

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Министерство образования и науки РФ
Федеральное Государственное Бюджетное Образовательное Учреждение высшего Образования
«МОСКОВСКИЙ ПОЛИТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ»
Факультет «МАШИНОСТРОЕНИЕ»
Кафедра «Оборудование и технологии сварочного производства»
КУРСОВАЯ РАБОТА
по дисциплине: «Свариваемость металлов»
на тему: «Расчет свариваемости стали»
Группа 142232
Студент
Руководитель работы,
доцент, к. т.н.
ДОПУСКАЕТСЯ К ЗАЩИТЕ
Руководитель работы,
доцент, к. т.н.
оценка работы
дата
МОСКВА 2017
Содержание.
Свариваемость стали 40Г…………………………………………………...3 Способы расчета свариваемости…………………………………………...4 Косвенный метод расчета свариваемости…………………………………7 Расчет свариваемости стали 40Г для РДС………………………….....7 Расчет свариваемости стали 40Г для сварки под флюсом…………..14 Расчет свариваемости стали 40Г для сварки в среде защитных газов (Свариваемость стали 40Г
Сталь конструкционная легированная (марганцовистая). Легированные конструкционные стали изготавливают по ГОСТ 2590-88 и маркируют по ГОСТ 4543-71. Применяется для ответственных деталей, к которым предъявляются требования высокой прочности. Из этой стали производят – оси, коленчатые валы, шестерни, штоки, бандажи, шатуны. Сталь ограниченно свариваемая. Способы сварки: РДС, АДС под флюсом, сварка в среде защитных газов (![]()
![]() ). Для получения качественных сварных соединений требуются дополнительные операции: подогрев и термообработка после сварки - отжиг.
). Для получения качественных сварных соединений требуются дополнительные операции: подогрев и термообработка после сварки - отжиг.
В расчете способом РДС применяется электрод УОНИ 13/85. Электрод с основным покрытием. Покрытия основного типа состоят преимущественно из карбонатов магния и кальция (доломит, мрамор, магнезит). К ним добавляют в качестве разбавителя шлака плавиковый шпат (CaF2). Последний ухудшает работу при переменном токе, поэтому электроды с чисто основным покрытием предназначены для работы только на постоянном токе. В отличие от прочих покрытий, образующаяся газозащитная среда минерального происхождения, состоящая в основном из СО и СО2, лишена водорода, приводящего к образованию холодных трещин в наплавленном металле. Из-за низкого содержания водорода, на базе основного покрытия изготавливают так называемые низководородные покрытия электродов. Металл шва, сваренного электродами с основным покрытием, обладает повышенной пластичностью.
В расчете способом дуговой сварки в среде защитных газов применяется углекислый газ (![]()
![]() ). Углекислый газ поставляется по ГОСТ 8050-85 (в редакции 1996 г.). Для сварки используют сварочную углекислоту высшего и первого сортов, которые отличаются лишь содержанием паров воды. При применении углекислого газа вследствие большого количества свободного кислорода в газовой фазе сварочная проволока должна содержать дополнительное количество легирующих элементом с большим сродством к кислороду, чаще всего Si и Mn (сверх того количества, которое требуется для легирования металла шва).
). Углекислый газ поставляется по ГОСТ 8050-85 (в редакции 1996 г.). Для сварки используют сварочную углекислоту высшего и первого сортов, которые отличаются лишь содержанием паров воды. При применении углекислого газа вследствие большого количества свободного кислорода в газовой фазе сварочная проволока должна содержать дополнительное количество легирующих элементом с большим сродством к кислороду, чаще всего Si и Mn (сверх того количества, которое требуется для легирования металла шва).
Легированная сварочная проволока Св-08ГС применена для сварки в среде защитных газов. Данная проволока была выбрана потому что она наиболее близкая по химическому составу к основному металлу. В составе данной проволоки присутствуют легирующие элементы кремний (С) и марганец (Mn).
При автоматической дуговой сварке под флюсом была взята сварочная проволока Св-10НМА, а также флюс АН-15М. Данная проволока изготовлена из легированной стали и была выбрана по близкому сходству по химическому составу к основному металлу. Флюс плавильный выбран по справочным данным. При использовании флюса АН-15М содержание углерода, кремния и марганца в наплавленном металле практически остается неизменным. Одновременно примерно на 44 % снижается содержание серы.
2. Способы расчета свариваемости
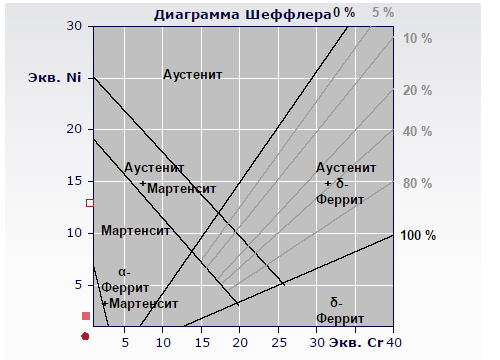
Согласно расчету, сталь относится к мартенситному классу.
[Cr]экв=0.15Cr+0.27Si+0.01Al
[Ni]экв=0.15Ni+0.85Mn+0.41C+0.008N
В России наиболее распространенным и приемлемым для сталей, является следующее:
Сэ = С + Mn/6 + Cr/5 + V/5 + Mo/4 + Ni/15 + Са/15 + Cu/13 + P/2
В табл. 1 приведена классификация сталей по свариваемости в соответствии с величиной Сэ и меры по предотвращению или уменьшению вероятности появления трещин.
Таблица 1. Классификация сталей по свариваемости
Группа сталей | Свариваемость | Эквивалент Сэ, % | Технологические меры | |||
подогрев | термообработка | |||||
перед сваркой | во время сварки | перед сваркой | после сварки | |||
1 | Хорошая | <0,2 | - | - | - | Желательна |
2 | Удовлетворит. | 0,2 - 0,35 | Необходим | - | Желательна | Необходима |
3 | Ограниченная | 0,35 - 0,45 | Необходим | Желателен | Необходима | Необходима |
4 | Плохая | > 0,45 | Необходим | Необходим | Необходима | Необходима |
Если оценка свариваемости по показателю Сэ указывает на склонность стали к появлению холодных трещин, то необходимо предусмотреть предварительный подогрев детали. Температуру подогрева (Т, °С) можно определить по формуле:
Т = 350• (Соб - 0,25)0,5
где Соб - общий углеродный эквивалент, %.
Соб = Сэ• (1 + 0,005•?)
где ? - толщина металла свариваемой детали, мм.
Температура сопутствующего сварке или наплавке подогрева зависит от материала изделия и колеблется в среднем от 250 до 400° С.
Другим критерием, указывающим на возможное охрупчивание стали вследствие структурных превращений, является твердость зоны термического влияния. Зона термического влияния (ЗТВ) - участок основного металла, примыкающий к сварному шву, в пределах которого металл под действием источника нагрева претерпевает фазовые и структурные превращения. Поэтому ЗТВ имеет отличные от основного металла величину зерна и микроструктуру.
Если твердость выше HV 350...400, то в структуре ЗТВ уже присутствует смесь твердых продуктов распада аустенита, которые склонны к образованию холодных трещин.
Для обычных углеродистых и низколегированных сталей возможную максимальную величину твердости в ЗТВ можно вычислить на основе химического состава стали:
HVmax = 90 + 1050•С + 47•Si + 75•Mn + 30•Ni + 31•Cr,
где С, Si, Mn, Ni, Cr - массовые доли химических элементов, %.
На образование холодных трещин решающее влияние оказывает воздействие растягивающих остаточных напряжений после окончания сварки. Эти напряжения зависят от толщины сварного соединения, типа сварного узла и особенно от жесткости свариваемой части конструкции. Значение этих напряжений может быть выражено с помощью коэффициента интенсивности жесткости К, который представляет собой силу, вызывающую раскрытие на 1 мм зазора в сварном соединении длиной 1 мм [Н/(мм•мм)]. Коэффициент интенсивности жесткости равен
К = Kq•S,
где Kq = 69 - постоянная; s - толщина листа, мм.
Данное значение постоянной можно использовать для приближенных вычислений К стыковых соединений при толщинах листа до 150 мм.
На основании изучения действия всех трех основных факторов (состав, газонасыщенность, особенности конструкции), способствующих образованию холодных трещин, был выявлен критерий для оценки чувствительности сталей к образованию подобных трещин - кpитеpий тpещинообpазования (Pс):
Pс = Pcm + Н/60 + 0,25•К/105,
где H - количество диффузионного водорода в металле сварного шва; К - коэффициент интенсивности жесткости; Рсм - коэффициент, характеризующий охрупчивание вследствие структурного превращения и вычисляемый по уравнению Ито - Бессио, %:
Pcm = С + Si/30 + (Mn + Cu + Cr)/20 + Ni/60 + (Mo + V)/15 + 5•В;
Многочисленные исследования показали, что сталь чувствительна к образованию холодных трещин, если Pс> 0,286.
3. Косвенный метод расчета свариваемости
3.1. Расчет свариваемости стали 40Г для РДС
Параметры режима сварки, используемые для расчёта:
Проход | Сварочный ток, А | Напряжение на дуге, В | Скорость сварки, м/ч |
6 | 210 | 25 | 6,5 |
Предварительный подогрев металла на 120![]()
![]()
Послесварочный нагрев на 600![]()
![]() , продолжительность 2 ч.
, продолжительность 2 ч.
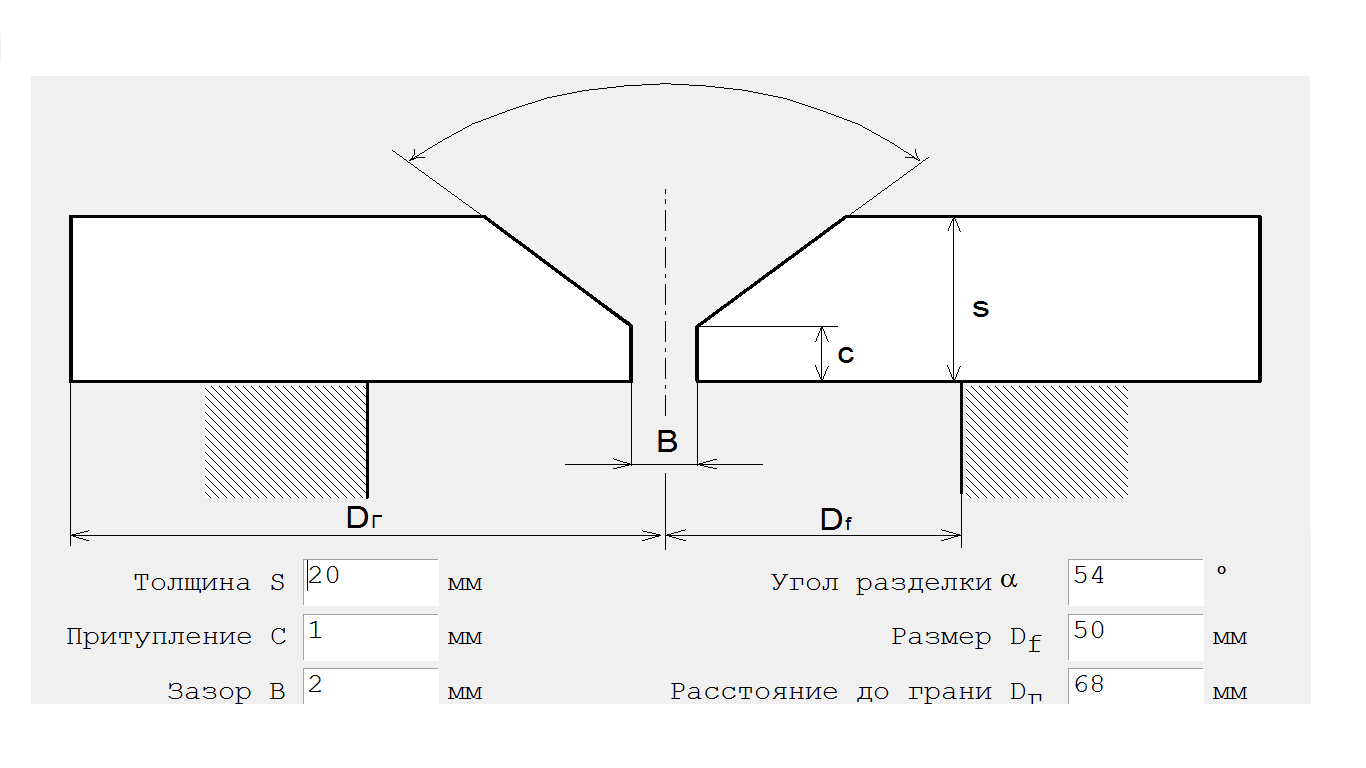
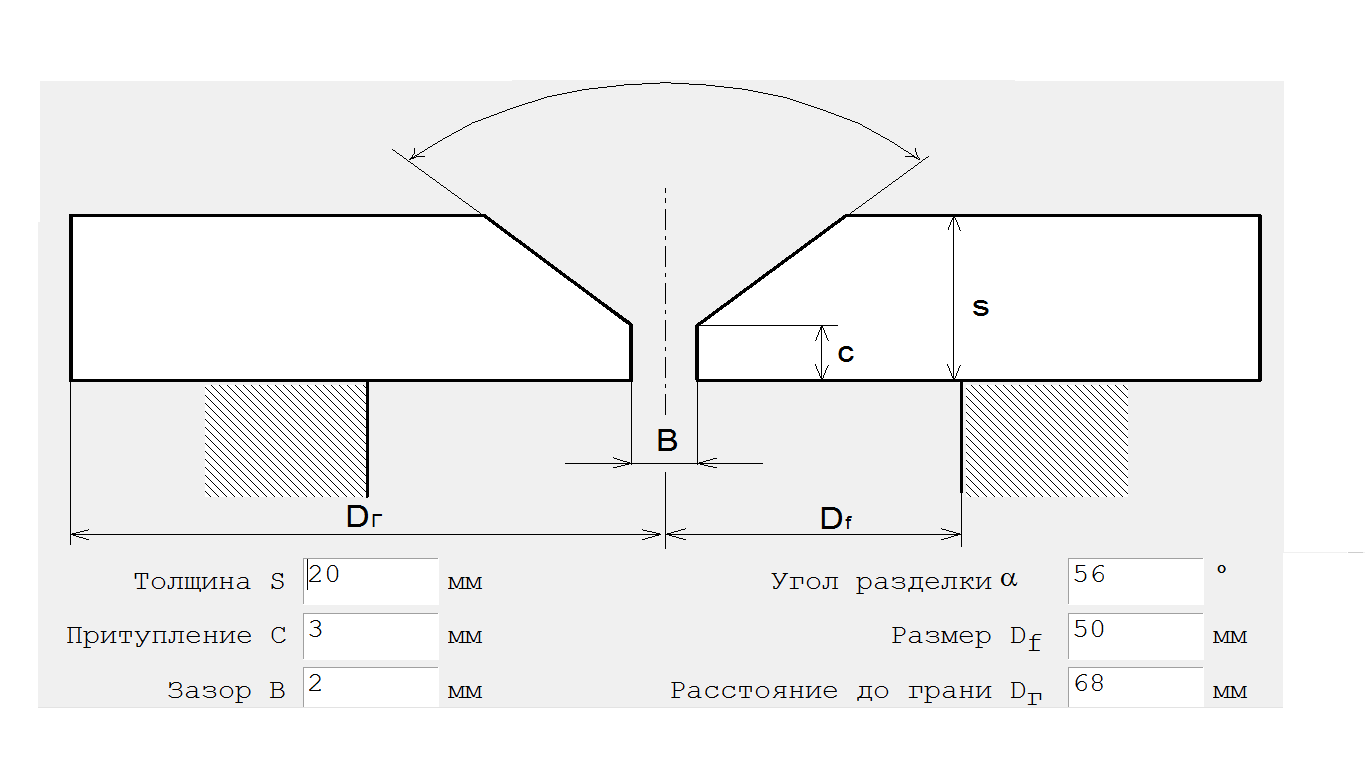
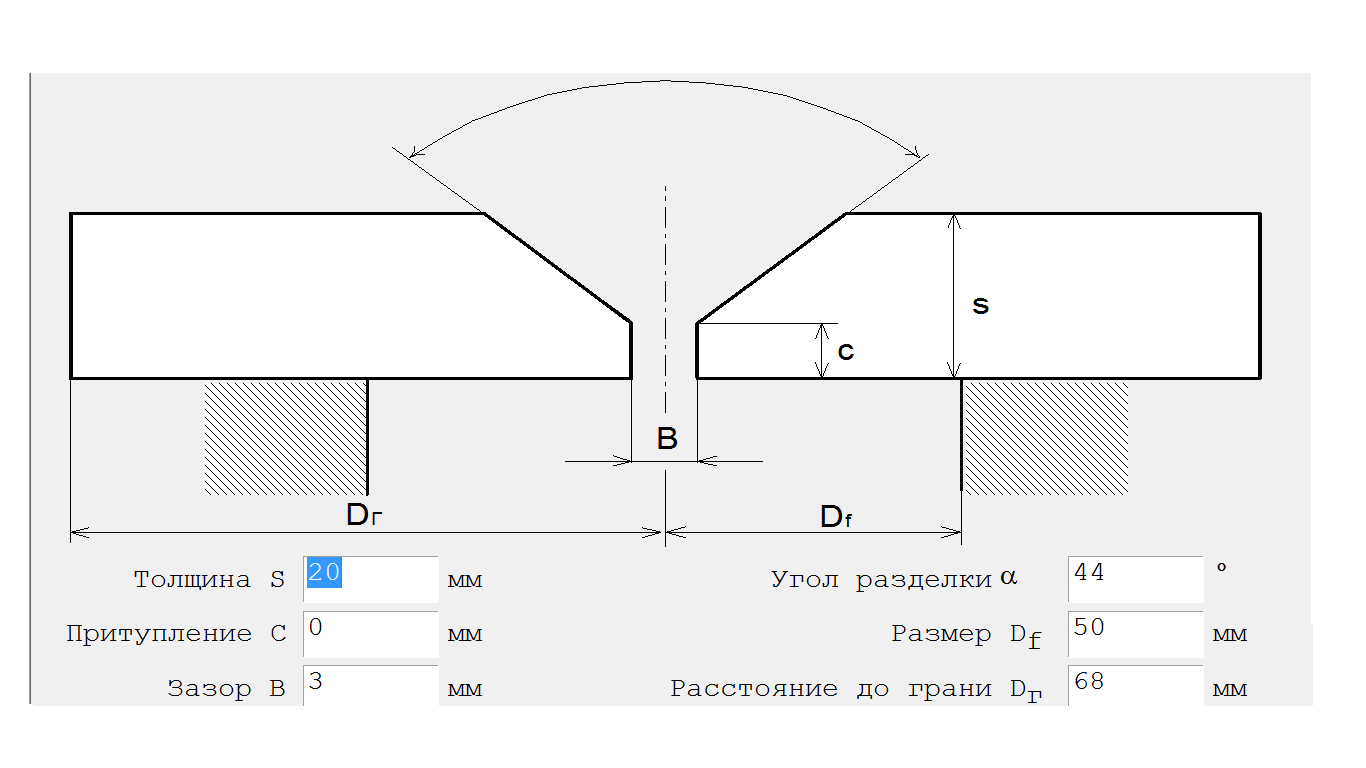
Геометрия:
Сварочные материалы:
Электрод: УОНИ-13/85 предназначены для сварки особо ответственных конструкций из легированных сталей повышенной и высокой прочности с временным сопротивлением разрыву до 830 МПа. Сварка во всех пространственных положениях, кроме вертикального «сверху вниз», постоянным током обратной полярности. Обеспечивают получение металла шва с высокой стойкостью к образованию кристаллизационных трещин и низким содержанием водорода. Прокалка перед сваркой: 350±25°С, 1 час. Покрытие электрода основное.
![]()
![]() =5мм;
=5мм;
Результаты расчетов на свариваемость стали 40Г приведены в рисунках 1-11.
Рассмотрим влияние подогрева на свариваемость стали 40Г по результатам расчета.
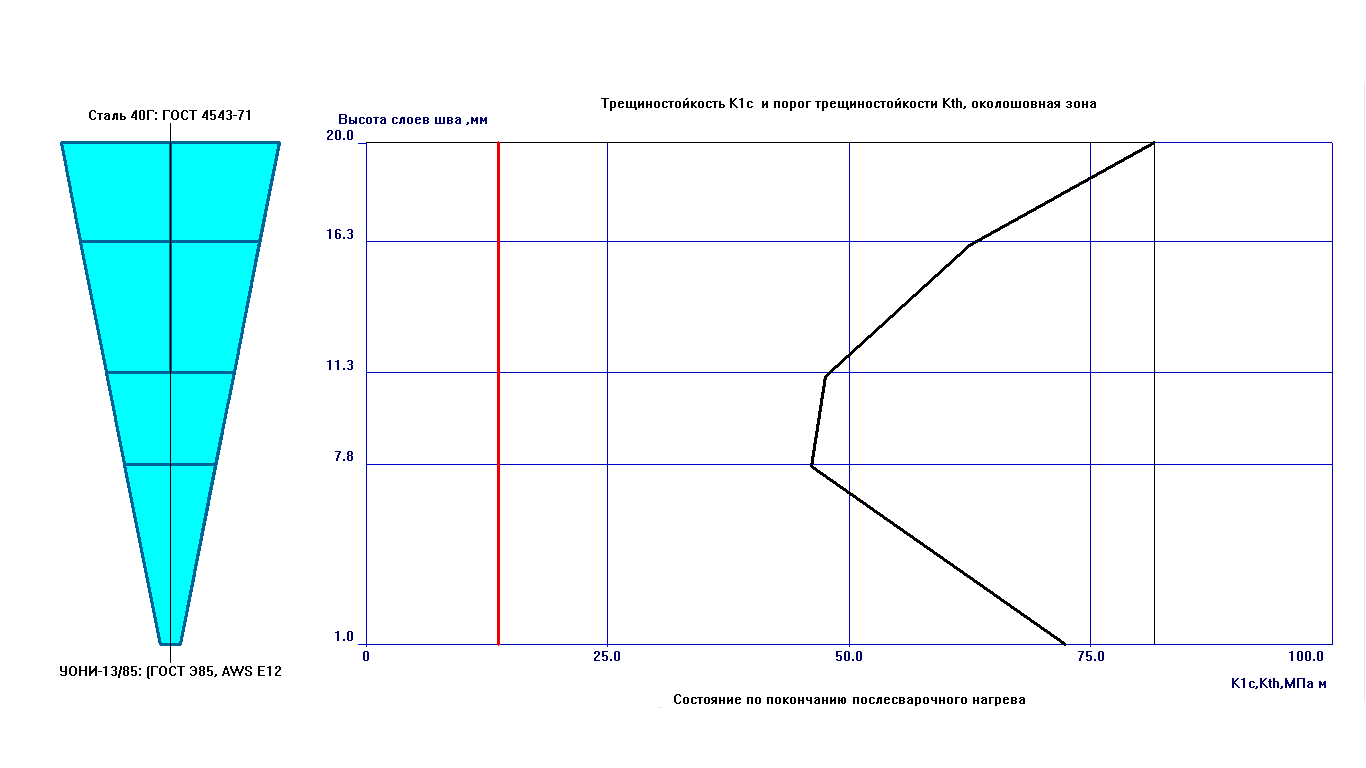
Рис. 1. Трещиностойкость, при подогреве.
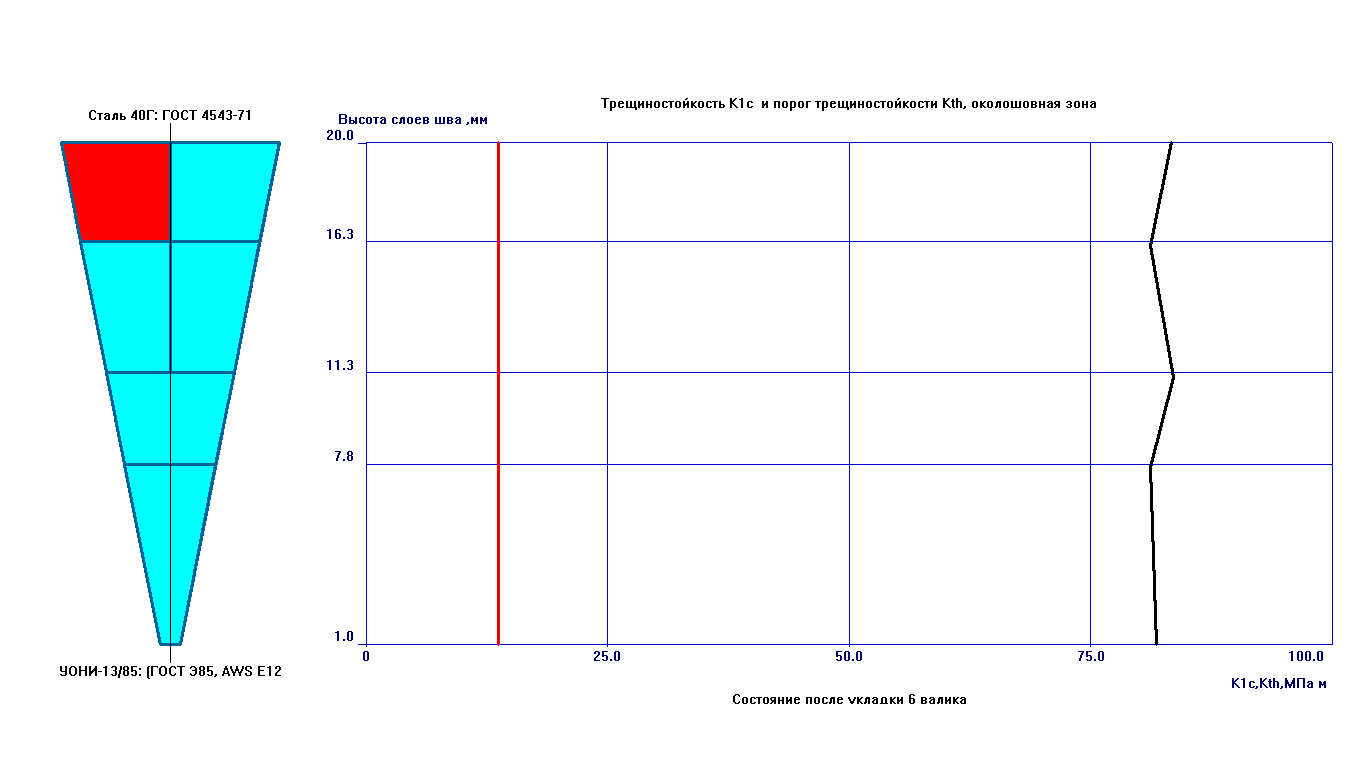
Рис. 2. Трещиностойкость, без подогрева.
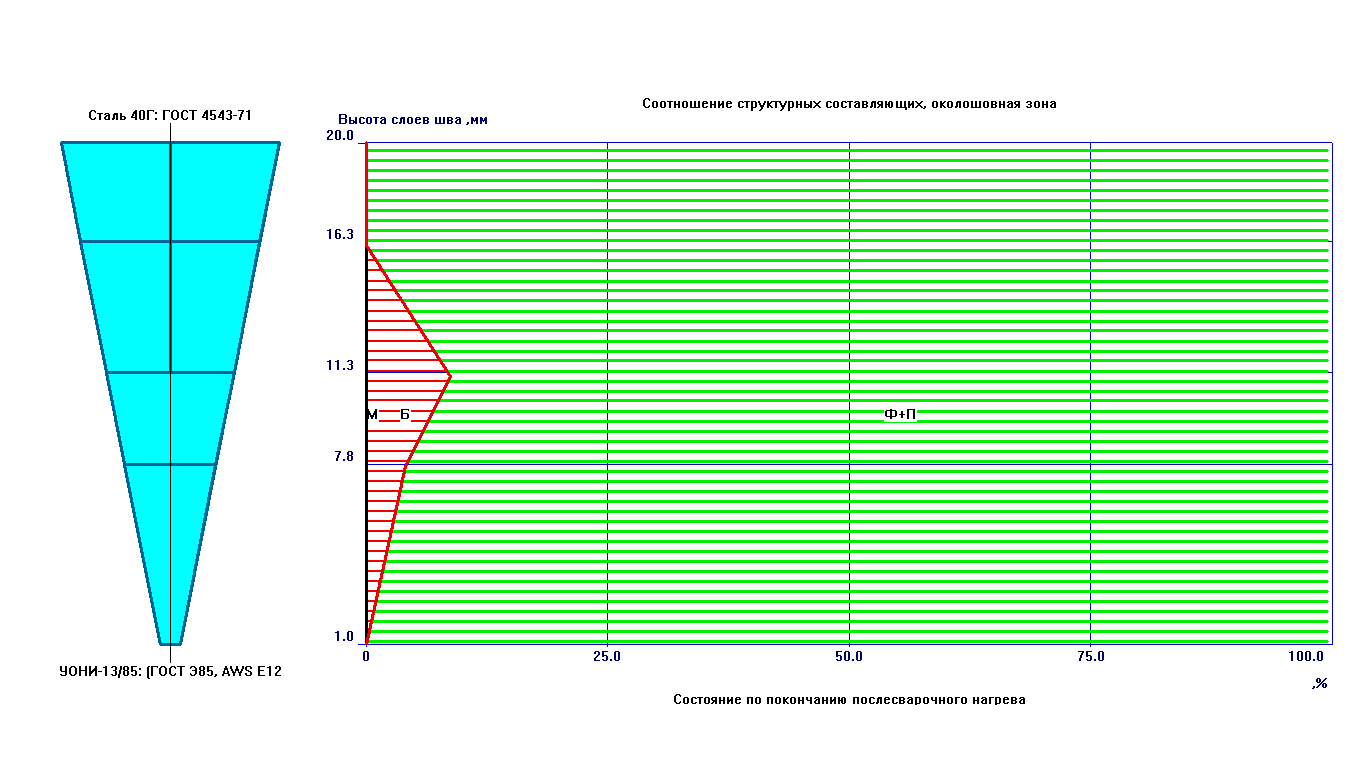
Рис. 3. Структурные составляющие, при подогреве.
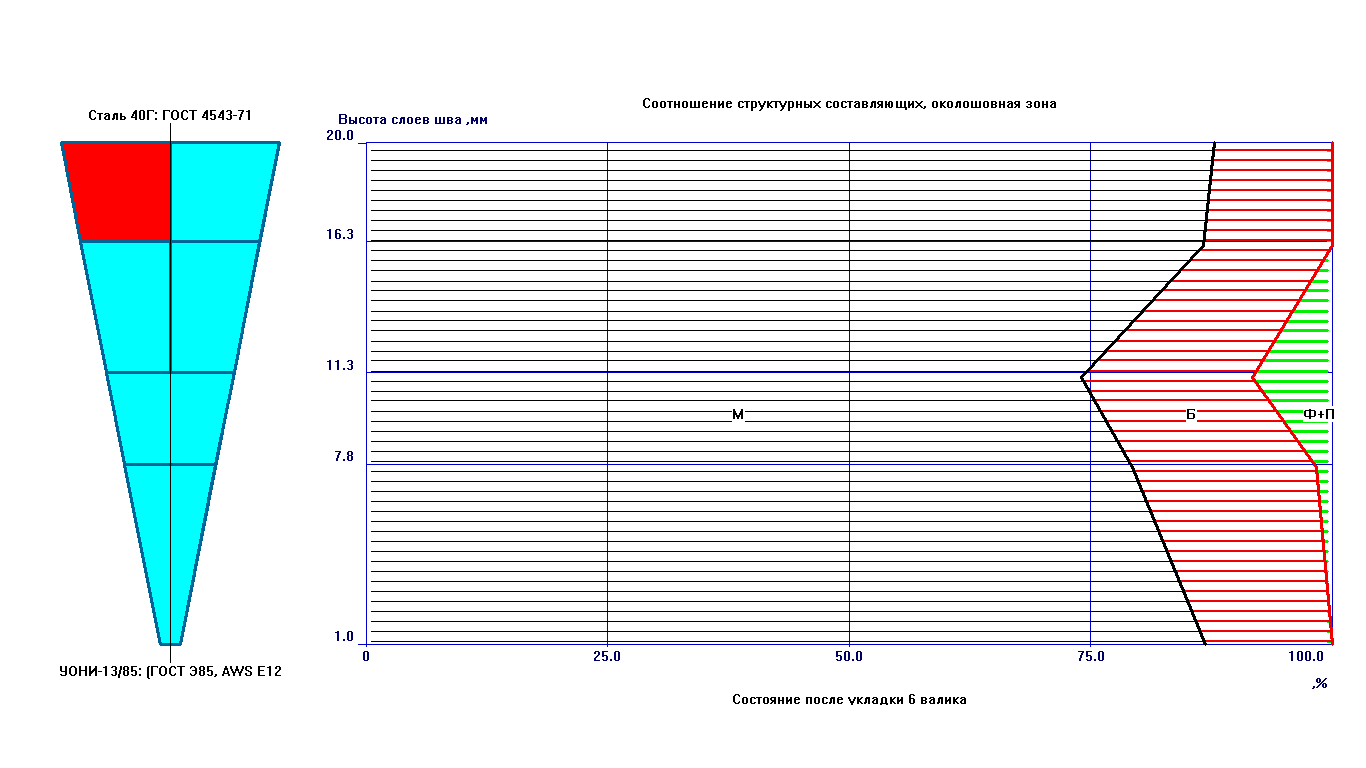
Рис. 4. Структурные составляющие, без подогрева.
Подогрев снижает фазу мартенсита и увеличивает фазу феррит+перлит, следовательно, снижается твердость.
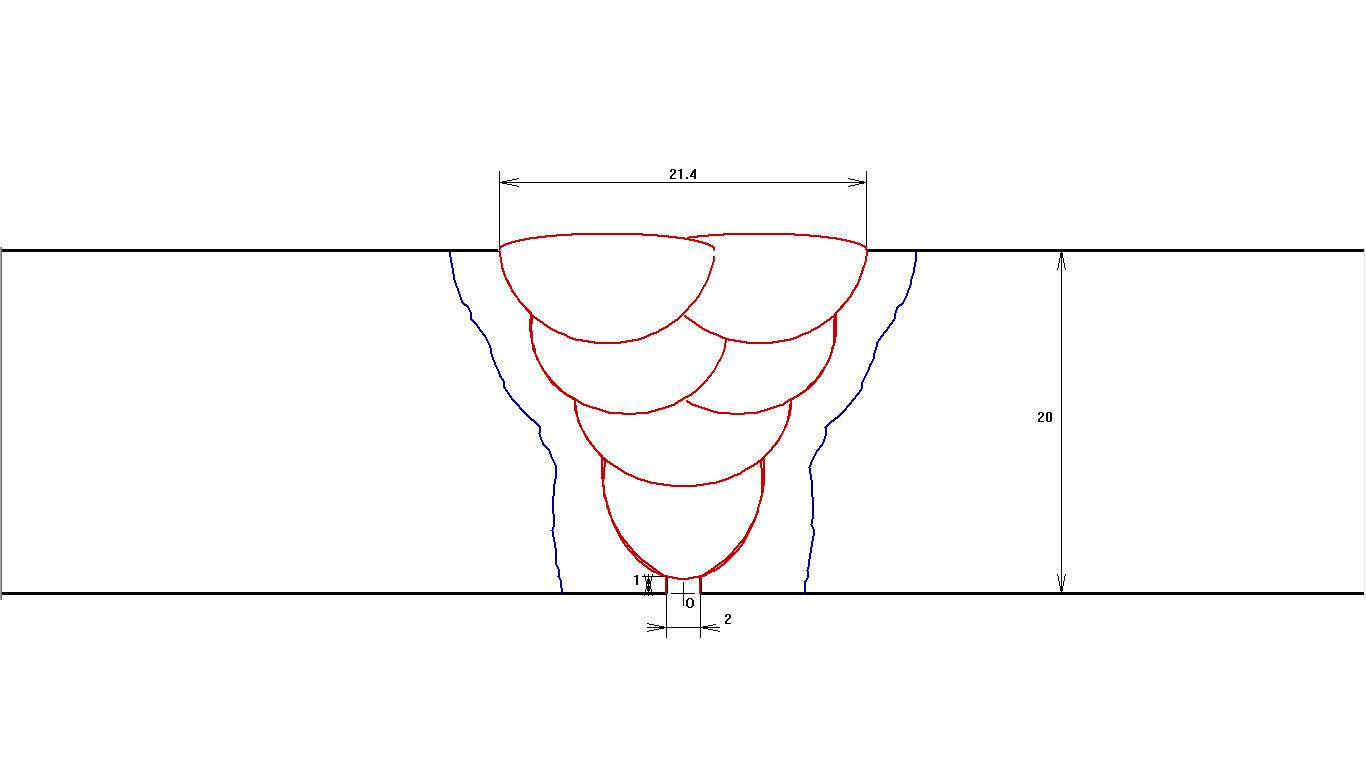
Рис. 5. Форма проплавления.
Подогрев не влияет на форму проплавления.

Рис. 6. Напряжения сварочное и критическое, при подогреве.
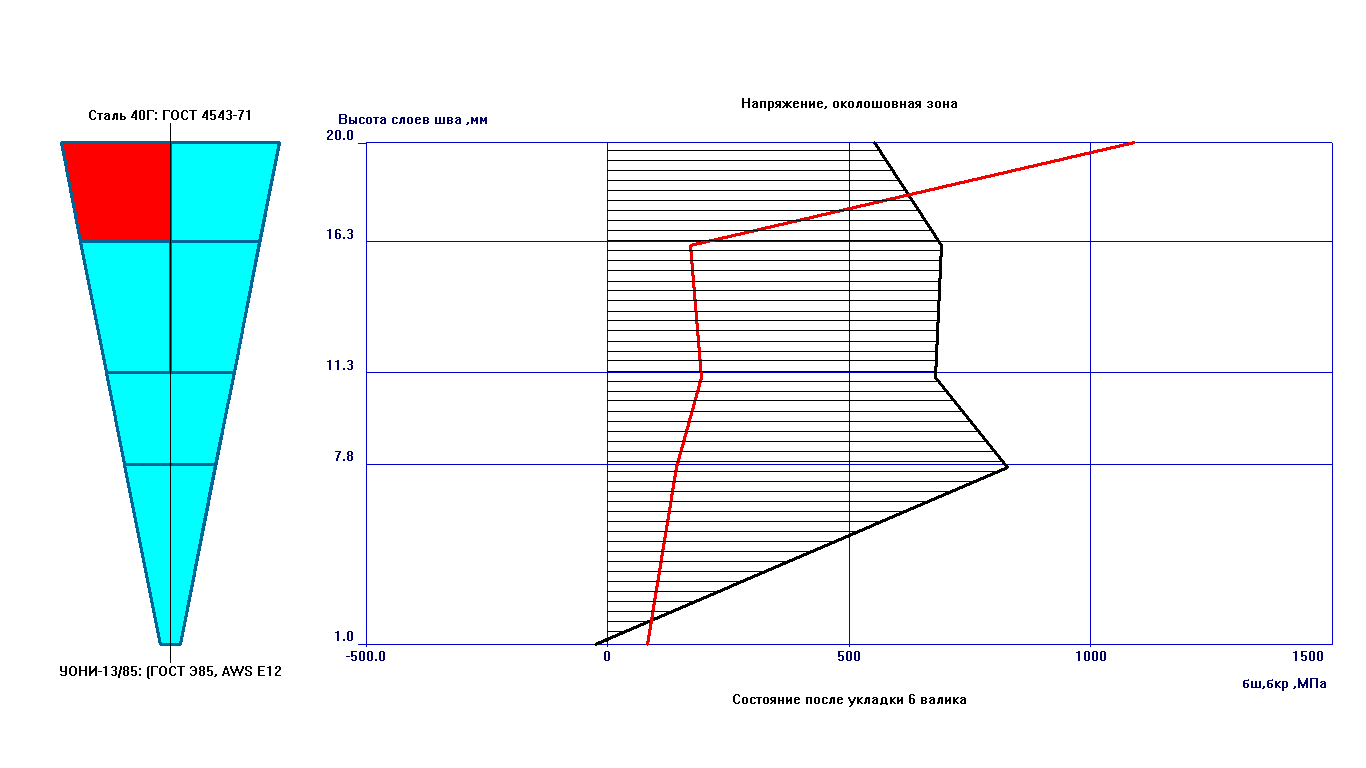
Рис. 7. Напряжения сварочное и критическое, без подогрева.
Подогрев не допускает достижения сварочным напряжением критического, а также позволяет снизить сварочное и критическое напряжения.
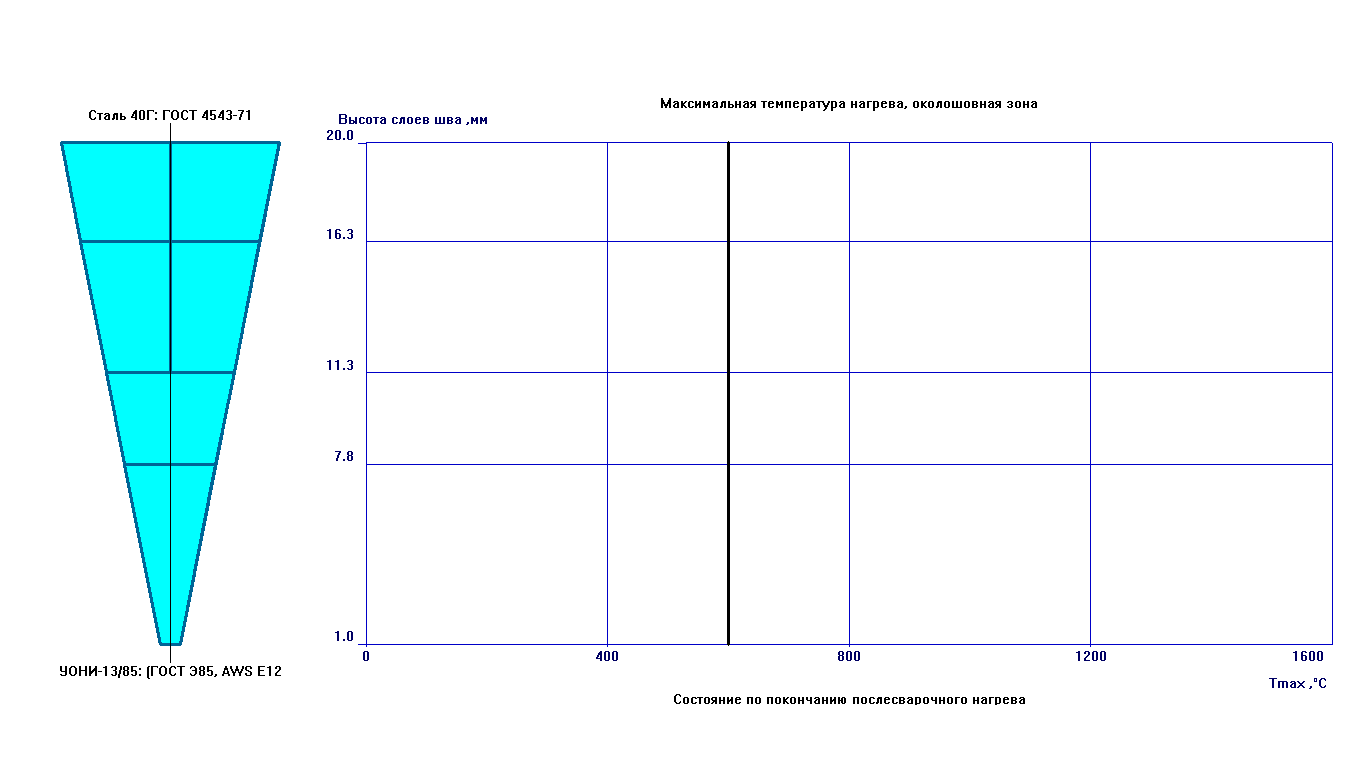
Рис. 8. Максимальная температура нагрева, при подогреве.
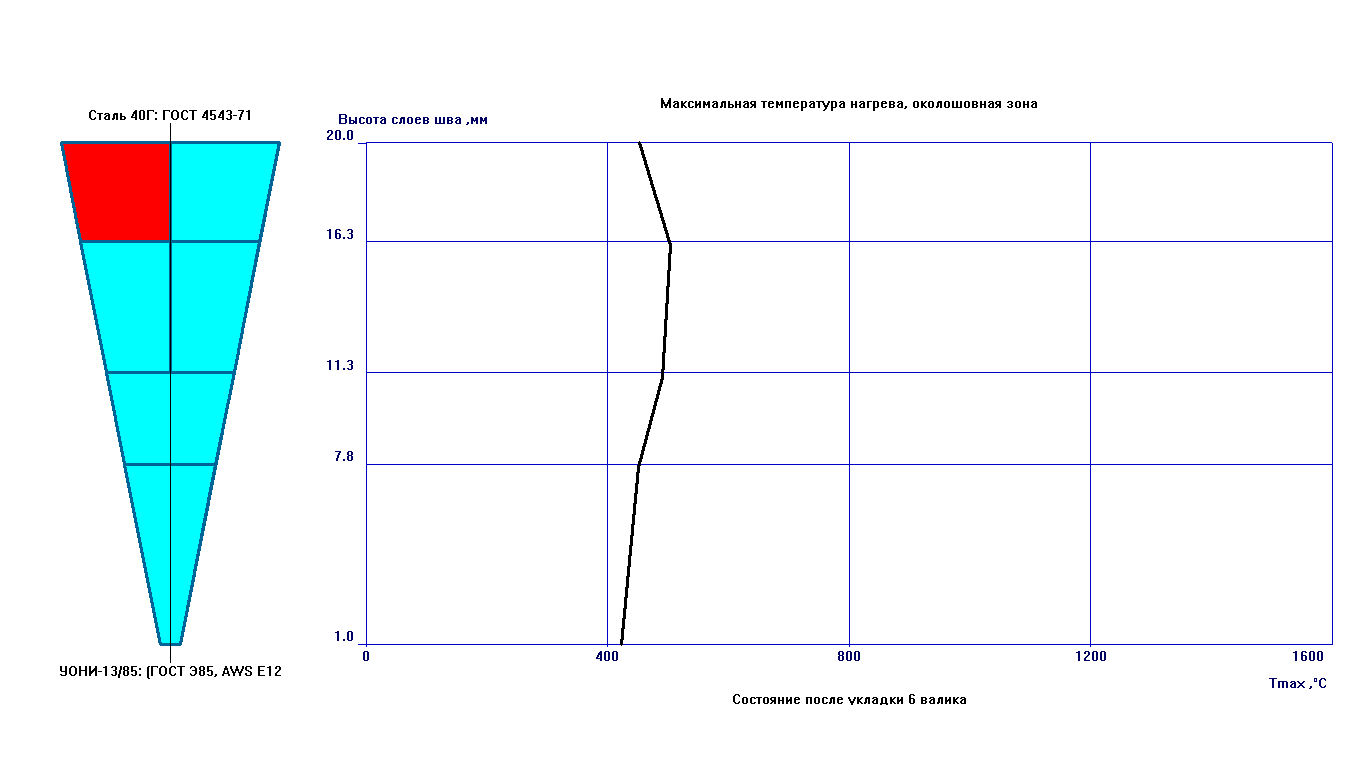
Рис. 9. Максимальная температура нагрева, без подогрева.
Подогрев повышает и выравнивает максимальную температуру нагрева.
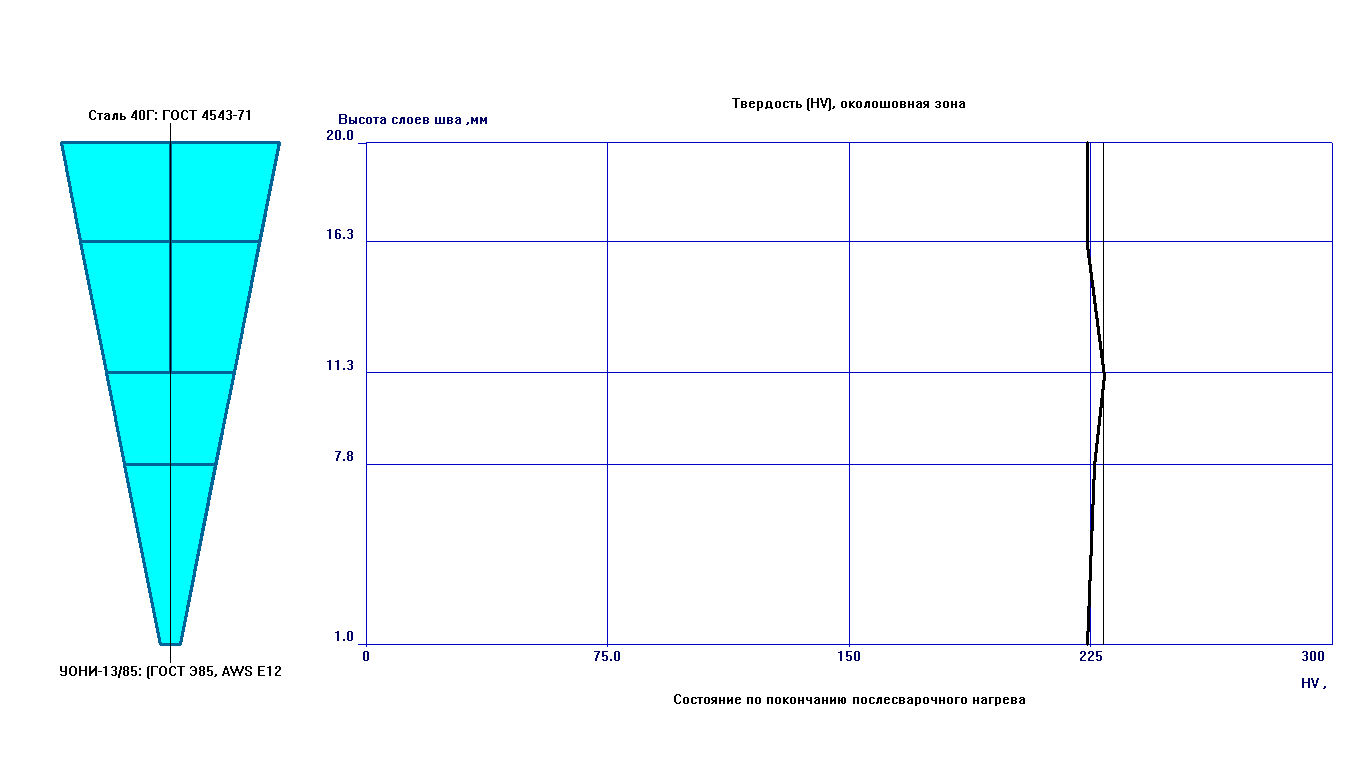
Рис. 10. Твердость (HV), околошовная зона, при подогреве.
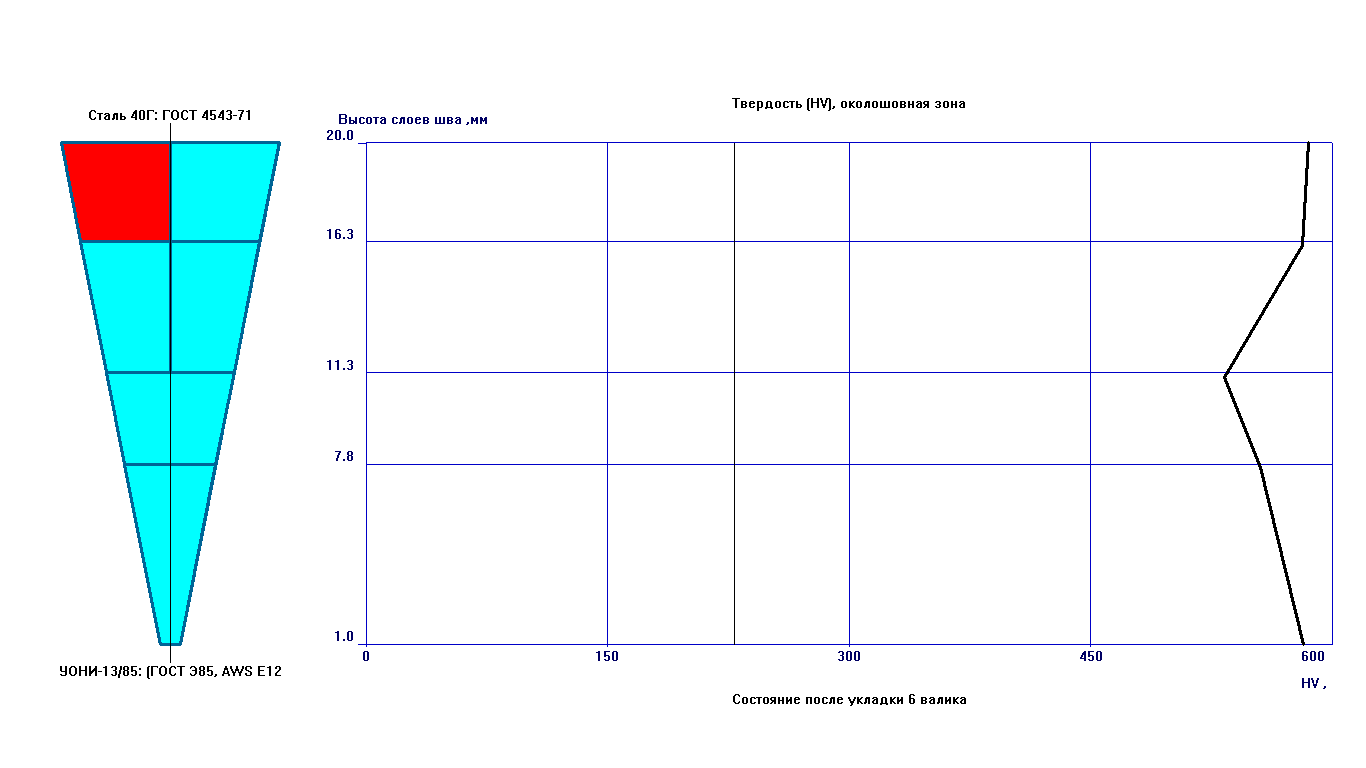
Рис. 11. Твердость (HV), околошовная зона, без подогрева.
Подогрев снижает твердость околошовной зоны, но также снижает до нуля вероятность образования трещин, а значит необходим.
3.2. Расчет свариваемости стали 40Г для сварки под флюсом
Параметр режимов сварки, используемые для расчета:
Проход | Сварочный ток, А | Напряжение на дуге, В | Скорость сварки, м/ч |
2 | 1100 | 45 | 20 |
Геометрия:
Сварочные материалы:
Сварочная проволока: Св-10НМА. Проволока с пониженным содержанием вредных примесей. Для автоматической сварки под флюсом легированных сталей повышенного уровня прочности и хладостойкости металлоконструкций ответственного назначения, работающих при высоких давлениях и температурах. Проволока с низким содержанием серы и фосфора обеспечивают стабильное горение с минимальным разбрызгиванием, хорошую растекаемость металла и высокое качество сварного шва. В соответствии с рекомендациями применима совместно с флюсом АН-47. Сварочная проволока выбрана из-за близкого сходства по химическому составу к основному металлу, а также с учетом предела прочности стали и проволоки Св-10НМА; ![]()
![]() =600 Мпа.
=600 Мпа. ![]()
![]() =4мм.
=4мм.
Флюс: АН-15М (ТУ 14-1-1438-75)
Результаты расчетов на свариваемость стали 40Г приведены в рисунках 12-17.
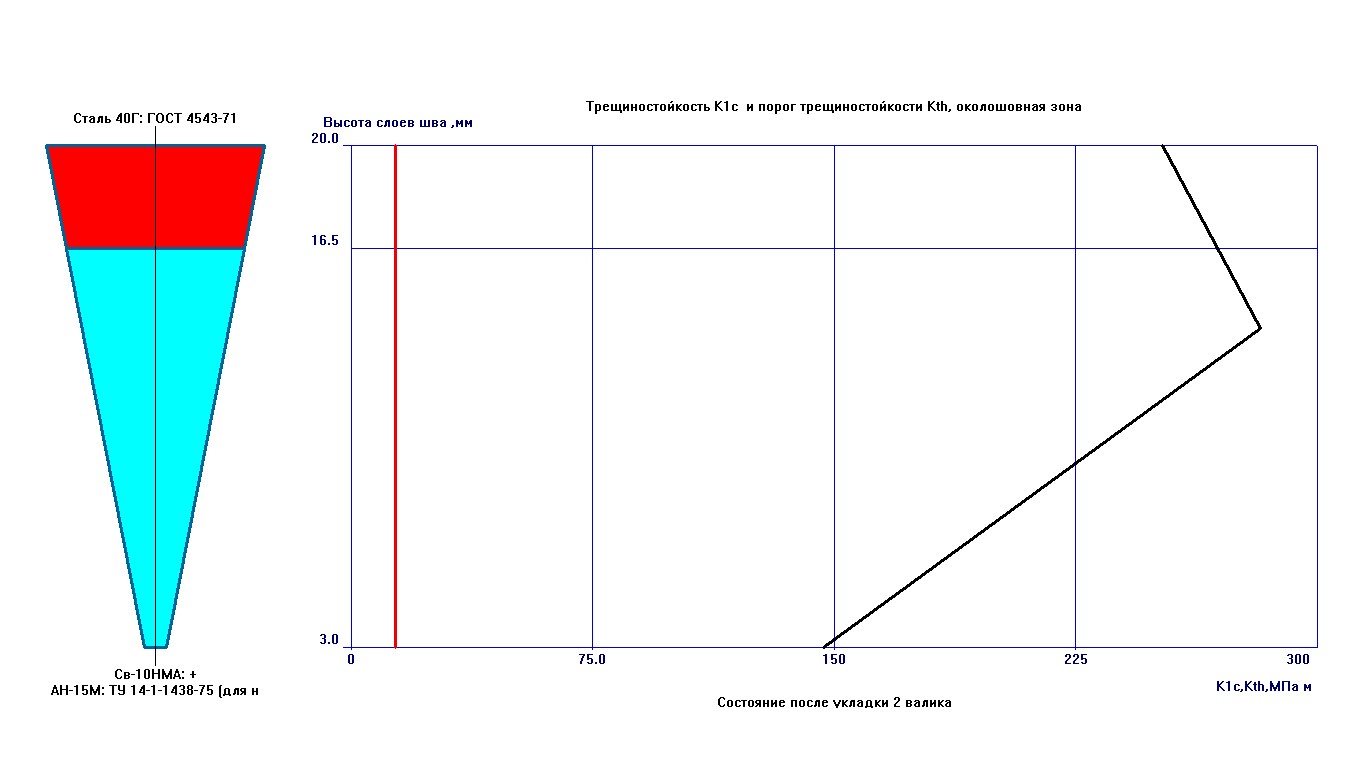
Рис. 12. Трещиностойкость.
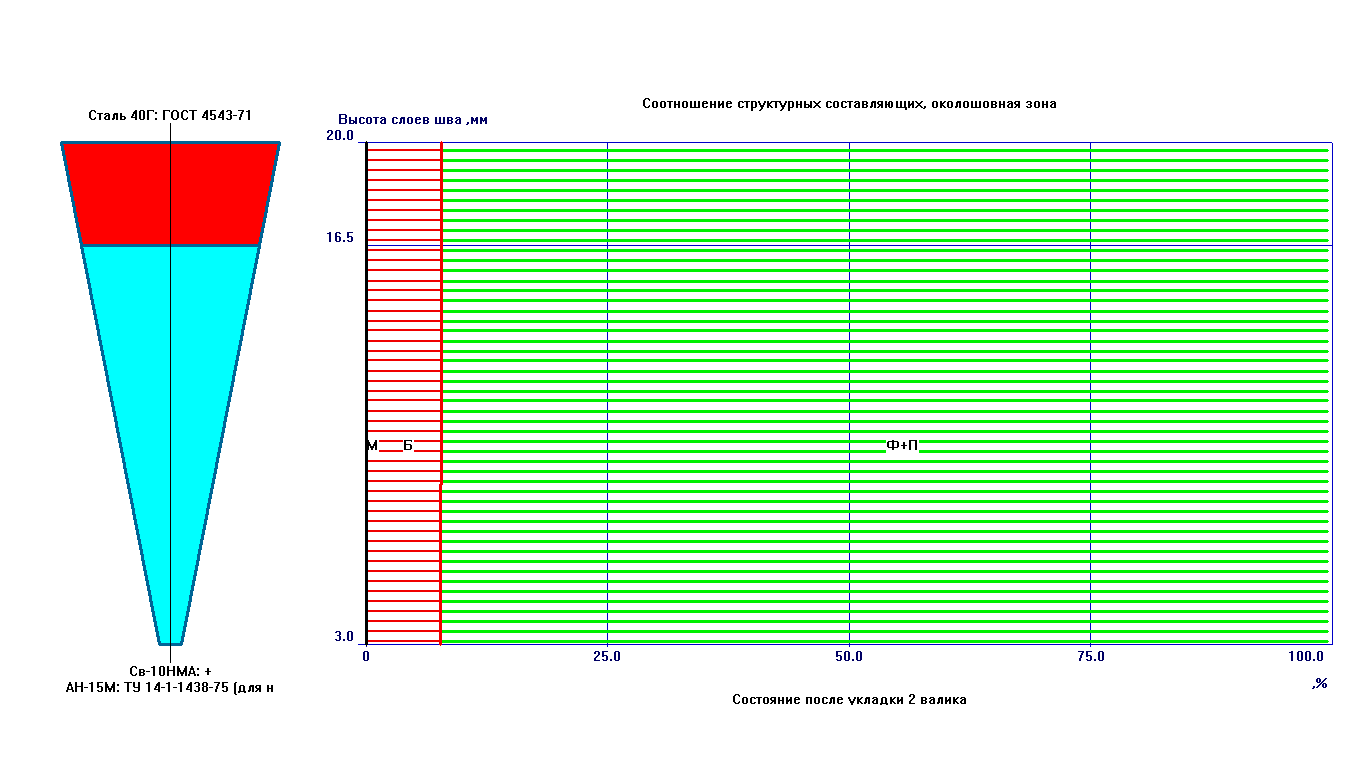
Рис. 13. Структурные составляющие.
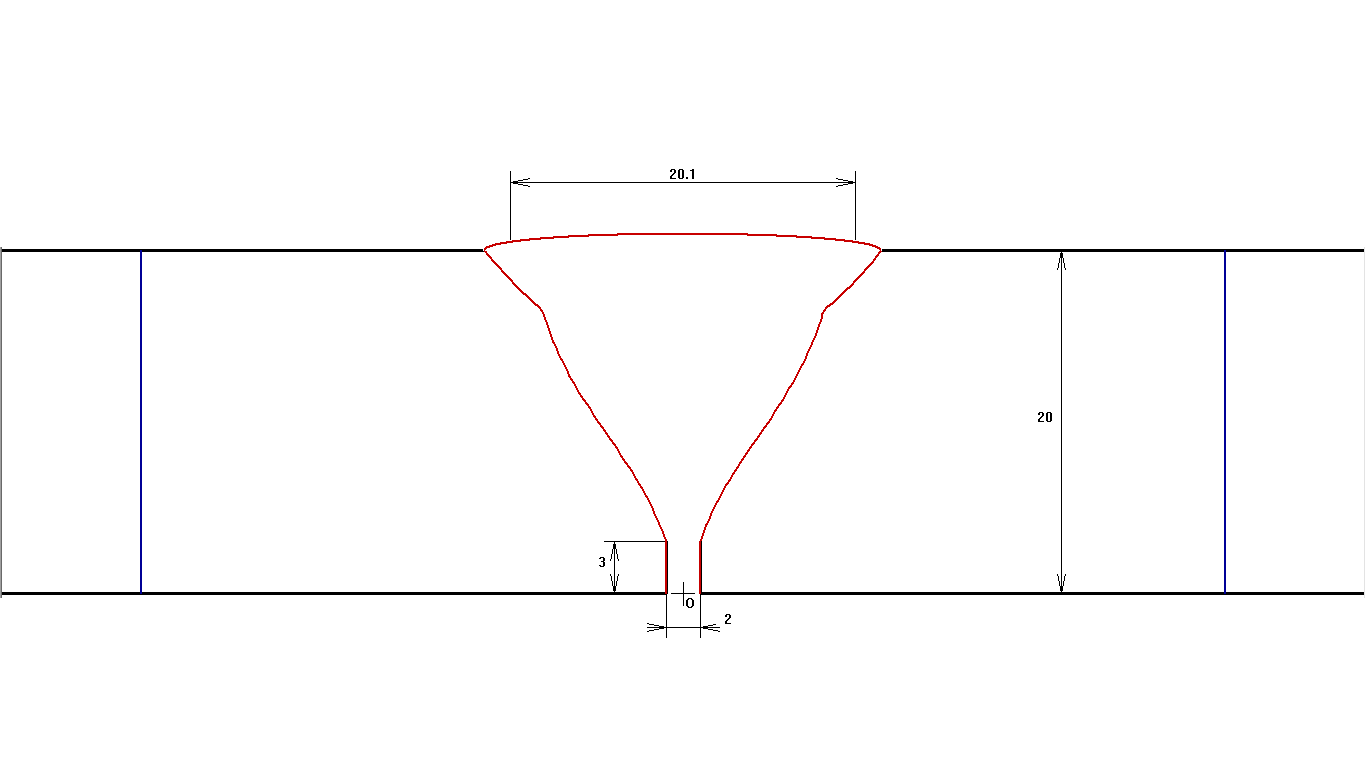
Рис. 14. Форма проплавления.
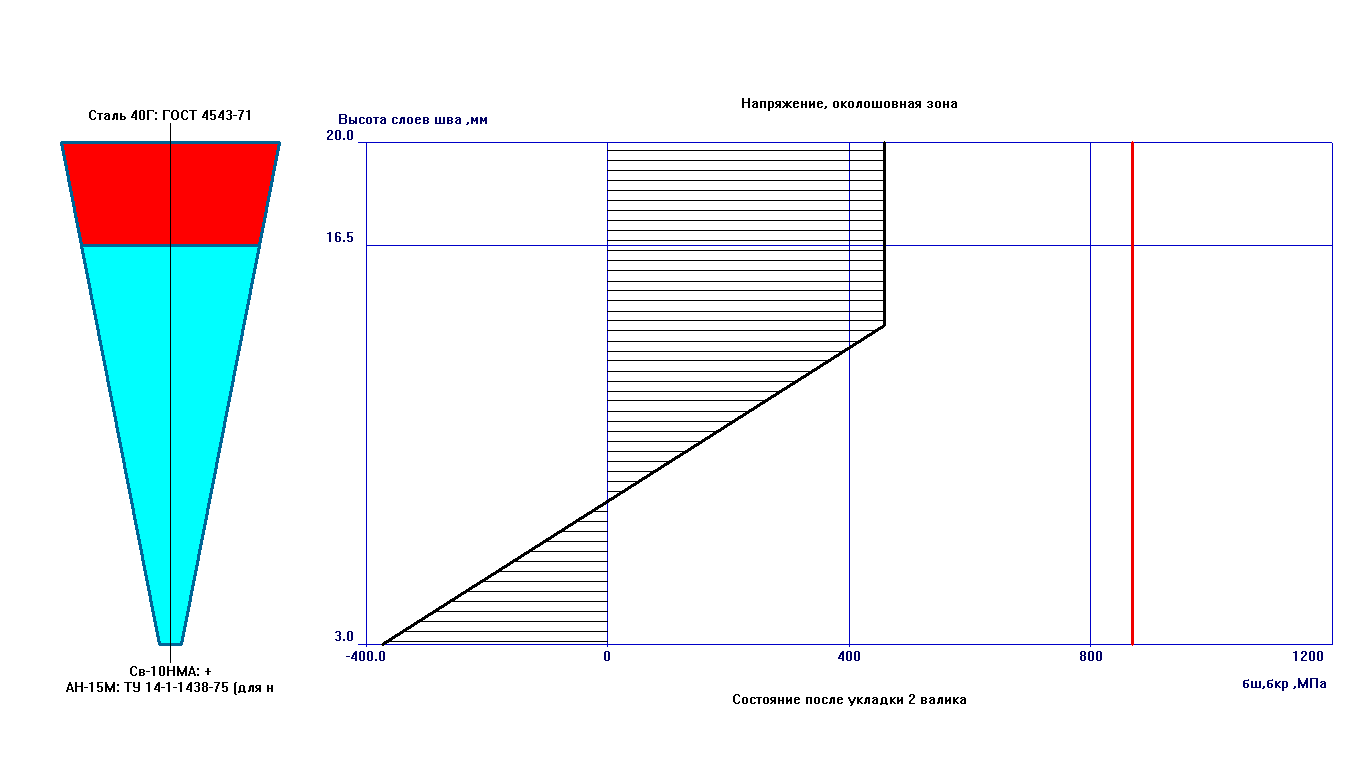
Рис. 15. Напряжения сварочное и критическое.
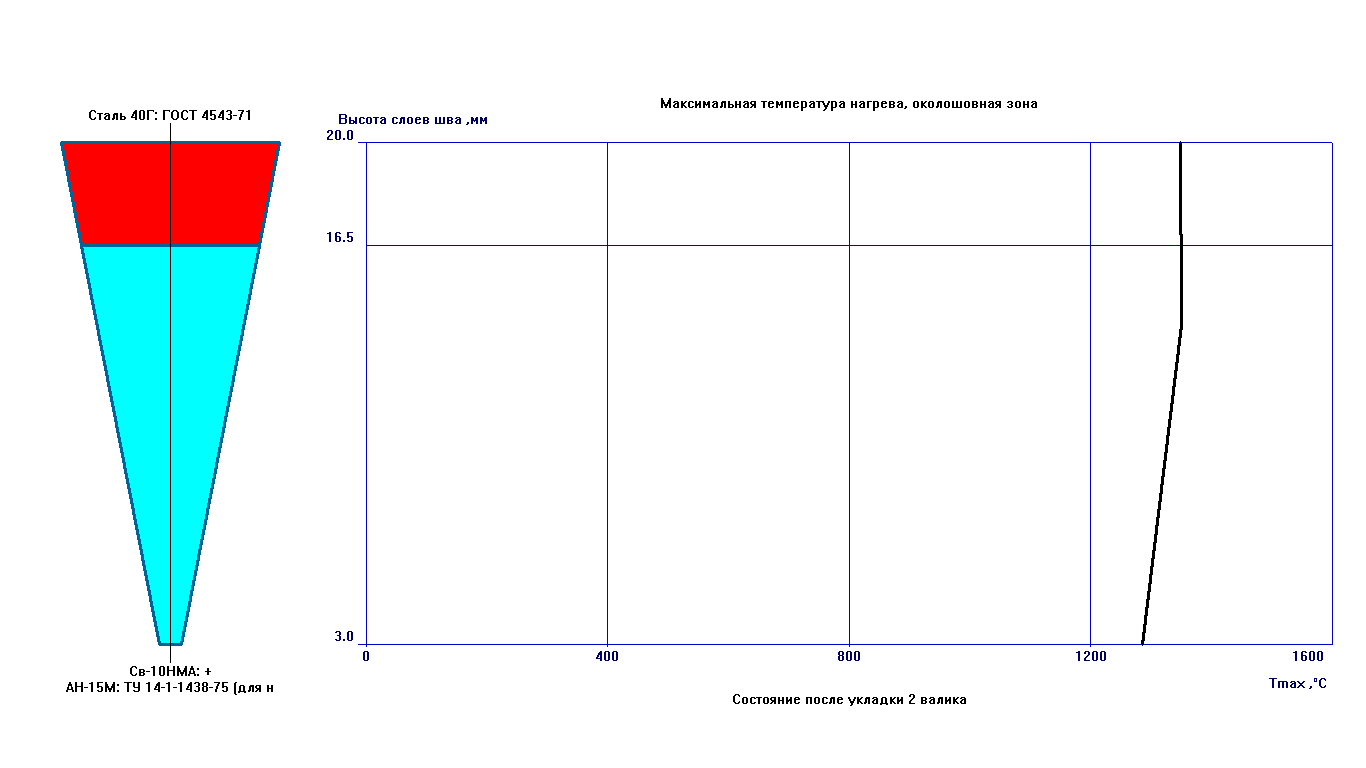
Рис. 16. Максимальная температура нагрева.
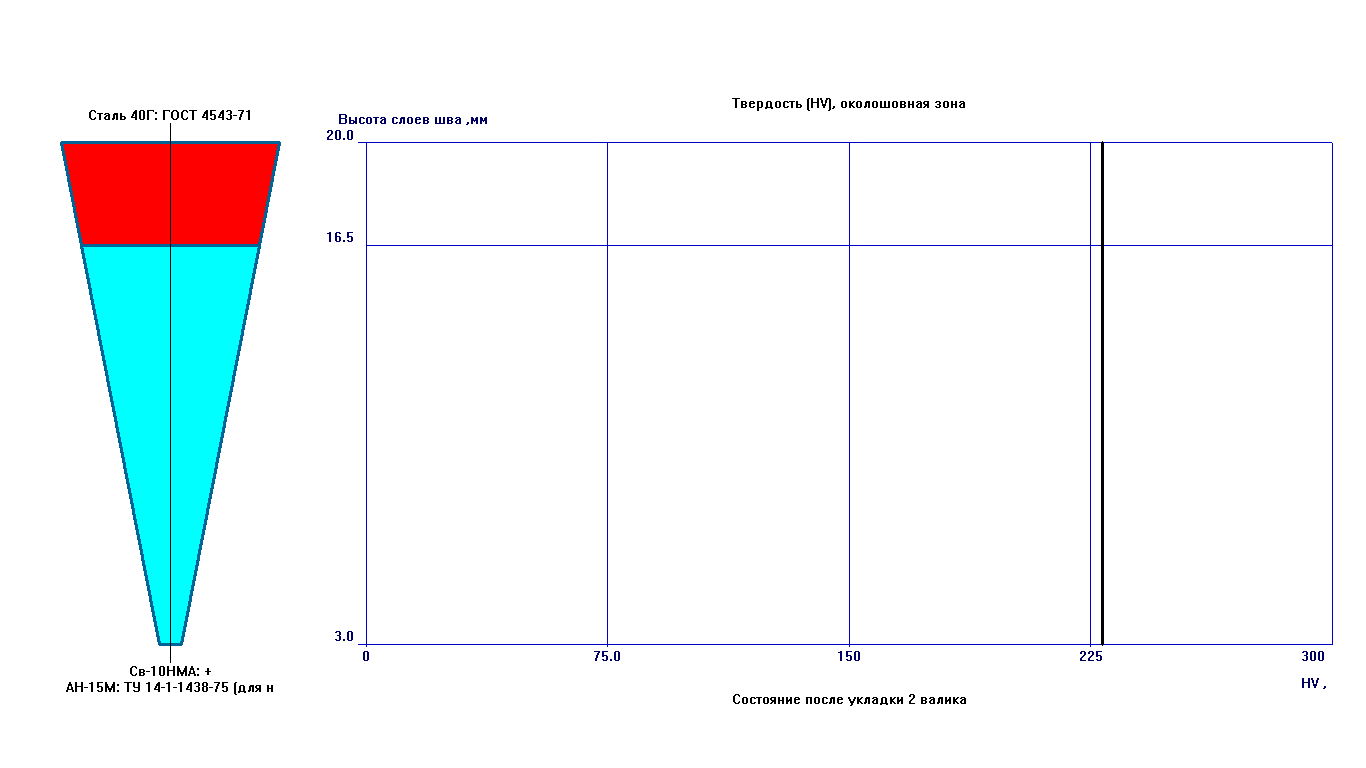
Рис. 17. Твердость (HV), околошовная зона.
3.3. Расчет свариваемости стали 40Г для сварки в среде защитных газов (![]()
![]() )
)
Параметры режимов сварки, используемые для расчета:
Проход | Сварочный ток, А | Напряжение на дуге, В | Скорость сварки, м/ч |
6 | 300 | 31 | 17 |
Предварительный подогрев металла на 100![]()
![]()
Послесварочный нагрев на 300![]()
![]() , родолжительностью 1,2 ч.
, родолжительностью 1,2 ч.
Геометрия:
Сварочные материалы:
Сварочная проволока: Св-08ГС. Проволока приминяется для механизированной дуговой сварки углеродистых и низколегированных сталей в среде защитных газов во всех пространственных положениях. В качестве защитных газов могут использоваться углекислый газ, аргон, или смесь этих газов.
Сварочная проволока выбрана по близкому сходству по химическому составу к основному металлу, а также учетом предела прочности стали и проволоки. Для стали ![]()
![]() =590 МПа, для проволоки
=590 МПа, для проволоки ![]()
![]() =1100МПа.
=1100МПа.
![]()
![]() =1,5 мм.
=1,5 мм.
Результаты расчета на свариваемость стали приведены на рисунках 18-28.
Рассмотрим влияние подогрева на свариваемость стали 40Г по результатам расчета.
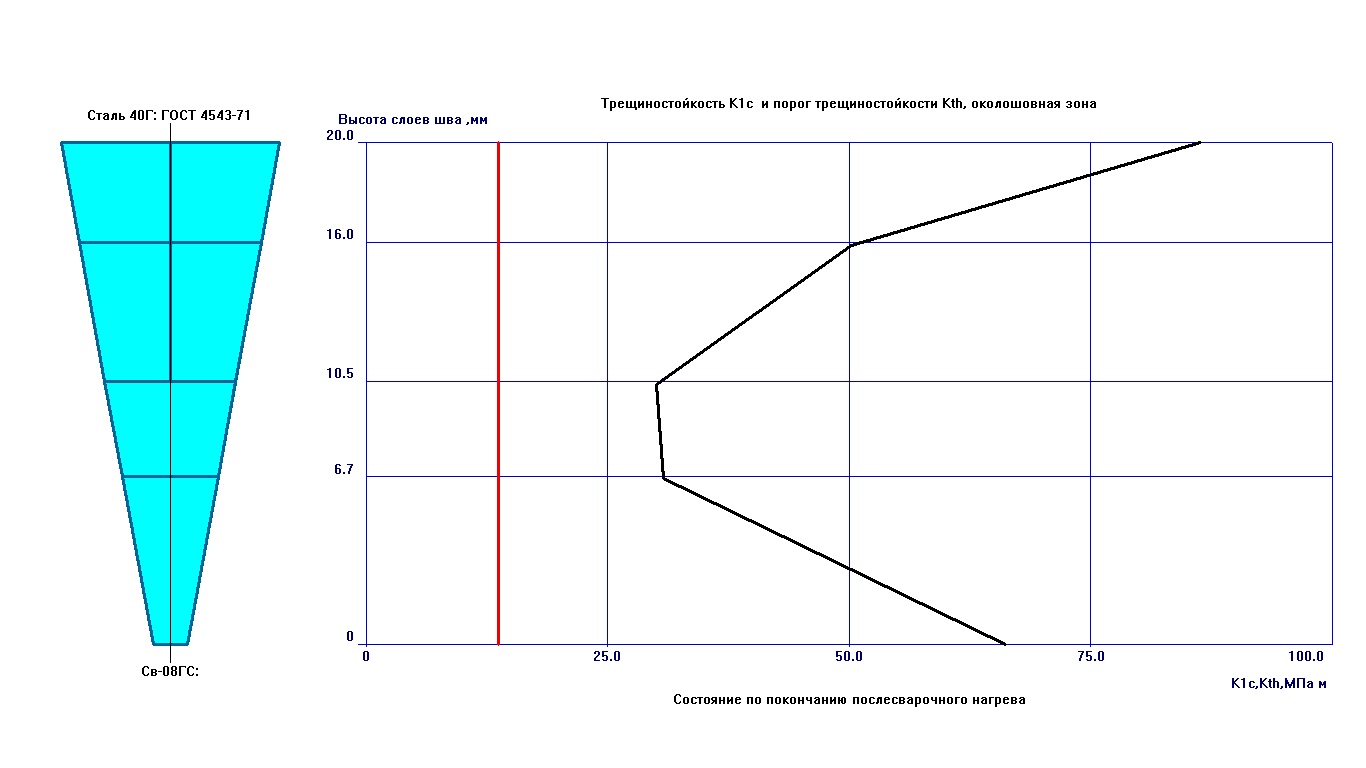
Рис. 18. Трещиностойкость, с подогревом.
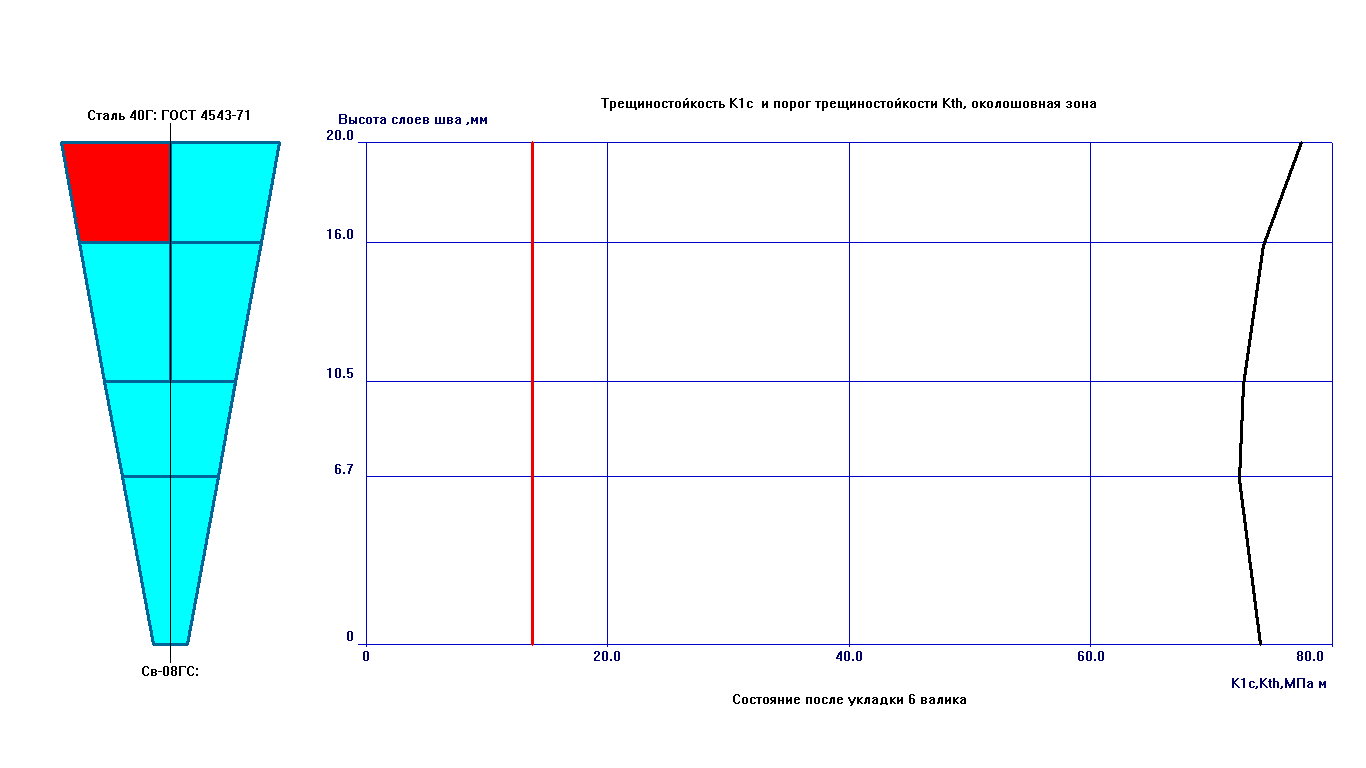
Рис.19. Трещиностойкость, без подогрева.
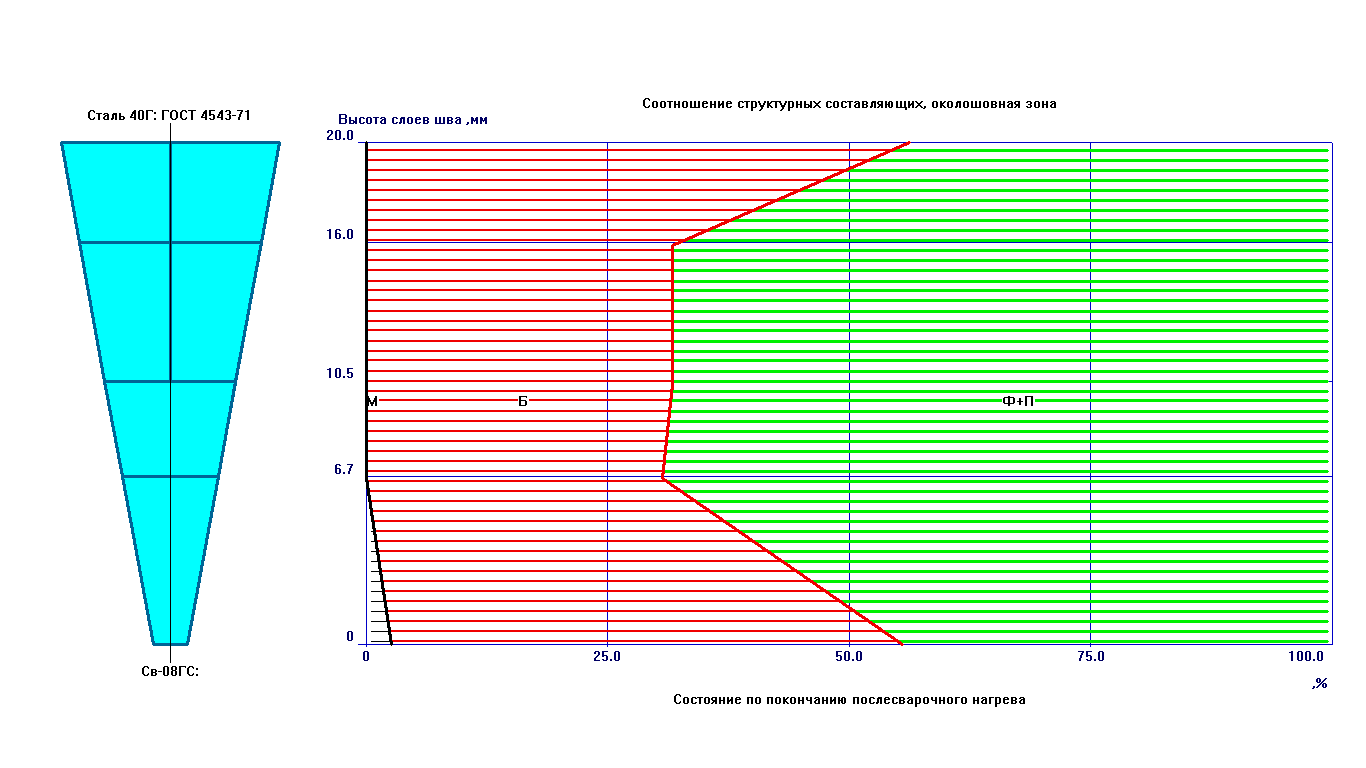
Рис.20. Структурные составляющие, при подогреве.
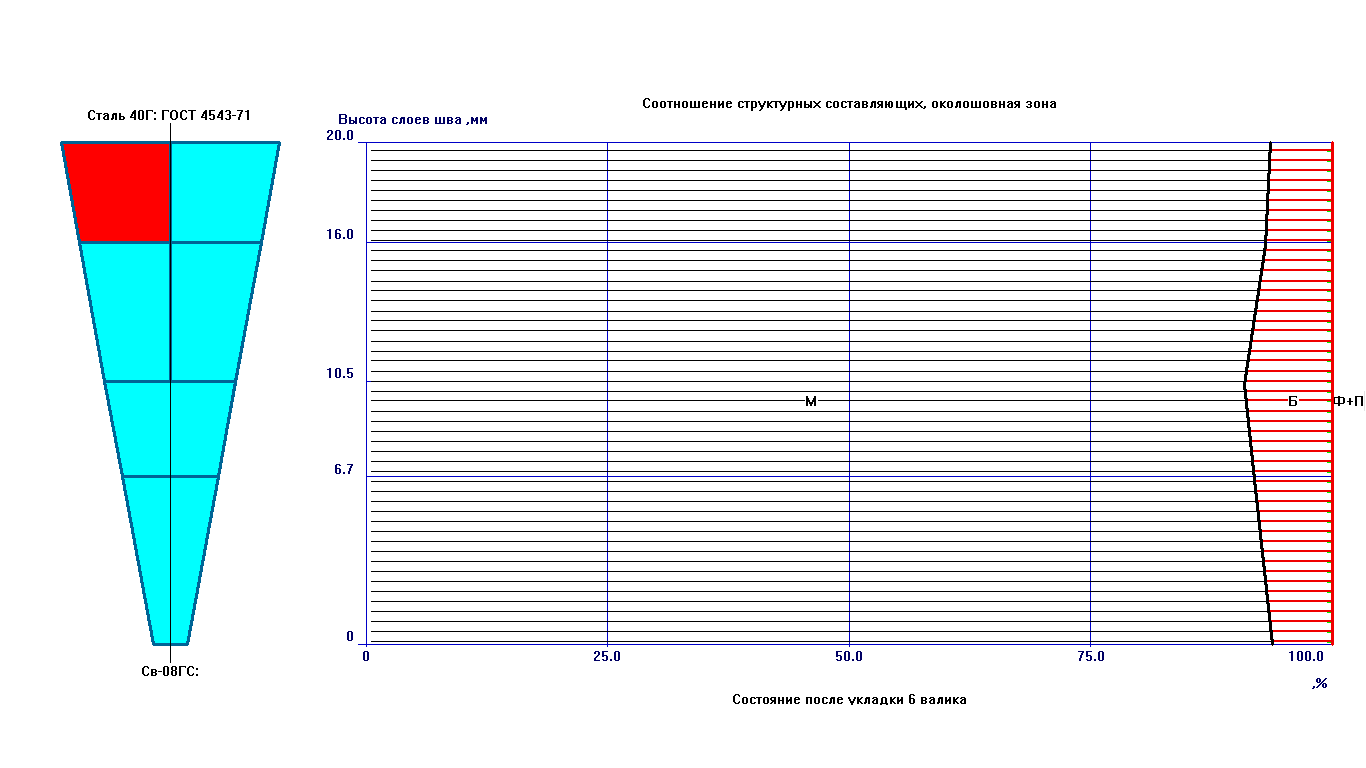
Рис.21. Структурные составляющие, без подогрева.
При подогреве в структуре околошовной зоны уменьшается фаза мартенсита, что снижает ее твердость.
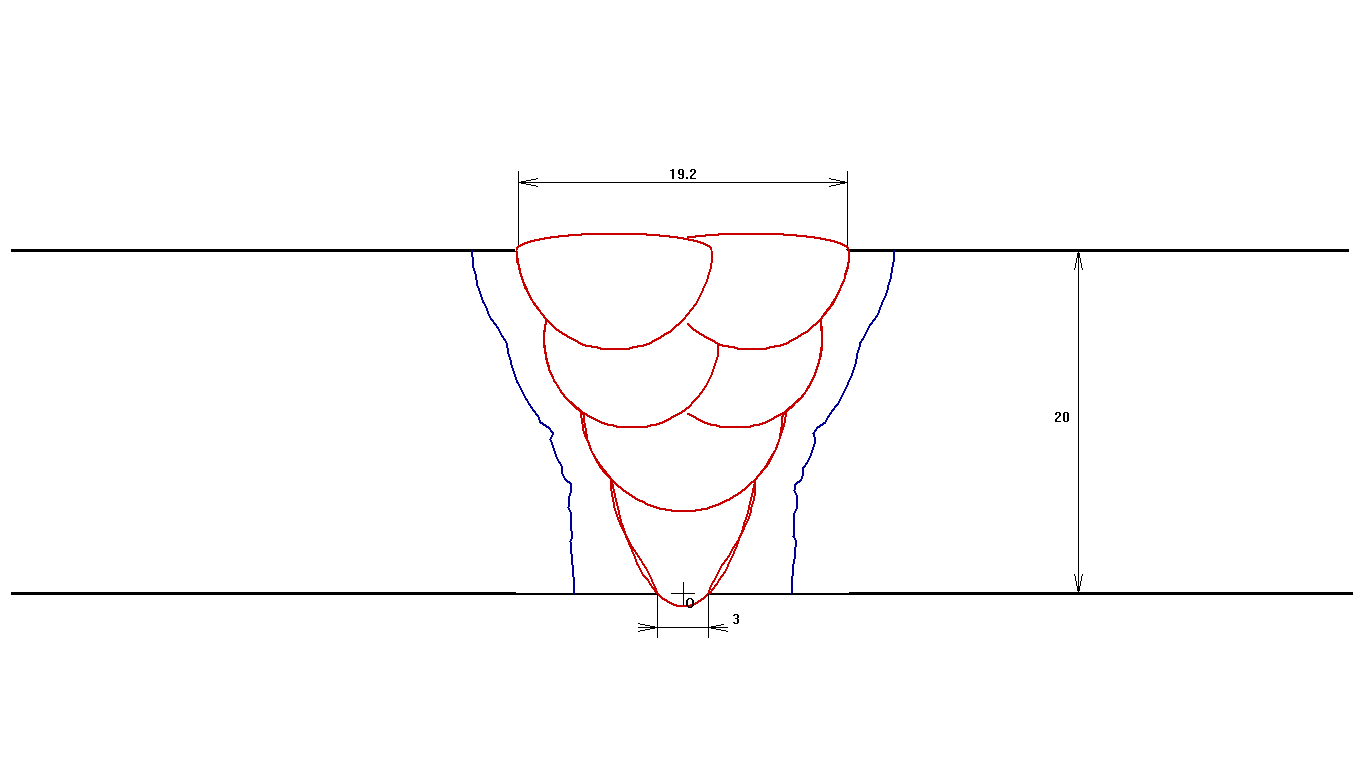
Рис.22. Форма проплавления.
Подогрев не влияет на форму проплавления.
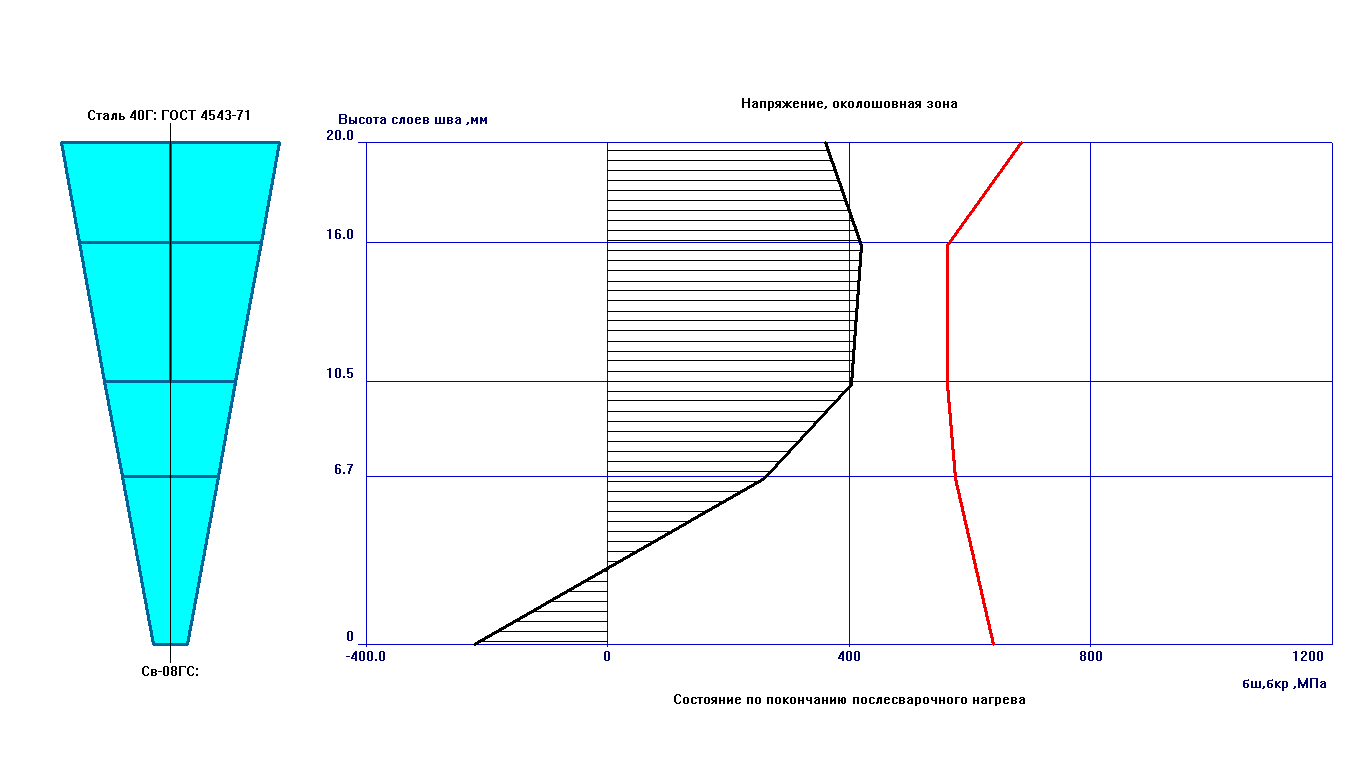
Рис.23. Напряжения сварочное и критическое, с подогревом.
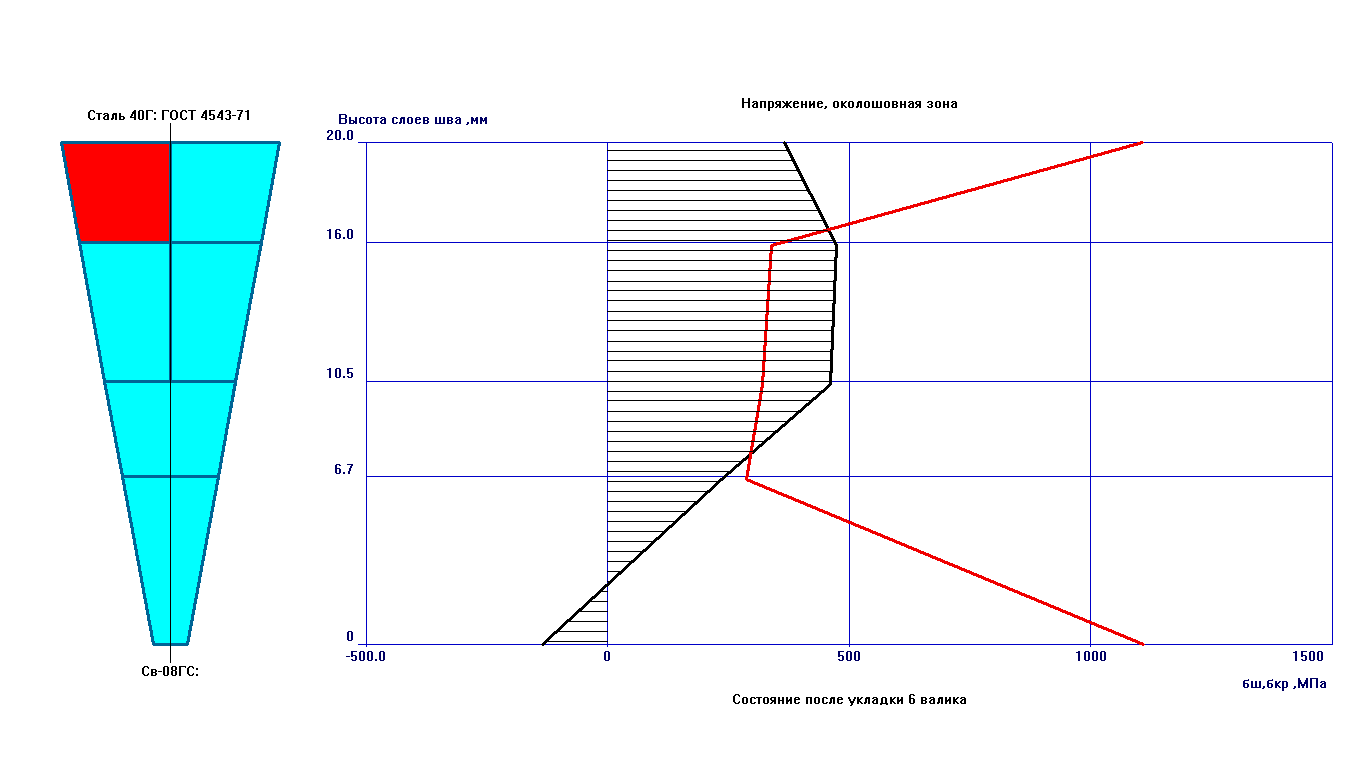
Рис.24. Напряжения сварочное и критическое, без подогрева.
Подогрев не допускает достижения сварочным напряжением критического, а также позволяет снизить сварочное и критическое напряжения.
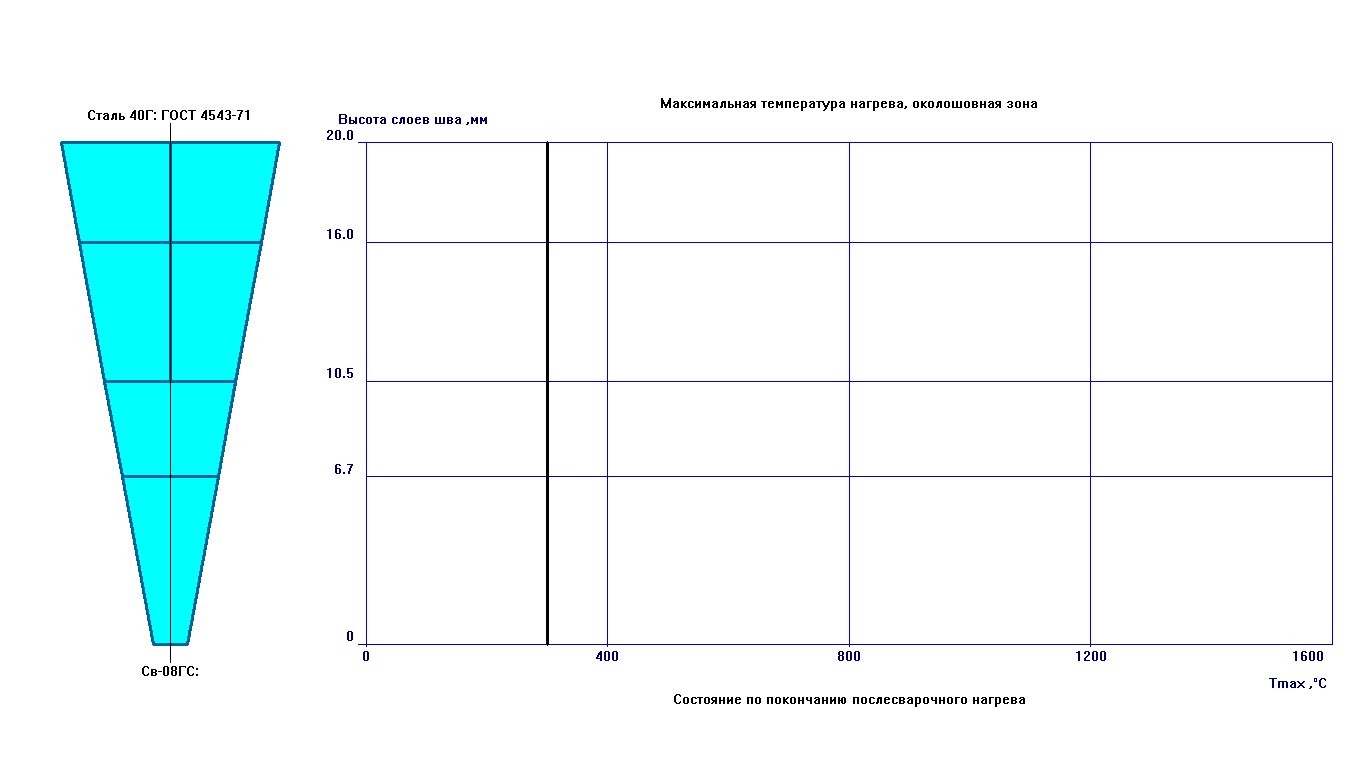
Рис.25. Максимальная температура нагрева, с подогревом.
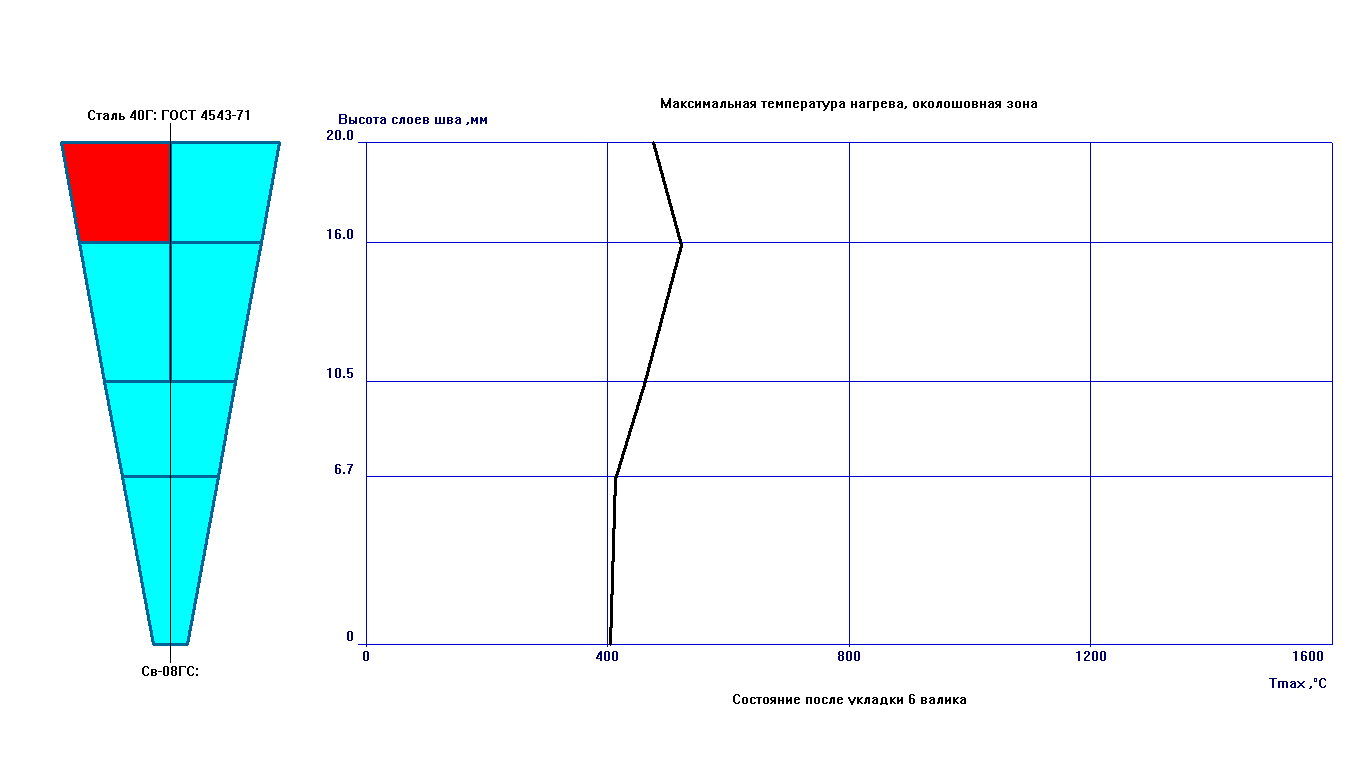
Рис.26. Максимальная температура нагрева, без подогрева.
Подогрев снижает и выравнивает максимальную температуру околошовной зоны.
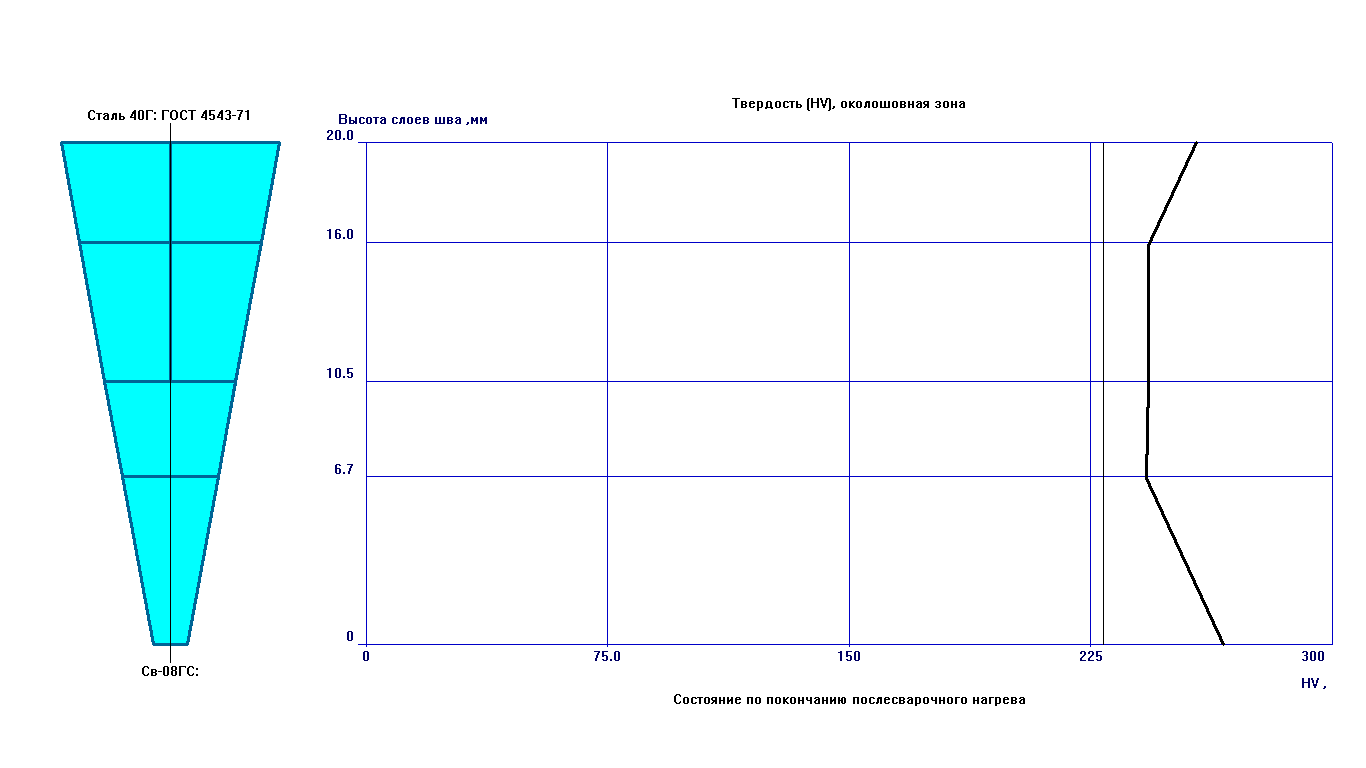
Рис.27. Твердость (HV), при подогреве.
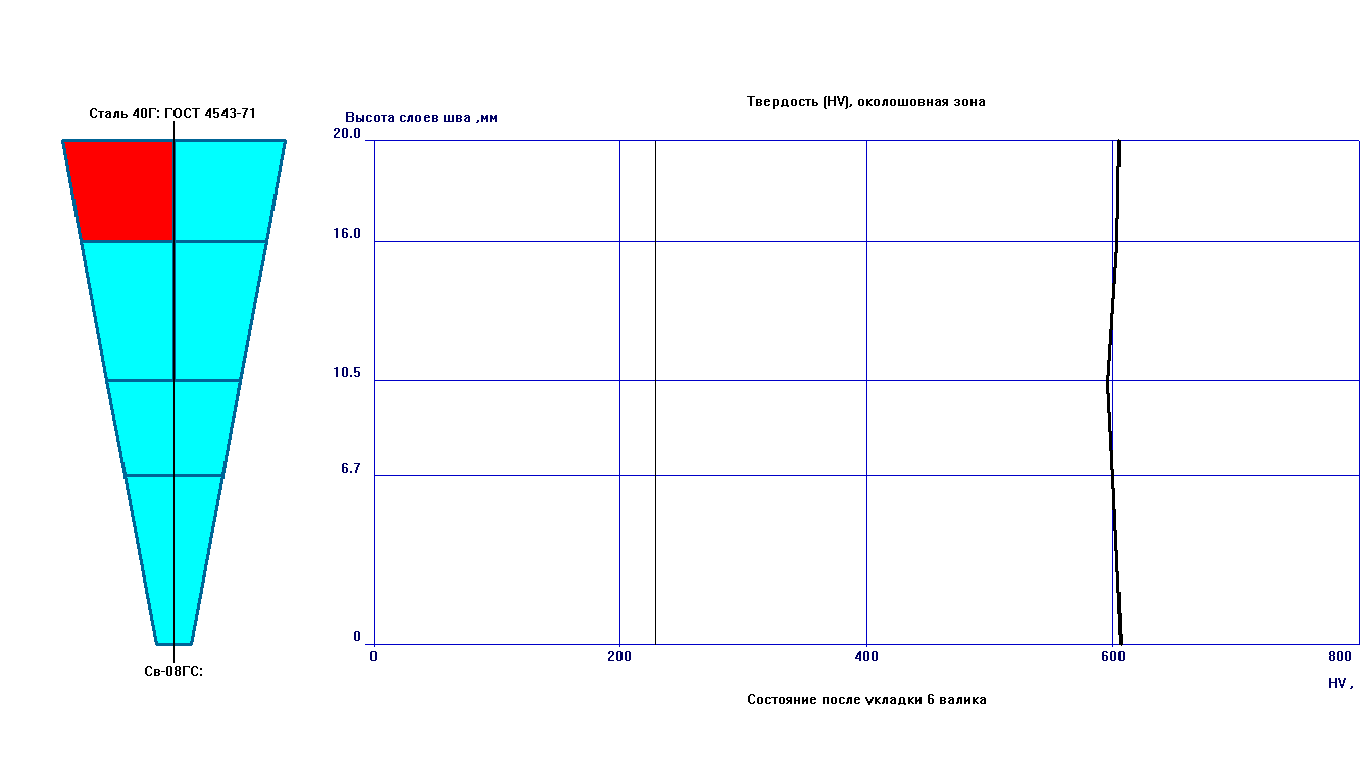
Рис.28. Твердость (HV), без подогрева.
Подогрев снижает твердость околошовной зоны.
Подогрев снижает твердость околошовной зоны, но также снижает до нуля вероятность образования трещин, а значит необходим.
4. Вывод
В данной курсовой работе была рассмотрена сталь 40Г. Была дана оценка свариваемости стали на холодные и горячие трещины, определено, что данная сталь относится к мартенситному классу. Имеет ограниченную свариваемость. Проведен косвенный метод оценки свариваемости металла через программу «Свариваемость легированный сталей» для трех способов сварки – РДС, АДС под флюсом, дуговая сварка в среде защитных газов ![]()
![]() . Подобраны и обоснованы сварочные материалы.
. Подобраны и обоснованы сварочные материалы.
Рассмотрев три расчета на свариваемость стали 40Г, работающей в одинаковых условиях, можно сделать заключение, что наилучшим способом сварки для данной стали является автоматическая дуговая сварка под флюсом, без предварительного и последующего подогрева. В результате получается наилучшая структура металла шва, сварочное напряжение, наименьшая вероятность образования холодных трещин меньшая зона термического влияния.
5. Список литературы, использованной при выполнении курсового проекта
1. Теория сварочных процессов: Учебник для вузов по специальности
«Оборудование и технология сварочного производства» / , ‚ и др.; Под редакцией B. B. Фролова. М.: Высшая школа, 1988. 5590.
2. Сварка B машиностроении: Справочник. В 4-х томах. / Редкол.: (пред.) И др. М: Машиностроение, 1978-79.
3. Марочник сталей и сплавов / /, ‚ и др.; Под общей редакцией . М.: Машиностроение, 1989. 640 с.
4. Сварка и свариваемые материалы: Справочник. В 3-х томах. /Ред. проф. докт. техн. наук , и др. М: “Металлургия” Том 1. 1991. 528 с.
5. Сварка и свариваемые материалы: Справочник. В 3-х томах. /Ред. проф. докт. техн. наук , и др. М: “Металлургия” Том 2. 1991. 528 с.
6. Сварочные материалы для дуговой сварки: Справочное пособие. В 2-х томах. / Под ред. . М: “Машиностроение” 1989. 544C.
7. ГОСТ 29273-92 Свариваемость. Определение. Комитет стандартизации и метрологии СССР. Государственный стандарт союза СССР. Москва. 1992г.
8. ГОСТ 2590-88 Прокат стальной горячекатаный круглый. Издательство стандартов. Москва. 1988г.
9. ГОСТ 4543-71 Прокат из легированной конструкционной стали. Технические условия. Издательство стандартов. Москва. 1973г.
