

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Разработка технологического процесса изготовления диэлектрических подложек микроэлектронных устройств
– студент
СФУ ИИФиРЭ, Россия, г. Красноярск
Аннотация
Чтобы добиться необходимых значений в процессе используются три стадии: шлифование, доводка и полирование. В ходе шлифования снимется основной припуск и исправляется форма. Припуск на шлифование составляет 0,76 мм. В ходе доводки повышается точность формы подложки, исключается разновысотность. Припуск на доводку составляет 0,1 мм. В ходе полирования достигается минимальное нарушение внешнего слоя. В ходе полирования были полностью достигнуты все требуемые параметры.
Ключевые слова
Подложка, материал, параметры, шлифование, доводка, режим, полировка, припуск.
Подложкой принято называть изоляционный или полупроводниковый материал в виде пластины, шайбы, бруска или диска, который служит общим основанием для расположения активных и пассивных элементов интегральной микросхемы или другого микроэлектронного устройства. Размеры подложек обычно выбирают в зависимости от типа и класса интегральной микросхемы или устройства и особенностей конструкции их корпусов. Подложки гибридных и пленочных микросхем выполняют роль поддерживающего пленочные и навесные элементы основания, а также служат для электрической изоляции элементов и межэлементных соединений. Они должны обладать хорошими
изоляционными и механическими свойствами. Подложки изготавливают из диэлектрических материалов с высоким удельным электросопротивлением, низкими диэлектрической проницаемостью и тангенсом угла диэлектрических потерь, высокой электрической, а также механической прочностью. Для эффективной передачи тепла от элементов материал подложек должен иметь высокую теплопроводность. Необходимо, чтобы материал подложек был совместим с материалами наносимых пленок. В процессе нанесения пленок, данные материалы должны обладать близкими значениями температурного коэффициента линейного расширения.
Изготовляют подложки как из широко известных изоляционных материалов – кварца, стекла, керамики, так и из новых– ситалла, брокерита, сапфира, поликора, полиимида, германия, кремния, арсенида галлия и других материалов. Они в наибольшей степени отвечают основным требованиям, указанным выше. Поверхность подложек, на которую наносят пассивные и активные элементы, подвергают специальной механической и химической обработке.
Материалы для подложек
Подложки из поликора и их свойства
Разновидностью алюминоксида является поликор, обладающий особо плотной структурой. В отличие от обычной корундовой керамики поликор прозрачен. Благодаря высокой плотности поликора можно обеспечить высокую чистоту обработки поверхности. Поэтому поликор является ценным материалом для осаждения пассивных элементов гибридных интегральных микросхем.
Параметры диэлектрических подложек
При механической обработке диэлектрических подложек микроэлектроники регламентируют следующие их параметры: размеры, допуск на размер, неплоскостность, непараллельность сторон, шероховатость базовой и рабочей поверхностей. Неплоскостность характеризует форму пластины. При этом чаще всего контролируется прогиб подложки. Непараллельность сторон характеризуется клиновидностью. Шероховатость определяется двумя параметрами Rа и Rz по. Параметр Ra используют для оценки микрорельефа «грубых» поверхностей, получаемых при шлифовании, а параметр Rz – для оценки «гладких» поверхностей, получаемых после полирования. В последнее время для обозначения «сверхгладкого» рельефа поверхности используют среднеквадратическое отклонение.
Таблица 1 – Числовые значения параметров диэлектрических подложек из поликора
Подложки полосково - печатных плат приемных и передающих устройств | Поликор | Неплоскостность 0,0005 мм Отклонение размеров по высоте 0,4 мм Шероховатость Ra - 0,04 мкм, Rz - 0,100 мкм Риски на рабочей поверхности – в пределах Ra и Rz |
Технологический процесс обработки
Общая схема обработки
Рассматриваемые технологические процессы обработки поверхности подложек в основном связаны с процессами удаления вещества
Режим обработки выбирают с учетом механических характеристик обрабатываемого материала, зернистости абразивного порошка и требуемой шероховатости поверхности. На каждом этапе происходит улучшение качества обработанной поверхности путем устранения отрицательных последствий предыдущей операции. При этом можно выделить три этапа механической обработки: предварительная стадия, включающая операции шлифования и доводки, которая обеспечивает геометрические параметры подложек, финишная стадия механической обработки, на которой начинается формирование микрорельефа поверхности; суперфинишная стадия полирования, на которой происходит окончательное формирование рельефа поверхности
Процесс шлифования базируется на использовании чисто механического удаления материала с поверхности подложек с помощью абразивных суспензий и плоских полировальников. На стадии полирования происходит снижение шероховатости и удаление нарушенного предыдущей обработкой приповерхностного слоя
Шлифование |
Шлифование относится к подготовительной группе технологических операций, включающих съём основного припуска исправление формы, подготовку под доводку или полирование можно осуществлять по одной из двух типовых технологических схем рис. 1.
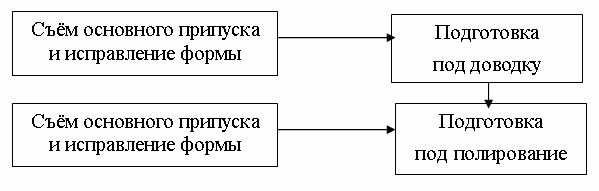
Рисунок 1 - Типовые схемы шлифования
Пластины микроэлектроники обрабатывают преимущественно плоским шлифованием. Шлифование, согласно типовому технологическому процессу, регламентированному ОСТ 4.054.058-84, для подложек микроэлектроники, выполненных из керамики, поликора, ситаллов, пьезокварца и ниобата лития, осуществляется торцом или периферией алмазного круга.
Так как к подложкам предъявляются очень высокие требования по неплоскостности, в процессе используется шлифование торцом круга на плоскошлифовальном станке СПШП-1 с вертикальным шпинделем и круглым вращающимся столом, который обеспечивает нужные характеристики. При этом используется плоский круг типа АПВ с выточкой.
Торцевое шлифование обеспечивает лучшие характеристики по формированию плоскости подложек, поэтому его применяют с целью подготовки партии подложек с повышенными требованиями по неплоскостности. Крепление заготовок подложек на операциях шлифования осуществляется на столе станка или планшайбах с помощью клеящих веществ.
Доводка подложек под полирование
Целью доводочных операций является увеличение производительности механической обработки подложек. Поскольку полирование является длительным процессом, характеризующимся небольшим съёмом материала с обрабатываемой поверхности, то перед его началом целесообразно повысить точность формы, исключить разновысотность подложек при одновременной их
обработке, достигнуть максимальной параллельности при более высоких съёмах материала. Это осуществляется на предварительных стадиях полирования – доводке, которую иногда называют тонким шлифованием.
Полирование подложек
Целью полирования подложек микроэлектроники является достижение минимального нарушенного слоя и шероховатости, сохраняя при этом значения неплоскостности и непараллельности, полученных на предыдущих стадиях обработки. В процессе полирования подложек съёма материала с обрабатываемой поверхности практически не производится. Заданная шероховатость достигается в зависимости от режимов полирования в течение 15 – 40 минут.
В ходе полирования достигается минимальное нарушение внешнего слоя. В ходе полирования были полностью достигнуты все требуемые параметры. Суммарный припуск на обработку составил 0,86 мм. Толщина заготовки с учетом припуска 2,86 мм.
