
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
УДК 621.922.029
ФОРМИРОВАНИЕ ЗАСАЛЕННОГО СЛОЯ ПРИ ШЛИФОВАНИИ СТАЛИ 45
Проведены исследования количественных и качественных характеристик засаленного слоя после шлифования стали 45 в не закаленном состоянии. Подробно описана методика приготовления поперечного шлифа абразивного круга и особенности подготовки микрошлифа абразивного круга для оценки количественных и качественных характеристик засаленного слоя. На основании анализа полученной структуры показано, что засаленный слой имеет волокнистую структуру с наличием раковин. Установлено, что величина микротвердости (HV) засаленного слоя составляет 4500 МПа. Проведен сравнительный анализ значения микротвердости засаленного слоя и стали 45 в не закаленном состоянии. Значение микротвердости засаленного слоя значительно превышает исходного значения микротвердости стали 45 в незакаленном состоянии. Этот факт может свидетельствовать о действии высоких локальных температур и деформационным воздействиям.
Ключевые слова: засаленный слоя, абразивный круг, шлифование, микротвердость, сталь 45.
Введение.
Шлифование, как правило, является окончательной операцией технологического процесса изготовления детали. От качества выполнения ее зависят эксплуатационные свойства детали. Важным аспектом обеспечения требуемого качества поверхностного слоя детали на операции шлифования является поддержание высокой режущей способности абразивных кругов [1,2]. Стоит отметить, что при шлифовании деталей происходит образование засаленного слоя на поверхности круга, что снижает работоспособность абразивного инструмента. Восстановление работоспособности кругов, как правило, осуществляется посредством введения операции правки абразивного инструмента, что неминуемо приводит к снижению производительности. Проявление засаленного слоя на поверхности круга приводит к снижению качества поверхностного слоя обрабатываемой детали вследствие появления высоких температур в зоне резания [3,4]. Этот факт способствует снижению эксплуатационных свойств детали. Поэтому одним из важных вопросов является изучение механизма образования засаленного слоя с целью минимизации возможности его появления при выполнении операций шлифования. Для рассмотрения вопросов, связанных с механизмом образования засаленного слоя необходимо проведение исследований, направленных на определение его количественных и качественных характеристик.
Методика экспериментального исследования
С целью определения микротвердости засаленного слоя и проведения металлографического анализа был приготовлен поперечный шлиф участка абразивного круга. Для приготовления поперечного шлифа абразивный круг с полученным на его рабочей поверхности засаленным слоем разрезался на образцы. На рисунке 1 приведена схема вырезки образцов для приготовления поперечного шлифа.
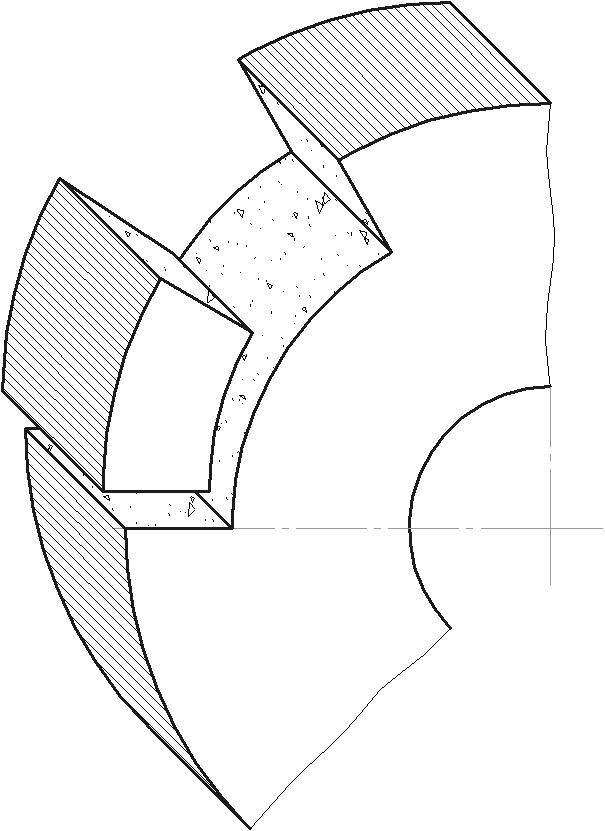
Рисунок 1. Схема разрезки абразивного круга на образцы для приготовления шлифов
Для проведения экспериментов был выбран абразивный круг ПП 150?32?10 25А 16 (F80) СТ (Р) 6 К (V) ГОСТ 2424-83. В качестве модельного материала для шлифования была выбрана сталь 45 ГОСТ 1050-74 в не закаленном состоянии. Скорость вращения абразивного круга составляла 24.7 м/с, глубина резания равнялась t = 0,02 мм/дв. ход стола. Время обработки, принимаемое в эксперименте, целью которого является получение на рабочей поверхности круга засаленного слоя и дальнейшего его исследования, соответствует периоду стойкости шлифовального круга и для шлифования стали 45 в не закаленном состоянии устанавливалось Т = 20 мин [5].
Шлифовальный круг разрезался на универсальном шлифовально-заточном станке 3А64Д алмазным отрезным кругом. Абразивный инструмент хрупкий, и при его распиловке происходит вырывание зерен круга у кромки образца. Поэтому поверхность резания выбирается так, чтобы исследуемый элемент засаленного слоя находился от нее на расстоянии 0,7…1,5 мм (рис. 2).
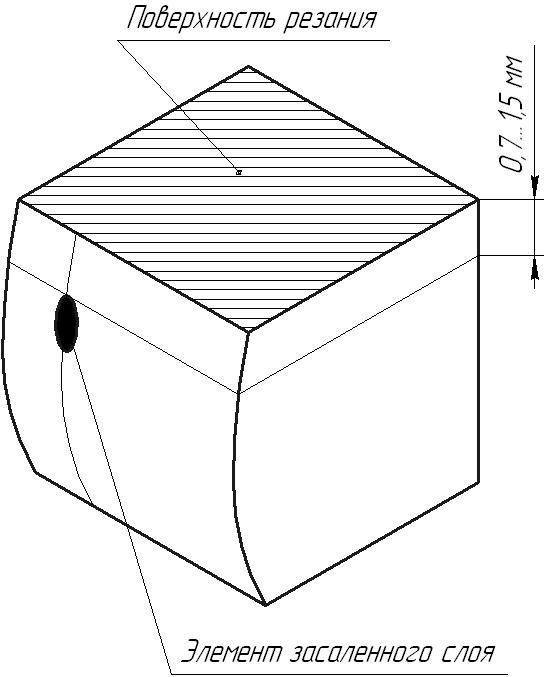
Рисунок 2. Схема разрезания образца
Для шлифования и полирования образцы закреплялись в оправку. Для снижения вероятности механического повреждения или межмолекулярного взаимодействия материала засаленного слоя с материалом струбцины между струбциной и поверхностью засаленного слоя устанавливалась медная пластина (рис. 3).
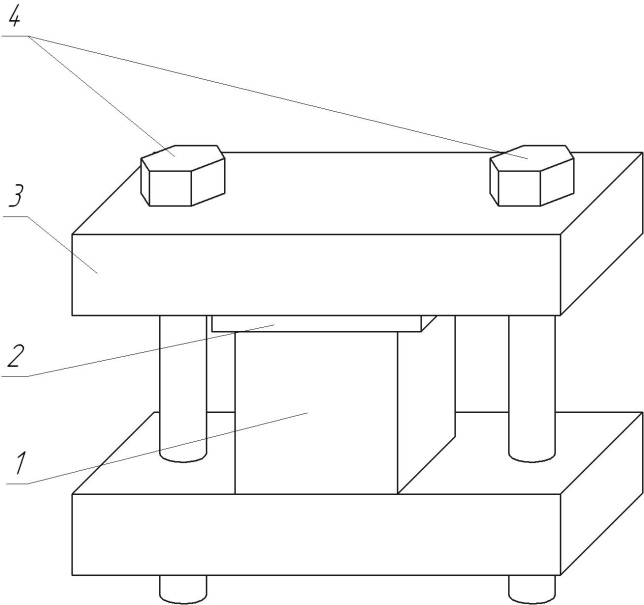
Рисунок 3. Образец, зажатый в струбцину:
1 – образец; 2 – струбцина; 3 – медная пластина; 4 – винты крепежные
Особенностью приготовления шлифа заключается в том, что твердость зерен образца сопоставима с твердостью абразивного материала шлифовальной шкурки, поэтому даже при ручном шлифовании может происходить раскрашивание зерен образца. При использовании микрошлифовальной установки усилия, возникающие при обработке, могут превышать силы, удерживающие зерна в объеме образца. При этом происходит вырывание целых зерен, которые царапают поверхность шлифа и приводят его в непригодное для металлографического анализа состояние. В связи с этим, подготовка шлифа осуществлялась без применения микрошлифовальной установки.
Предварительно на грубой шлифовальной шкурке М 20 ГОСТ 9324-80 сошлифовывался слой образца на глубину 0,7-1,5 мм до появления исследуемого засаленного слоя. Далее шлифование образца производилось последовательно абразивной шкуркой различной зернистостью Р400, Р600, Р800 и Р1000 ГОСТ 10054-82. Затем осуществляли полирование на плотной бумаге с использованием алмазных абразивных паст ТУ 2-037-506-85 с зернистостью от 28-20 мкм до 3-5 мкм. После каждой смены зернистости при шлифовании образца абразивной шкуркой или полировании, микрошлиф промывали водой и просушивали.
Измерение микротвёрдости производили в соответствии с требованиями ГОСТ 9450-76. Нагрузка составляла 50 г.
Результаты и обсуждение
В результате проведенных исследований был получен микрошли поверхности абразивного круга после шлифования стали 45 в не закаленном состоянии. На рисунке 4 представлена структура засаленного слоя, образовавшегося на рабочей поверхности шлифовального круга. Из рисунка видно, засаленный слой имеет волокнистую структуру с наличием раковин. Наличие волокон материала может свидетельствовать о том, что он подвергался сильным пластическим деформациям. В результате таких деформаций происходит локальное повышение микротвердости материала при образовании засаленного слоя (рис. 5).
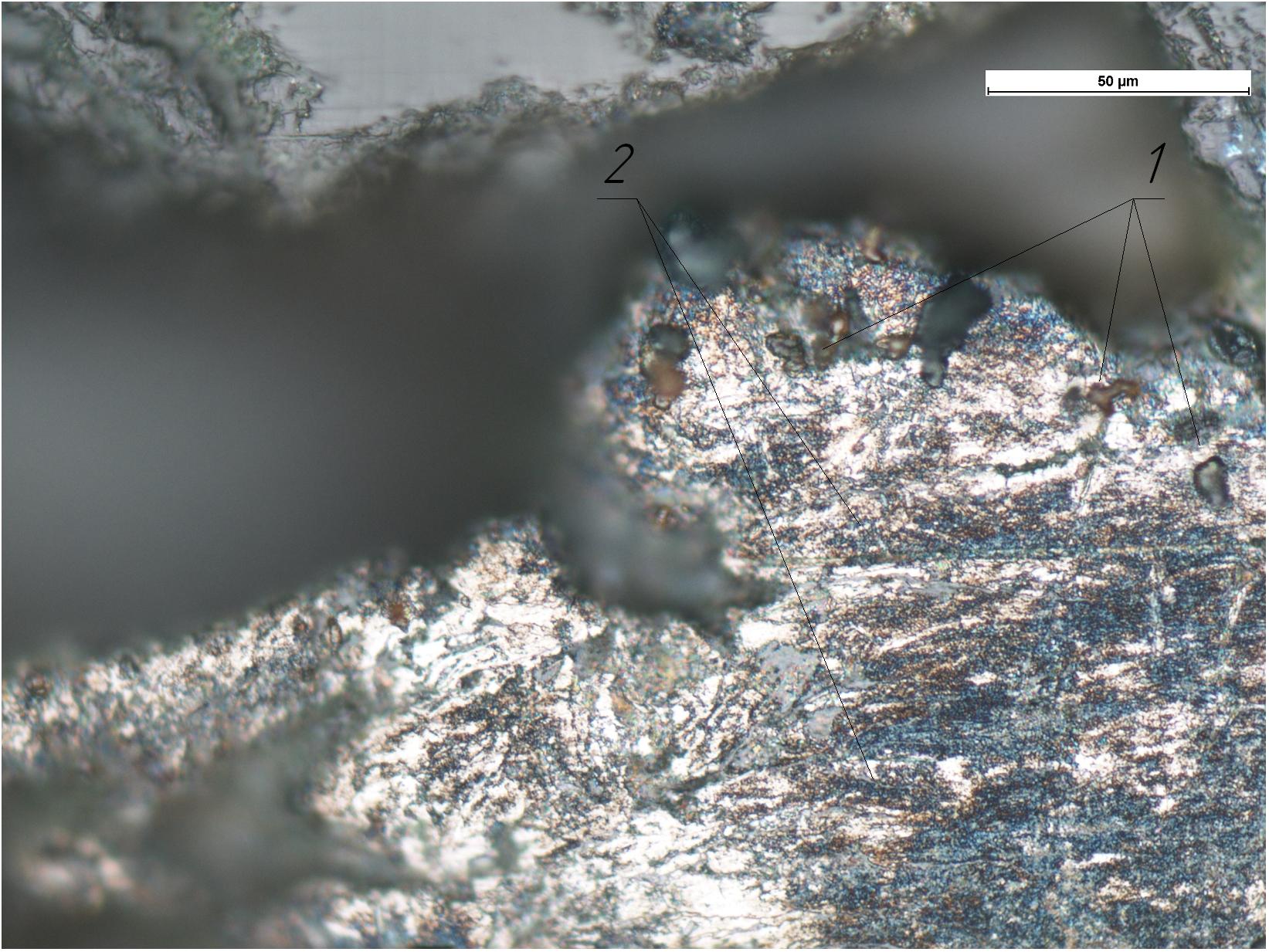
Рисунок 4. Структура засаленного слоя, образовавшегося при шлифовании незакаленной стали 45.
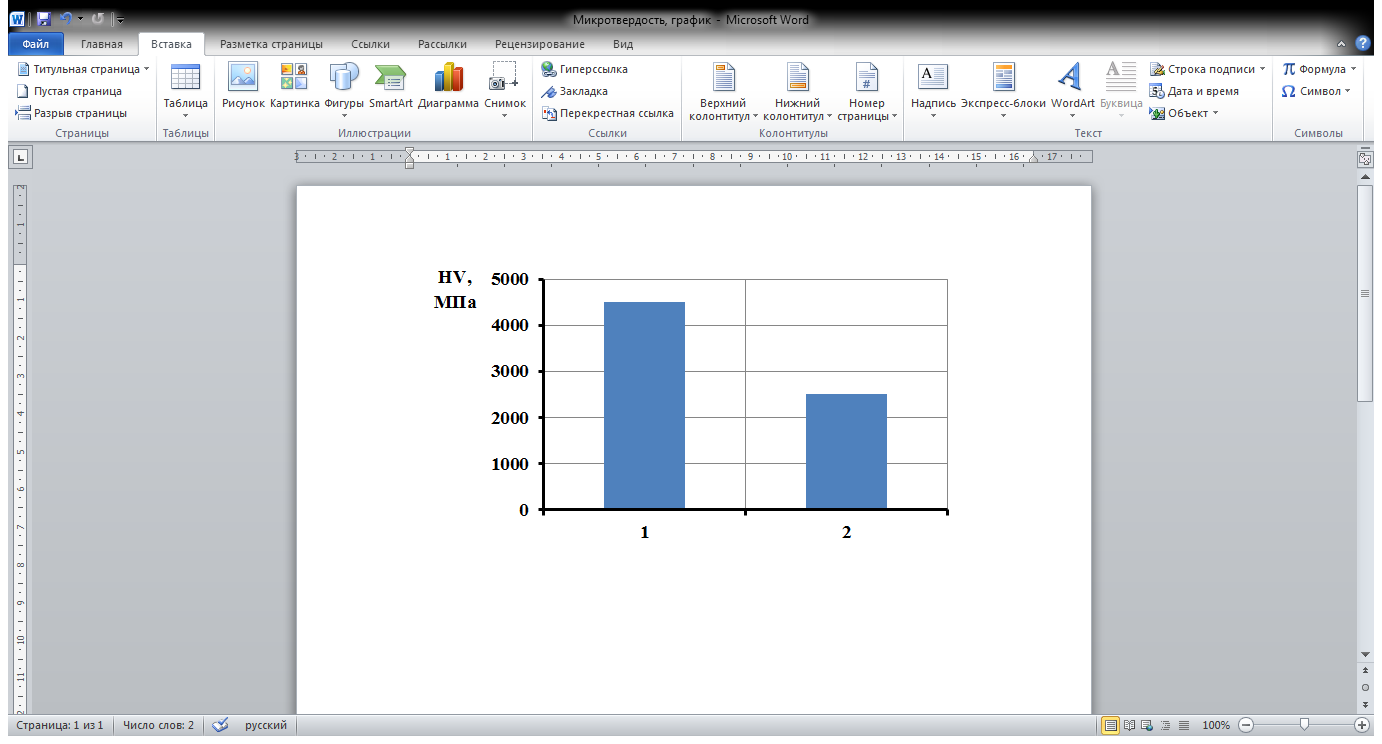
Рисунок 5. Микротвердость засаленного слоя (1) и стали 45 в исходном состоянии (2)
Выводы
При обработке заготовок из стали 45 в не закаленном состоянии структура засаленного слоя, образовавшегося на периферии шлифовального круга, представляет собой слоистое металлическое образование. Границы между этими слоями свидетельствуют о том, что засаленный слой образуется в результате последовательного заполнения впадины между абразивными зернами небольшими порциями. Эти элементы попадают в поры круга под значительным давлением, об этом можно судить, исходя из того, что они имеют вытянутую форму и повышенное значение микротвердости.
1. Yanyushkin A., Lobanov D., Arkhipov P., Ivancivsky V. Contact processes in grinding. Applied Mechanics and Materials. 2015. Т. 788. С. 17-21.
2. Аналитическое исследование локальных температур при шлифовании// Известия высших учебных заведений. Машиностроение. 2006. № 6. С. 41-49.
3. Минимизация засаливания шлифовальных кругов/, ; под ред. . - Ульяновск: УлГТУ, 2007. -298 с.
4. Исследование причин снижения работоспособности абразивного инструмента при шлифовании незакаленных сталей / , , // Механики XXI веку. 2011. № 10. С. 86-88.
5. Абразивня и алмазная обработка металлов / Справочник под общей ред. . – М.: Машиностроение, 1977. – 391 с.
