


Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Техническая карта
OB315A Premium
Белая лигатура без содержания никеля для золота 585 и 750 пробы (14-18Кт)____
Цвет: БЕЛЫЙ Проба: 585 [L:78,3 a:1,7 b:8,1 c:8,3 YI:19,4]
Описание продукта:
OB315A – лигатура без содержания никеля для белого золота. Благодаря содержанию палладия, эта лигатура обеспечивает превосходный белый цвет изделий.
Рекомендуемое применение:
OB315A может использоваться для механической обработки и для литья по выплавляемым моделям в закрытых системах. Из-за своей низкой пластичности эту лигатуру рекомендуют использовать для механической обработки в том случае, если требуется незначительное изменение формы. Покрытие родием не требуется.
Физико-химические свойства:
Исходный драгоценный металл
Pd 40%
Температура (єC) | Плотность (г/см3) | |
Переход в твердое состояние | 1000 | 14,2 |
Переход в жидкое состояние | 1090 | |
Интервал | 90 | |
Общие характеристики | ||
Средний размер зерна после литья (мm) | 15 |
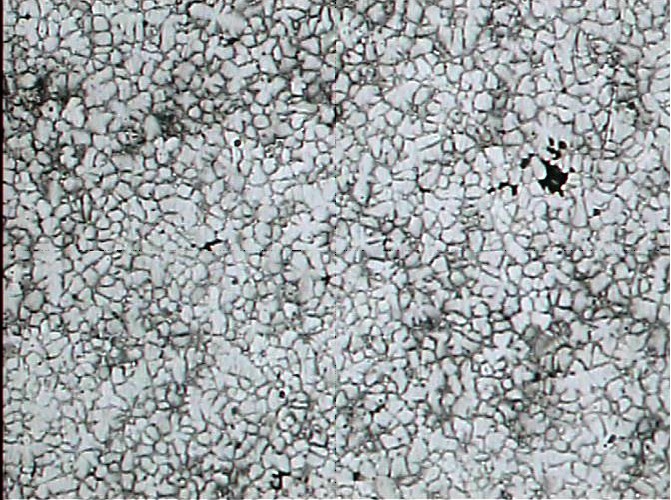
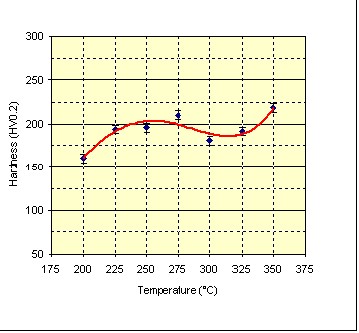
Микроструктура сплава после литья Твердость в зависимости от температуры
(при 200-кратном увеличении) нагрева (90 мин)
Механические свойства:
Предел прочности при растяжении (Rm) [Н/мм2] | 520 |
Предел текучести (Rp0.2) [Н/мм2] | 371 |
Относительное удлинение (А) [%] | 9 |
Твердость после литья [HV 0.2] | 190 |
Твердость после деформации на 70% [HV 0.2] | 269 |
Твердость после отжига [HV 0.2] | 194 |
Твердость после старения [HV 0.2] | 210 |
Обрабатываемость | Средняя |
L1 | 149 |
L2 | 17 |
L3 | 29 |
Техническая карта
OB315A Premium
Белая лигатура без содержания никеля для золота 585 и 750 пробы (14-18Кт)____
Инструкция по применению:
Литье
Температура грануляции (єС) 1210
Температура при литье
Толщина изделий (мм) | Температура металла при литье (єС) | Температура опоки (єС) |
0,2-0,5 | 1220-1190 | 800-830 (*) |
0,5-1,2 | 1190-1170 | 760-800 (*) |
>1,2 | 1170-1150 | 700-760 (*) |
Охлаждение опоки
Оставьте опоку охлаждаться на воздухе на 10-18 мин, а затем погрузите в теплую воду.
Травление
Опустите в чистящий раствор RADIAL (50г/л) при температуре 60єС на 5-10 мин или в 10 % раствор серной кислоты при температуре 50єС на 10 мин.
Механическая обработка
Температура разлива (єС) 1170-1205 (**)
Обжатие по толщине 40,0%
Обжиг
Толщина пластины (мм) | Температура (єС) | Минуты) |
5 – 14 | 720-760 | 40 |
1 – 5 | 720-760 | 35 |
0,2 - 1 | 720-760 | 30 |
Охлаждение
Оставьте опоку охлаждаться на воздухе на 10-18 мин, а затем погрузите в теплую воду.
Примечания:
(А)
(*) Настоятельно рекомендуется использовать формомассу на фосфатной основе. Это тип формомассы уменьшает взаимодействие между жидким металлом и огнеупорным материалом, что предотвратит возникновение дефекта газовой пористости. Если используется обычная формомасса, то не следует повышать температуру выше 730єС.
![]()
(**) Для механической обработки рекомендуется предварительное нагревание чугунной формы до 250-300 єС перед разливом.
