
Лабораторная работа № 3
НАГРЕВ И РАСПЛАВЛЕНИЕ ЭЛЕКТРОДОВ.
Цель работы - ознакомление с расчетными и экспериментальными методами изучения нагрева электрода сварочным током и дугой, а также его плавления; исследование влияния химического состава стержня электродов и режимов сварки на нагрев и плавление электродов.
Исходные данные: Ток сварки 160 А, Uxx=103 B, d электродов 4 мм, марки электродов Е-В 121, Е308-16.
Теоретические сведения.
Вопросы производительности сварки плавящимися электродами непосредственно связаны с процессами нагрева электрода сварочным током и его плавления: более интенсивный нагрев электродной проволоки сварочным током и дугой увеличивает производительность процесса. В то же время чрезмерный перегрев обмазки при протекании сварочного тока завышенного значения по электродному стержню в процессе сварки качественным электродом может привести не только к снижению механических свойств шва, но даже к разрушению электродного покрытия и к получению дефектного сварного соединения.
Электрод нагревается двумя источниками теплоты - джоулевым теплом, выделяющимся по всей длине электрода от токоподводящего контакта до торца, где горит дуга, и теплом, выделяющимся в дуговом промежутке и на торце электрода и вводимым в электрод через его рабочий конец. В данной работе изучается процесс нагрева электрода протекающим сварочным током.
Работа проводится в два этапа: на первом этапе изучается процесс нагрева электрода при коротком замыкании, на втором - влияние параметров режима сварки на кинетику процесса плавления отдельных участков электродов.
Количество тепла, вводимого дугой в электрод в единицу времени, определяется по формуле:
q = зм*I*U Дж/с
где зм = 0,15 - 0,3 - эффективный к. п.д. процесса нагрева электрода в режиме короткого замыкания.
Производительность расплавления определяется по формуле:
gp=щ*F*p‚ г/с
где p - плотность, г/см3;
F - площадь поперечного сечения стержня электрода, см2;
щ - средняя скорость расплавления, см/с.
Коэффициент расплавления электродов определяется по формуле:
бр= ![]()
![]() *3600 г/(час *А)
*3600 г/(час *А)
Коэффициент неравномерности скорости расплавления электродов равен отношению скорости плавления электрода в конце щмах к скорости плавления в начале щ1:
Кн=![]()
![]() .
.
Обычно при стабильном и нормальном протекании процесса сварки Кн = 1,3- 1,4.
Температура в процессе нагрева электродов сварочным током описывается выражением:
,
где щ0=j2(![]()
![]() )0 - начальная скорость нагрева;
)0 - начальная скорость нагрева;
- начальный коэффициент температуроотдачи для электродного стержня;
Т1,Т0 - температура стержня и окружающего воздуха соответственно, °С
pr - удельное электрическое сопротивление, Ом*см.
Точность определения температуры по уравнению зависит от выбранных значений постоянных коэффициентов, определяемых опытным путем. Для электродов с покрытием величина сг является средней теплоемкостью для стержня и покрытия, Р - периметр поперечного сечения электрода, причем P =р*dэ, где dэ - наружный диаметр электрода, а F=![]()
![]() , где d1 - диаметр стержня электрода. Для упрощения вычислений можно использовать номограмму, приведенную на рис1, где принято условное обозначение
, где d1 - диаметр стержня электрода. Для упрощения вычислений можно использовать номограмму, приведенную на рис1, где принято условное обозначение
n=

Tnp=m*d1*j^2+T0;
где Tnp - предельная температура, наступающая при бесконечно длительном протекании данного тока по электроду, °С.

Численные значение постоянных коэффициентов при расчете процессов нагрева электродов следует выбирать по табл. 3.

Порядок выполнения работы
1. в середине электрода заданной преподавателем марки укрепить термопару (рис. 2,а).
Плотность тока - j, A/мм2. Диаметры электрода и стержня определяется в мм.

2. Экспериментально изучить процесс нагрева электрода, накоротко замкнутого на сварочный стол, при двух значениях сварочного тока.
3. По показаниям милливольтметра и секундомере построить кривые нагрева электрода сварочным током для различных плотностей тока и марок электродов в координатах Т = f ( t) (рис.2‚б).
4. Используя номограмму (рис.1)‚ произвести расчет процесса нагрева электрода током для тех же условий и данные нанести на тот же график.
5. Изучить процесс плавления на электродах, где равные по длине участки (50 мм) отмечены с помощью скруток из медной проволоки (рис.3) .

6. Установить характер неравномерности плавления по длине электрода, определив значения щ‚бр, Кн.
Указания к работе
Перед укреплением термопары в середине электрода в опытах по изучению процесса их нагрева сварочным током с одной стороны отбить обмазку и наждачной шкуркой зачистить поверхность оголенного стержня. Термопару укрепить либо зачеканкой в предварительно засверленном отверстии, либо приваркой (конденсаторной сваркой). Для надежного фиксирования термопары ее необходимо присоединить проволокой малого диаметра к электроду на расстоянии около 40 мм от места приварки.
Температуру электрода следует фиксировать с помощью хромель-алюмелевых термопар через каждые 5 секунд по шкале милливольтметра. Отсчеты производить до момента достижения установившегося теплообмена, когда температура стержня электрода перестает расти. Максимальная длительность измерений - не более 5 минут с момента начала нагрева. Значение температуры в градусах равно произведению показания милливольтметра в мВ на постоянный коэффициент, равный 26,4.
Расчет значений температуры при нагреве электродов сварочным током производить через каждые 30 сек.
В опытах по изучению процесса расплавления электрода по секундомеру следует фиксировать время расплавления каждого участка. Полученные данные следует усреднить, и по средним значениям вычислить щ и бр. Опыты по определению скорости плавления и бр, а также исследования процесса нагрева электрода сварочным током производить на одинаковых режимах.
Результаты экспериментов.
таблица к 1 опыту при кз электрода в стол, электрод Е-В121, I=160, d=4 мм
Таблица 4. Нагрев электрода Е-В121 , накоротко замкнутого на сварочный стол
№ | Сила тока, I | Напряжение, U | Напряжение короткого замыкания, Uкз | Температура электрода, єС каждые 5 с |
1 | 160 | 30 | 4 | 17 |
2 | 160 | 30 | 4,1 | 20 |
3 | 160 | 30 | 4,1 | 60 |
4 | 160 | 30 | 4,2 | 75 |
5 | 160 | 30 | 4,3 | 82 |
6 | 160 | 30 | 4,4 | 110 |
7 | 160 | 30 | 4,5 | 121 |
8 | 160 | 30 | 4,6 | 144 |
9 | 160 | 30 | 4,8 | 167 |
10 | 160 | 30 | 5 | 182 |
11 | 160 | 30 | 5,1 | 200 |
12 | 160 | 30 | 5,2 | 225 |
13 | 160 | 30 | 5,3 | 247 |
14 | 160 | 30 | 5,5 | 271 |
15 | 160 | 30 | 5,6 | 302 |
16 | 160 | 30 | 5,7 | 332 |
17 | 160 | 30 | 5,8 | 370 |
18 | 160 | 30 | 6 | 401 |
19 | 160 | 30 | 6,2 | 435 |
20 | 160 | 30 | 6,4 | 474 |
21 | 160 | 30 | 6,5 | 514 |
22 | 160 | 30 | 6,6 | 549 |
23 | 160 | 30 | 6,7 | 604 |
24 | 160 | 30 | 6,8 | 642 |
25 | 160 | 30 | 7,0 | 687 |
26 | 160 | 30 | 7,3 | 730 |
27 | 160 | 30 | 7,4 | 771 |
28 | 160 | 30 | 7,5 | 827 |
29 | 160 | 30 | 7,6 | 840 |
30 | 160 | 30 | 7,8 | 944 |
31 | 160 | 30 | 7,9 | 1014 |
32 | 160 | 30 | 8,0 | 1074 |
33 | 160 | 30 | 8,1 | 1121 |
34 | 160 | 30 | 8,3 | 1161 |
35 | 160 | 30 | 8,5 | 1211 |
Расчет к таблице 4, Е-В121, m=2,5 (mm3*єC)/A2, d1=4 mm, D1=200 єC, A=2,4*10-2.
Находим Тпр, n. по формулам
Tпp=m*d1*j^2+T0 ; n=
 , j=
, j=

j=4*160/(3,14*16)=12,7 А/мм2
Тпр=2,5*4*12,72+20=1640 єC

 =1640/200=8,2
=1640/200=8,2
n=![]()
![]()
Умножаем n на время t=30, 60, 90, 120, 150, 180 и по номограмме находим отношение Tt/D1, из которого находим Tt и наносим на график кривой нагрева электрода током
n=0,02208*30=0,6624 n=0,02208*60=1,32 n=0,02208*90=1,98 n=0,02208*120=2,65 n=0,02208*150=3,31 n=0,02208*180=3,97Tt=0*200=0 єC Tt=1,8*200=360 єC Tt=3,3*200=660 єC Tt=4,5*200=900 єC Tt=5,5*200=1100 єC Tt=6,6*200=1320 єC
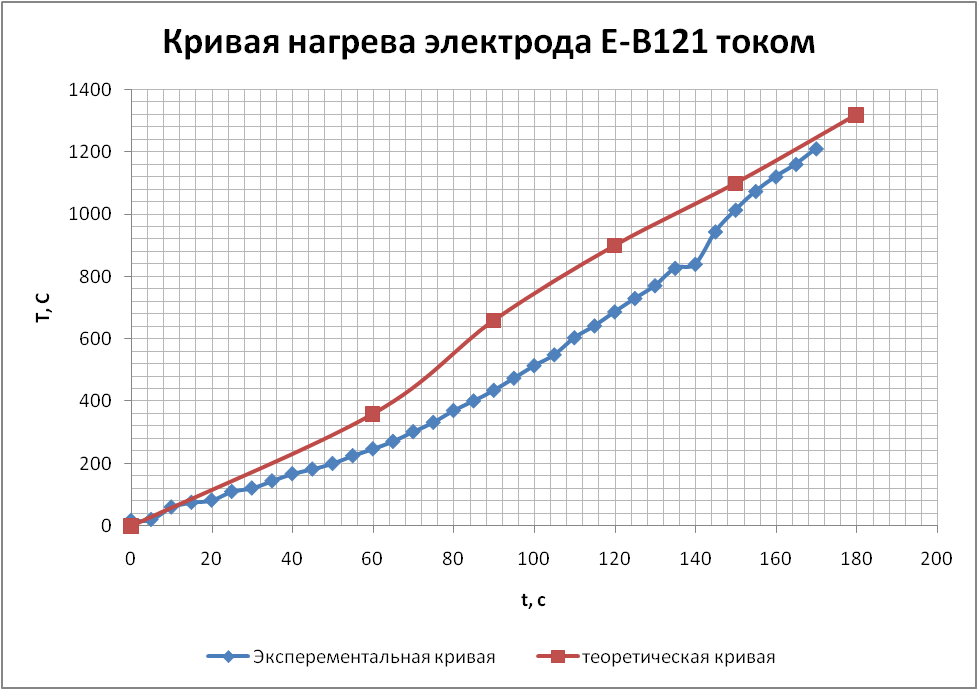
Таблица 5. Нагрев электрода Е308-16, накоротко замкнутого на сварочный стол
№ | Сила тока, I | Напряжение, U | Напряжение короткого замыкания, Uкз | Температура электрода, єС каждые 5 с |
1 | 160 | 30 | 6 | 37 |
2 | 160 | 30 | 6,2 | 141 |
3 | 160 | 30 | 6,5 | 210 |
4 | 160 | 30 | 6,7 | 301 |
5 | 160 | 30 | 6,8 | 398 |
6 | 160 | 30 | 6,9 | 471 |
7 | 160 | 30 | 7,0 | 538 |
8 | 160 | 30 | 7,1 | 603 |
9 | 160 | 30 | 7,2 | 676 |
10 | 160 | 30 | 7,3 | 725 |
11 | 160 | 30 | 7,4 | 774 |
12 | 160 | 30 | 7,5 | 817 |
13 | 160 | 30 | 7,6 | 856 |
14 | 160 | 30 | 7,7 | 888 |
15 | 160 | 30 | 7,8 | 925 |
16 | 160 | 30 | 7,9 | 956 |
17 | 160 | 30 | 8 | 977 |
18 | 160 | 30 | 8 | 986 |
19 | 160 | 30 | 8,1 | 1016 |
Расчет к таблице 5, Е308-16 , m=2,5 (mm3*єC)/A2, d1=4 mm, D1=130 єC, A=2,4*10-2.
Находим Тпр, n. по формулам :
Tпp=m*d1*j^2+T0 ; n=
 , j=
, j=

j=4*160/(3,14*16)=12,7 А/мм2
Тпр=2,5*4*12,72+20=1640 єC

 =1640/130=12,6
=1640/130=12,6
n=![]()
![]()
Умножаем n на время t=40,50, 60,70, 80, 90, и по номограмме находим отношение Tt/D1, из которого находим Tt и наносим на график кривой нагрева электрода током
n=0,03264*40=1,3 n=0,03264*50=1,6 n=0,03264*60=1,96 n=0,03264*70=2,28 n=0,03264*80=2,6 n=0,03264*90=2,93Tt=2,4*200= 480єC 700 Tt=2,8*200=560 єC Tt=4*200= 800 єC Tt=4,5*200= 900єC Tt=5,5*200= 1100єC Tt=6.3 *200= 1260єC

Таблица 6. Неравномерность процесса расплавления электрода Е-В-121
№ | 1 опыт, t, с | 2 опыт, t, с | tср, с |
1 | 12,9 | 12,4 | 12,65 |
2 | 12,8 | 12,3 | 12,55 |
3 | 11,8 | 11,3 | 11,55 |
4 | 11,7 | 12,1 | 11,9 |
5 | 11,5 | 12 | 11,75 |
Таблица 7. Неравномерность процесса расплавления электрода Е308-16
№ | 1 опыт, t, с | 2 опыт t, с | tср, с |
1 | 11,8 | 11,7 | 11,75 |
2 | 10,5 | 10,6 | 10,55 |
3 | 10 | 10,3 | 10,15 |
4 | 9,3 | 9,1 | 9,2 |
5 | 8,1 | 8,2 | 8,15 |
Расчет к таблице 6, расплавление электрода Е-В-121, расчет щ‚бр, Кн этих параметров ведется по формулам Кн=![]()
![]() , бр=
, бр= ![]()
![]() *3600 , gp=щ*F*p г/с ‚ щ=l/t, мм/c. p=7,8 г/см3
*3600 , gp=щ*F*p г/с ‚ щ=l/t, мм/c. p=7,8 г/см3
F=![]()
![]() =3,14*16/4=12,56 мм3
=3,14*16/4=12,56 мм3
Кн=![]()
![]() =4,33/3,95=1,1
=4,33/3,95=1,1
№ | L, мм | t, с | щ, мм/c | gp г/с | бр г/(час*А) |
1 | 50 | 12,65 | 3,952569 | 0,387225 | 8,712569 |
2 | 50 | 12,55 | 3,984064 | 0,390311 | 8,781992 |
3 | 50 | 11,55 | 4,329004 | 0,424104 | 9,542338 |
4 | 50 | 11,9 | 4,201681 | 0,41163 | 9,261681 |
5 | 50 | 11,75 | 4,255319 | 0,416885 | 9,379915 |
Расчет к таблице 7, расплавление электрода Е308-16, расчет щ‚бр, Кн этих параметров ведется по формулам Кн=![]()
![]() , бр=
, бр= ![]()
![]() *3600 gp=щ*F*p г/с ‚ щ=l/t, мм/c. p=7,8 г/см3
*3600 gp=щ*F*p г/с ‚ щ=l/t, мм/c. p=7,8 г/см3
F=![]()
![]() =3,14*16/4=12,56 мм3
=3,14*16/4=12,56 мм3
Кн=![]()
![]() =6,13/4,25=1,44
=6,13/4,25=1,44
№ | L, мм | t, с | щ, мм/c | gp г/с | бр г/(час*А) |
1 | 50 | 11,75 | 4,255319 | 0,416885 | 9,379915 |
2 | 50 | 10,55 | 4,739336 | 0,464303 | 10,44682 |
3 | 50 | 10,15 | 4,926108 | 0,482601 | 10,85852 |
4 | 50 | 9,2 | 5,434783 | 0,532435 | 11,97978 |
5 | 50 | 8,15 | 6,134969 | 0,601031 | 13,52319 |
Вывод
Зная по каким механизмам происходит нагрев и расплавление электродов, можно выбрать оптимальную длину и плотность тока при наибольшей производительности в процессе сварки. Будет получатся качественный сварной шов, а электродное покрытие не разрушится из-за воздействия высоких температур в процессе нагрева электрода дугой и проходящим током.
