняется только в определенных условиях:
• Машина включена
• Машина не работает и готова к пуску посредством активации устройства разрешения на подачу продукта
• Закрытые подвижные защитные устройства (соответствующие устройства взаимной блокировки были активированы) и закрытые неподвижные защитные устройства.
Режимы останова
Синфазный останов
Машина производит синфазный останов, когда нажата соответствующая кнопка (1). При этом выполняются следующие условия:
• Машина находится во включённом состоянии;
• Машина останавливается в заранее заданном положении и может быть заново запущена только при помощи соответствующего органа управления;
• Подвижные приспособления для обеспечения безопасности закрыты (соответствующие блокировки задействованы), также закрыты неподвижные приспособления для обеспечения безопасности.
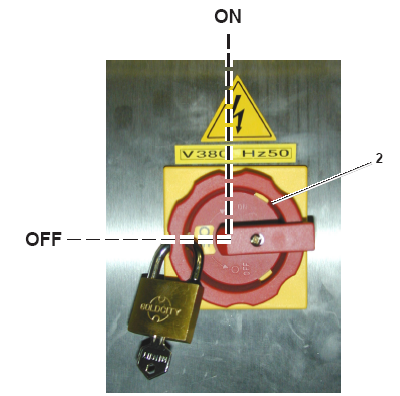
Безопасный останов
Для того чтобы остановить машину в режиме безопасного останова (конец рабочей смены), она должна быть освобождена от картонной тары и флаконов, а питание отключено при помощи главного выключаПри этом выполняются следующие условия:
• Машина находится в выключенном состоянии
• Подача питания и сжатого воздуха не происходит

Аварийный останов
Аварийный останов машины происходит, когда оператор нажимает кнопку аварийного останова (1) или открывает подвижные приспособления для обеспечения безопасности, с этого момента машина переходит в следующее состояние:
• Машина находится во включённом состоянии
• Питание и сжатый воздух подаются, при этом воздух выпускается наружу
• Кнопка аварийного останова находится в нажатом состоянии
Для перезапуска машины после устранения причины, вызвавшей аварийный останов, перевести кнопку аварийного останова в исходное состояние или же закрыть открытые приспособления для обеспечения безопасности, а затем нажать клавишу CLEAR. Данный режим останова должен применяться в следующих случаях:
- При возникновении опасности или механической поломке
- Когда необходимо остановить машину для проведения с ней кратковременных манипуляций с целью предотвращения ее случайного запуска и, для того, чтобы обеспечить максимальную безопасность обслуживающего персонала.
2.4 Схема рабочего процесса.
2.5 Спецификация на оборудование
ФГУП «Московский эндокринный завод». Цех № 3 | |||
СПЕЦИФИКАЦИЯ НА ОБОРУДОВАНИЕ | |||
Машина для упаковки флаконов и инструкций в пачку FLEXA | Инвентарный № 83290 | ||
Дата введения 25.04.16 | Действительно до проведения изменений | СП-СО-3100-025-02 | Стр. 1 из 3 |
Статус документа |
№ п/п | Параметры контроля | Содержание |
1 | 2 | 3 |
1 | Наименование оборудования | Машина для упаковки флаконов и инструкций в пачку FLEXA; заводской номер – AD 1257; инвентарный № 83290; год выпуска: 2010 г.; год ввода в эксплуатацию: 2010 г. |
2 | Производитель | Фирма IMA SAFE, Италия |
3 | Поставщик | Фирма IMA SAFE, Италия |
4 | Общее назначение | Предназначено для упаковки в пачку флаконов и инструкций |
5 | Назначение | Машина FLEXA, предназначена для упаковки в пачку флаконов и инструкций |
6 | Режимы работы | Производительность – до 150 флаконов в минуту; Программа T10 - 10 ml; Программа T9 - 5 ml |
7 | Установочные параметры | Отсутствуют |
8 | Описание оборудования и его характеристики | Габаритные размеры: 3100 х 1570 х 1350 мм Вес: 1580 кг В конструкцию машины входят следующие основные узлы и детали: - узел подачи картонных пачек; - датчик наличия пачки; - датчик штрих кода на пачке «DATALOGIC» DS-2200-1100;
DS-2200-1100;
- система распределения сжатого воздуха |
1 | 2 | 3 |
9 | Местонахождение | Помещение № 000, неклассифицируемое помещение |
10 | Требования к установке | Демпфирование вибраций оборудования – нет; Горизонтальное, вертикальное выравнивание при установке – по уровню; Оценка несущей способности перекрытий при монтаже оборудования – соответствует требованиям; Специальные способы улавливания: - пыли – приточно-вытяжная вентиляция; - газов – приточно-вытяжная вентиляция; - тепла – приточно-вытяжная вентиляция |
11 | Подключение к узлам оборудования и коммуникациям | Электричество (380 В; 50 Гц); Сжатый воздух до 0,8 МПа (до 8,0 бар) |
12 | Характеристики точек подвода магистралей | Электричество – стационарное подключение через электроколодку, заземление через нулевой проводник; Сжатый воздух – труба нерж. ст. 1/2", вентиль ст. 1/2", трубка ПВХ диаметром 10 мм, патрубок, регулятор давления с манометром, фильтр и маслоотбойник |
13 | Потребление энергоресурсов | Электричество (380 В; 50 Гц); Мощность 13,5 кВт; Сжатый воздух до 0,6 МПа (6,0 бар), расход до 350 нормальных литров в минуту |
14 | Производительность оборудования | До 150 флаконов в минуту |
15 | Вмонтированные контрольно-измерительные приборы | Манометр (индикатор давления) – диапазон измерения от 0 до 1,0 МПа (от 0 до 10 бар), класс точности 2,5 |
16 | Поверка вмонтированных контрольно-измерительных приборов | СОП-МО-2727-009 График проведения - согласно графику поверок/калибровок КИПиА |
17 | Вмонтированные приборы индикации | Манометр (индикатор давления) – диапазон измерения от 0 до 1,0 МПа (от 0 до 10 бар), класс точности 2,5 |
18 | Эксплуатация оборудования | СОП-ЭО-3100-023 «Эксплуатация упаковочной линии «IMA»» |
19 | Обслуживание оборудования | СОП-ТО-3100-018 «Техническое обслуживание машины упаковки флаконов в пачку «FLEXA»» |
20 | Персонал | Оператор упаковочной линии; cлесарь-ремонтник; инженер КИПиА |
21 | Очистка | СОП-ТИ-3100-037 «Очистка и подготовка к работе автоматической линии для упаковки флаконов» |
22 | Техника безопасности при работе с оборудованием | СОП-ТБ-3100-Ш-2 «Инструкция по охране труда для слесаря-ремонтника»; СОП-ТБ-3100-Ш-21 «Инструкция по охране труда для оператора упаковочной линии» |
Versa Controller V312
Весосортировочная машина RX предназначена для сортировки продукции по весу, обнаружения отклонений от номинального веса среди однородных изделий и сопоставления этих значений с установленным максимально допустимым отклонением, а также для расчета веса изделий на производственной линии.
По команде фотоэлемента выполняется индивидуальное взвешивание упаковок, что позволяет контролировать:
- наличие колпачка;
- доза наполнения;
- наличие двух и более инструкций в пачке или отсутствие инструкции.
Фотоэлемент также измеряет длину упаковки, которая должна быть меньше или равна величине, заданной в меню «Настройка продукта». Если длина упаковки не соответствует введенному параметру, прибор также генерирует аварийный сигнал «no-gap» и отбраковывает упаковку.
Включение Versa Controller V312:
- открыть вентиль подачи сжатого воздуха на машину. Рабочее давление сжатого воздуха должно быть 0,6 МПа (6,0 кг/смІ), контроль давления сжатого воздуха осуществлять по встроенному манометру, при необходимости установить требуемое значение с помощью редуктора;
- включить машину с помощью главного рубильника.
При включении контрольно-весового прибора VERSA на дисплее появляется страница «Работа/Вес». Эта экранная страница открывает доступ ко всем основным функциям прибора, связанным с взвешиванием, а также к другим экранным страницам.
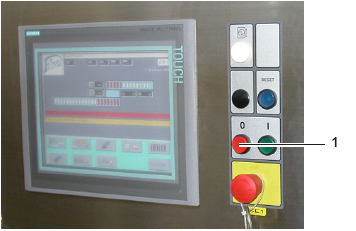
Страница «Работа/Вес»
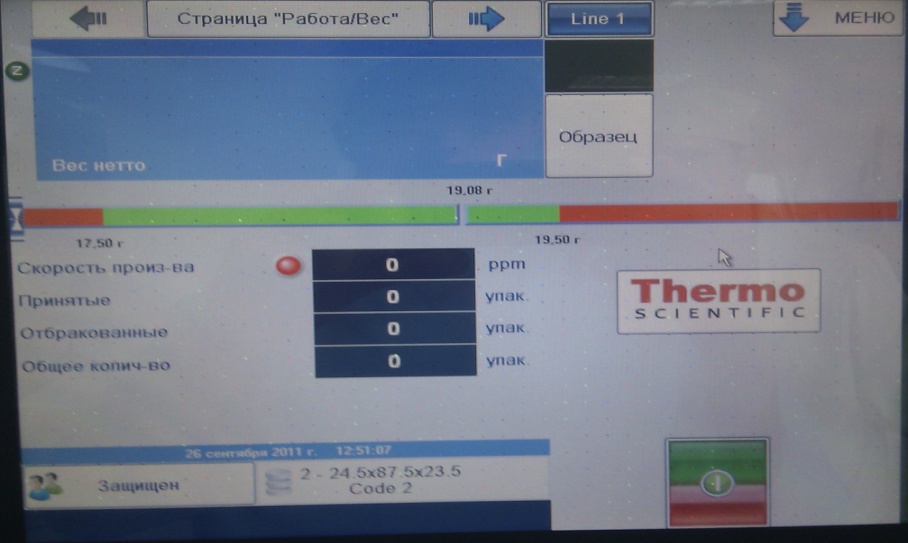
Для пуска/остановки ленточных транспортеров нажать сенсорную кнопку, расположенную в нижней части дисплея машины. При нажатии этой кнопки поочередно выполняется пуск или остановка ленточных транспортеров.
Интерфейс оператора состоит из нескольких экранных страниц, сгруппированных в следующие меню:
- Работа/вес
- Работа/статистика партии
- Работа/графики
- Группа страниц пункта «Меню»
