
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
УДК 66.074.8
РАЗРАБОТКА ДОБАВОК К КАТАЛИЗАТОРАМ КРЕКИНГА ДЛЯ СНИЖЕНИЯ ОКСИДОВ СО И NOХ НА ОСНОВЕ СМЕШАННЫХ ОКСИДОВ
1,2, 1, 1, 1, 1,2
1Институт проблем переработки углеводородов СО РАН, г. Омск, Россия
2ФГБОУ ВО «Омский технический университет», г. Омск, Россия
Аннотация - создание принципиально новых добавок, не содержащих благородных металлов, к катализаторам крекинга целью, которых является снижения содержания в дымовых газах промышленных предприятий СО и NOx являются актуальной и перспективной задачей. Задача данной работы состоит в создании каталитических систем для снижения выброса окислов СО и NOx. синтезированы образцы смешанных оксидов на основе Zn, Co, Ce, Cu и Mn, проведены эксперименты по исследованию физико-химических характеристик и каталитических свойств, сделаны выводы по составу, активности и эффективности данных добавок при сжигании кокса. Для определения состава дымовых газов были использованы анализаторы фирмы «Costechinternational». лучшие показатели активности были получены на образцах, в состав которых входили медь, церий и марганец.
Ключевые слова – каталитический крекинг, смешанные оксиды, окислы NOx, снижение CO.
I. Введение
На современном нефтеперерабатывающем предприятии одним из важнейших процессов вторичной переработки нефти является каталитический крекинг. Он представляет собой процесс каталитического расщепления углеводородов нефтяного остатка в результате, которого образуется такие ценные продукты, как высокооктановый бензин, дизельное топливо и газовые фракции углеводородов С3-С4 с высоким содержанием олефинов, являющиеся ценным сырьём для процессов нефтехимии. Сырьём для процесса крекинга является вакуумный газойль с высоким содержанием сернистых (до 2,0 % мас. по сере) и азотистых соединений (до 0,7 % масс. по азоту). Около 10–20 % азота при крекинге переходят в коксовые отложения на катализаторе, а вовремя регенерации катализатора образуют окислы NOx (NO и NO2), которые и составляют вредные выбросы процесса. Кроме того, в процессе окислительной регенерации катализатора при горении кокса происходит образование монооксида углерода (СО). Без использования добавок дожига, СО либо попадает в газовый выброс, либо горит не в псевдоожиженном слое, а в свободном пространстве или циклонах регенератора с образованием тепла, которое передаётся технологическому оборудованию, вызывают при этом дополнительные перегревы и возможные аварийные остановки. Существование строгих норм, регламентирующие газовые выбросы промышленных предприятий, определяют необходимость снижения выходов CO и NOx.
II. Постановка задачи
Существует несколько способов снижения выбросов СО и NOx – это методы уменьшения содержания азота в исходном сырье (гидроочистка вакуумного газойля), очистка дымовых газов после регенератора (абсорбция или полное окисление озоном) и использование специальных добавок к катализатору крекинга.
Последний способ заключается в использовании специальных добавок, представляющих собой катализаторы для следующих реакций:
- СО + О2 + добавка (в составе катализатора) > СО2;
- NOх + добавка (в составе катализатора) + восстановитель (С, СО, СхНу) > N2 + СО2 + Н2О.
ТАБЛИЦА 1
ДОБАВКИ К КАТАЛИЗАТОРАМ КРЕКИНГА ДЛЯ СНИЖЕНИЯ ВЫБРОСОВ ВЫПУСКАЕМЫХ МИРОВЫМИ ПРОИЗВОДИТЕЛЯМИ
Компонент выброса | Производитель | ||
Albemarle | Basf | Grace Davison | |
CO | KOC-15тм | USPтм; Conqer | CP3; CP5 |
CO и NOx | ELIMINOx | LNPтм(Low Nox);OxyClean | XNOX®; CP®-P |
NOx | InsitoProтм | CLEANOxтм | DeNOx; GDNOx |
Каталитические добавки, выпускаемые крупными иностранными производителями катализаторов крекинга снижают выброс СО с эффективностью до 99%, NOx до 80%.
Основные недостатки выпускаемых добавок являются:
- высокая стоимость (в качестве активного компонента используются дорогостоящие благородные металлы);
- отсутствует унификация добавок и как следствие ограниченность их применения (специальные добавки производитель разрабатывает непосредственно под физико-химические свойства основного катализатора крекинга, при применении добавок различных производителей существует вероятность истирания из-за различия в прочностных характеристиках);
- отсутствие производства в России.
Из литературных источников известно, что в качестве многофункциональных добавок к катализаторам крекинга (снижение серы и азота в жидких продуктах, ловушки для отравляющих металлов) используются смешанные оксиды, обладающие достаточной активностью в процессе крекинга и соответственно уменьшающие эффект разбавления от применения добавки[1]. Поэтому обоснованно использование смешанных оксидов на основе металлов накопителей кислорода (Се, Сu, Со, Zn, Mn) для снижения выброса СО и окислов NOx в дымовых газах регенерации катализатора.
Наряду с применением смешанных оксидов, которые являются составным компонентом композиции катализатора возможно использование добавок в регенератор крекинга в соотношении 1:200 от массы основного катализатора. В качестве такой добавки может использоваться оксид марганца (MnO2), нанесённый на композицию ?-оксид алюминия + монтмориллонит (ММ).
III. РЕЗУЛЬТАТЫ ЭКСПЕРЕМЕНТОВ И ИХ ОБСУЖДЕНИЕ
В качестве экспериментальных образцов использовались лабораторные образцы катализаторов крекинга на основе четырёх смешанных оксидов, которые готовились по методикам [1-4] и добавки на основе оксида марганца. Смешанные оксиды вводились на стадии приготовления композиции в количестве 10% мас. Химический состав добавок кислотные и текстурные характеристики представлены в таблицах 2 и 3. Характеристики марганцевой добавки представлены в таблице 4.
ТАБЛИЦА 2
ХИМИЧЕСКИЙ СОСТАВ ДОБАВОК НА ОСНОВЕ СМЕШАННЫХ ОКСИДОВ
Образцы | Ме2+/Ме3+, моль\моль | Химический состав в % масс. | |||||
Al | Mg | Zn | Co | Cu | Ce | ||
Zn-Mg-Al | 3,25:1 | 14,4 | 31,2 | 15,6 | - | - | - |
Co-Mg-Al | 3,53:1 | 13,2 | 31,0 | - | 15,6 | - | - |
Ce-Cu-Mg-Al | 3,00:1 | 14,5 | 21,9 | - | - | 10,9 | 10,8 |
Cu-Mg-Al | 3,51:1 | 14,4 | 31,3 | - | - | 19,4 | - |
ТАБЛИЦА 3
КИСЛОТНОСТЬ И УДЕЛЬНАЯ ПОВЕРХНОСТЬ ДОБАВОК НА ОСНОВЕ СМЕШАННЫХ ОКСИДОВ
Образцы | Суммарное кол-во аммиака, мкмоль/г | Площадь поверхности по БЭТ, м2/г | Кислотность, мкмоль/м2 |
Zn-Mg-Al | 193 | 93 | 2,08 |
Co-Mg-Al | 167 | 88 | 1,90 |
Ce-Cu-Mg-Al | 167 | 80 | 2,15 |
Cu-Mg-Al | 165 | 70 | 2,36 |
ТАБЛИЦА 4
ФИЗИКО-ХИМИЧЕСКИЕ СВОЙСТВА МАРГАНЦЕВОЙ ДОБАВКИ
Площадь поверхности по БЭТ, м2/г | Химический состав, % масс. | |||
MnO2 | Na2O | Fe2O3 | Al2O3 | |
79,4 | 13,50 | 0,16 | 1,00 | 68,60 |
Процесс крекинга экспериментальных образцов катализатора проводили на установке МАК-10 по ASTMD3907-13. Состав и количество газообразных продуктов определяли хроматографически. Фракционный состав жидких продуктов анализировали методом имитированной дистилляции по ASTMD 2887 на газовом хроматографе. В качестве сырья использовали гидроочищенный (Сырьё 1) и негидроочищенный (Сырьё 2 – содержание серы 0,8%) вакуумный газойль.
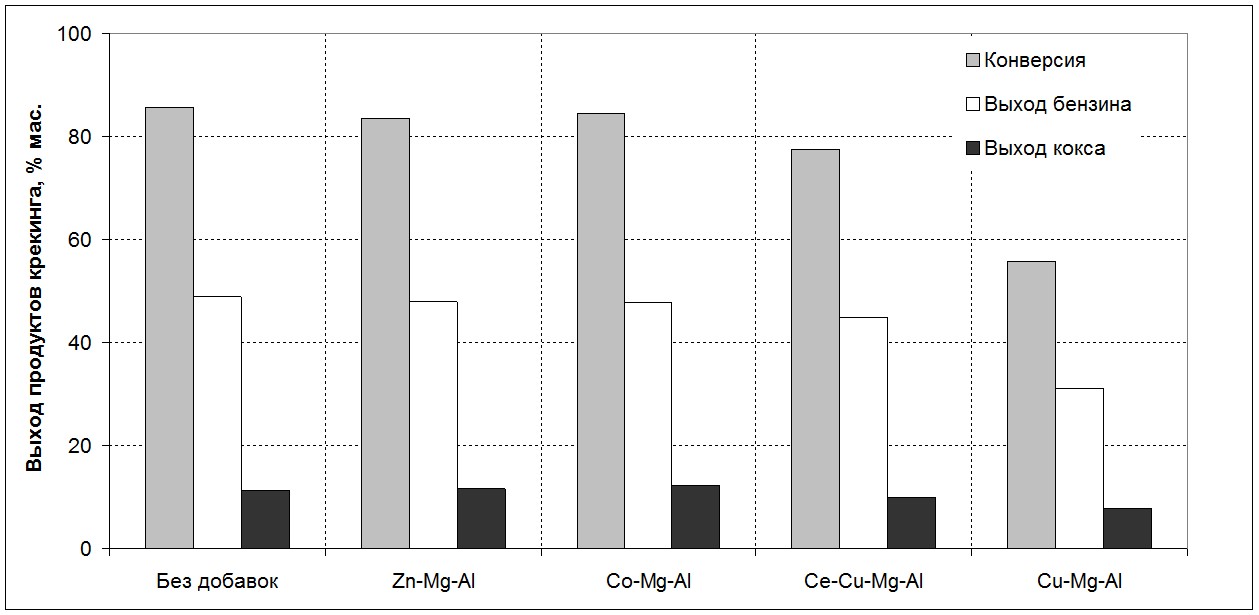
Рис. 1. Конверсия и выходы продуктов при крекинге катализаторов на основе добавок
По результатам исследования (Рис.1) каталитической активности образцов можно сделать следующие выводы:
- использование в качестве добавок смешанных оксидов на основе кобальта и цинка не снижает активности катализатора;
- снижение активности наблюдается у образов со смешанными оксидами на основе меди, что, по-видимому, связано с отравляющим действием соединений меди на цеолит Y;
- преимуществом медных образцов является снижение вклада реакций переноса водорода и, как следствие, максимальный рост выхода олефиновых углеводородов.
Исследования регенерации катализатора проводились на установке оснащенной вертикальной трубчатой электропечью с температурой нагрева 600оС (Рис. 2). Образец закоксованного катализатора помещался в реактор на подложку из кварца. Для создания условий аналогичных условиям регенератора слой катализатора псевдоожижался. В качестве окисляющего агента использовался кислород атмосферного воздуха, время контакта составляло 0,1 сек. В газах регенерации катализатора определялось содержание СО, СО2 и окислов NOx. Для этого использовались анализаторы фирмы «Costechinternational» API200 определение окислов NOx хемилюминесцентным методом и API300 определение СО и СО2оптическим методом.
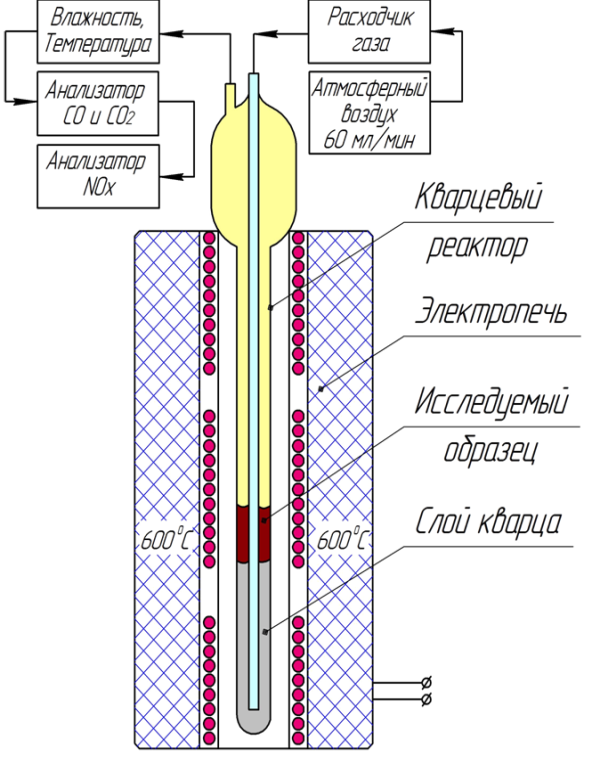
Рис. 2. Установка для регенерации закоксованного катализатора
ТАБЛИЦА 5
ПОКАЗАТЕЛИ ЭФФЕКТИВНОСТИ ОБРАЗЦОВ НА РАЗЛИЧНЫХ ТИПАХ СЫРЬЯ
Показатели | Zn-Mg-Al | Co-Mg-Al | Ce-Cu-Mg-Al | MnO2на ?Al2O3+MM | Cu-Mg-Al | KO-10 (Pt на ?Al2O3) |
Конечная концентрация СО (сырье 1), ppm | 130,0 | 116,5 | 50,6 | 4,5 | 5,9 | 3,3 |
Эффективность по СО (сырье 1), % | 2,6 | 10,9 | 61,1 | 77,8 | 96,5 | 97,5 |
Эффективность по СО (сырье 2), % | 0,5 | 0,9 | 16,1 | 60,9 | 83,1 | 90,6 |
Рост окислов NOx, % | 6,3 | 45,5 | 57,6 | 62,2 | 67,0 | 62,6 |
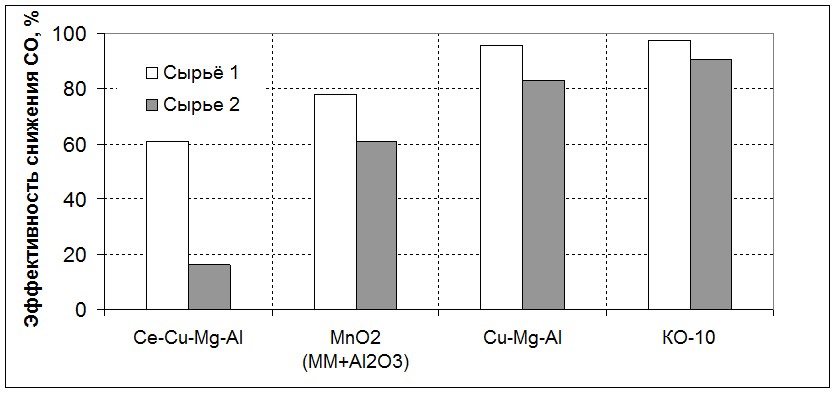
Рис. 3. Эффективность действия добавок при снижении СО
При регенерации закоксованного катализатора было установлено, что наибольшей активностью дожига СО обладают образцы на основе смешанных оксидов меди, церия и оксида марганца (Рис. 3). Эффективность снижения СО для таких образцов сравнима с использованием добавки дожига КО-10 на основе платины (0,05% Pt). Однако необходимо отметить, что для всех исследуемых образцов наблюдается повышенное образование окислов NOx. Присутствие при регенерации окислов SOx (Сырьё 2) снижает окисляющую способность добавок в среднем на 15% за исключением медно-цериевого образца.
Исходя из сопоставления энергий активации платиновой добавки (Еа=0,604 кДж/моль) и добавки на основе марганца (29,54 кДж/моль) можно сделать вывод, что эффективность действия добавки на основе марганца может быть выше при температурах регенерации в диапазоне 650-700 оС, что соответствует температурам в зоне реального регенератора.
IV. ВЫВОДЫ И ЗАКЛЮЧЕНИЯ
Образцы добавок на основе смешанных оксидов меди и магния, а также добавка на основе оксида марганца эффективны в качестве промоутеров дожига СО и сопоставимы с применяемым на предприятиях промоутером дожига на основе платины при высоких температурах процесса. Снижение активности добавок в удалении СО в присутствии SOx составляет не более 15%.
СПИСОКЛИТЕРАТУРЫ
1. PotapenkoO. V., DoroninV. P., SorokinaT. P., TalsiV. P., LikholobovV. A.// AppliedCatalysisB. 2012 Vol. 117 p. 177-184
2. PalomaresA., Lopez-NietoJ., LazaroF., // AppliedCatalysisB:Environmental, 1999. Vol. 20, p. 257-266.
3.Climent M., Corma A., Iborra S., Epping K., Velty A. // Journal of Catalysis, 2004. Vol. 225, p. 316 – 326.
4. PolatoC., HenriquesC., RodriguesC., MonteiroJ.// CatalysisToday 2008. Vol. 133 – 135, p. 534 – 550.
