
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
• Обрабатывать/хранить основные и расходные материалы таким способом, который предотвращает загрязнение
Теоретические знания
Теоретические знания требуются, но не проверяются отдельно. Знание правил и нормативов не проверяется.
2.3. Практическая работа
2.3.1 Формат Конкурсного задания представляет собой отдельные модули. Содержанием конкурсного задания являются «сварочные работы». Конкурсное задание включает в себя выполнение сборки и сварки сосуда из нержавеющей стали, сборки и сварки контрольных образцов.
2.3.2 Участник должен уметь выполнять без посторонней помощи следующие задачи: сварка стыковых и угловых соединений пластин, а также сортового проката во всех рабочих положениях и швами с разными углами наклона и вращения. Терминология в отношении положений для сварки применяется в соответствии с ISO, AWS и ГОСТ РФ.
2.3.3 Модули и время сведены в таблице:
№ п/п | Наименование модуля | Время на задание |
1 | Модуль 1: Контрольные образцы | 3 часа |
2 | Модуль 2: Сосуд, работающий под давлением из высоколегированной стали. | 3 часа |
Время на выполнение всего конкурсного задания рассчитано на 6 часов.
• Вся сварка соединений выполняется вертикально снизу вверх
Пластина или труба | Позиция для сварки | Позиция испытания AWS | ISO и EN | РД 03-495-02 |
Пластина | Плоская | 1G, 1F | PA | Н1 |
Пластина | Горизонтальная | 2G, 2F | PC, PB | Г, Н2 |
Пластина | Вертикальная | 3G, 3F верх | PF | В1 |
Пластина | Верхняя | 4G, 4F | PE, PD | П1, П2 |
Соответствующие минимальные технические навыки:
• Выбора наиболее подходящего размера и типа электрода или присадочного материала
• Выбора соответствующего тока и полярности процесса сварки
• Регулировки и сварки в различных режимах переноса металла
• Регулировки всех параметров сварки, для получения сварного шва с необходимой конфигурацией
Задание
Модуль 1:
Контрольные соединения согласно ISO 9606-1. Время: 3 часа. Количество: 4 образца, одиночные. Участник предъявляет полностью собранные контрольные образцы экспертам для клеймения перед сваркой. Окончательные аспекты критериев оценки уточняются членами жюри. Оценка производится как в отношении работы модуля, так и в отношении процесса выполнения конкурсной работы. Если участник конкурса не выполняет требования охраны труда, подвергает опасности себя или других конкурсантов, такой участник отстраняется от дальнейшего участия в конкурсе.
1. Образец для сварки стыковых соединений состоят из двух (2) деталей, каждая из которых имеет толщину 3 мм, длину 200 мм, ширину 120мм – сварка в вертикальном положении шва. Швы должны быть выполнены в 1 проход с применением присадочной проволоки. Размеры в миллиметрах.
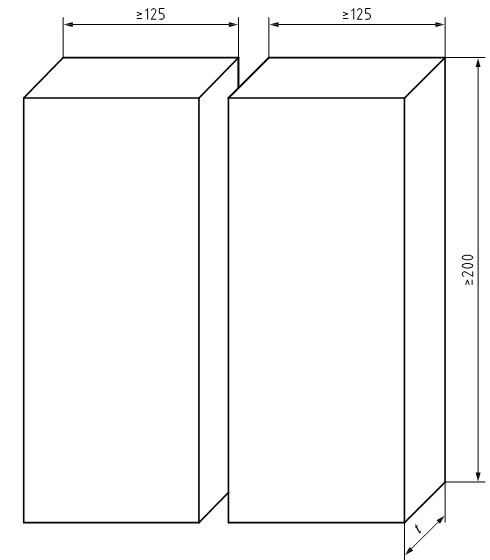
Требуемые форма и размеры контрольных сварных соединений указаны на рисунках.
2. Образец для сварки таврового соединения состоят из двух (2) деталей, каждая из которых имеет толщину 3 мм, длину 200 мм, ширину 125мм. и длину 200мм., ширину90 мм. – сварка в нижнем положении. Швы должны быть выполнены в 1 проход с применением присадочной проволоки.
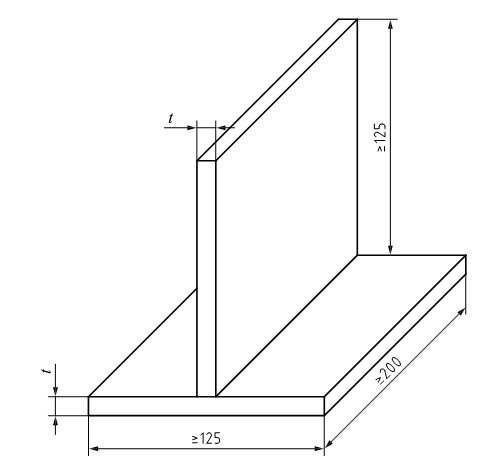
ПРИМЕЧАНИЕ Толщины основных материалов могут различаться.
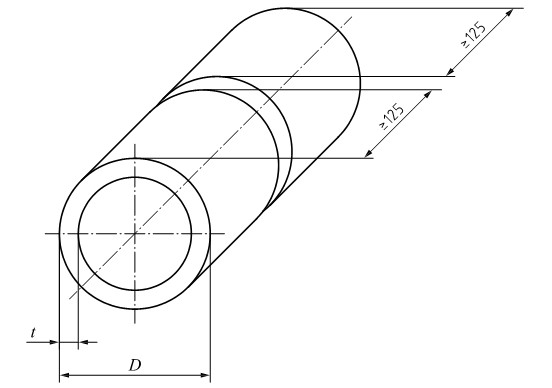
3.Сварка образцов данного соединения производится под углом 45градусов. Заготовки должна состоять из 2 труб, длинной 125мм. Толщина заготовки составляет 3 мм. Наружный диаметр трубы должен составлять 150мм. Сварка производится ручной дуговой сваркой за один проход.
4. Сварка трубы и пластины в нижнем положении шва. Требуемые форма и размеры контрольных сварных соединений указаны на рисунках.
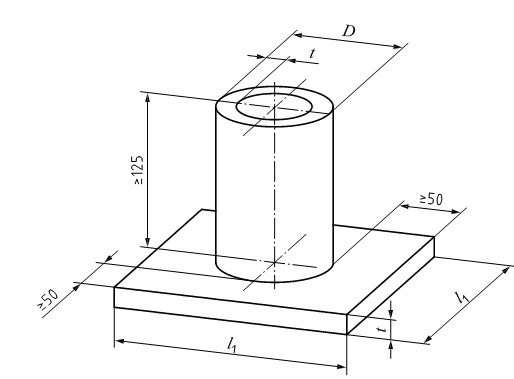
D – Наружный диаметр трубы l1 – 2/3 мм. Длина контрольного сварного соединения -125 мм. Толщина материала контрольного сварного соединения (толщина пластины или стенки) t – 3 мм,
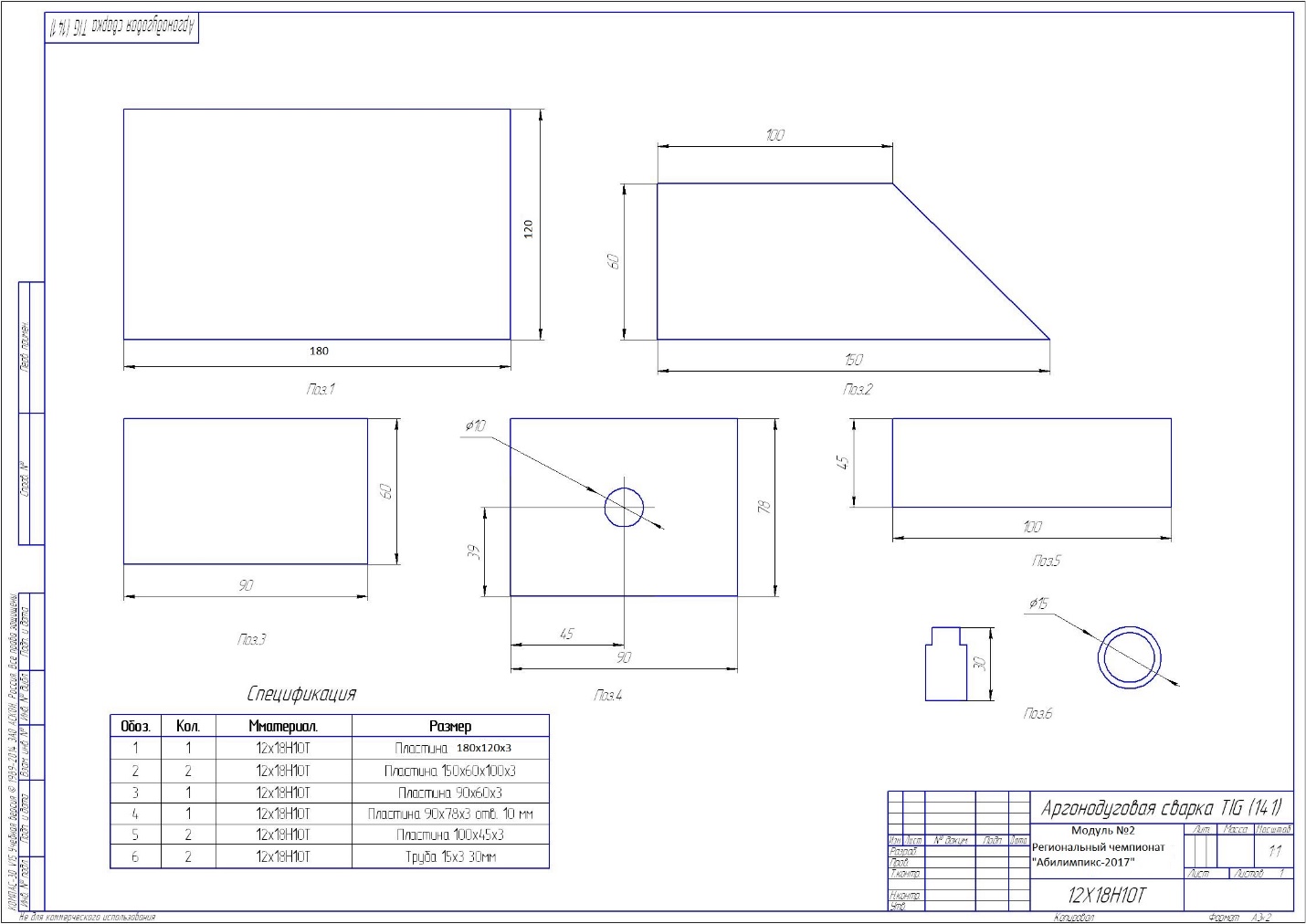
Модуль №2 Сосуд из нержавеющей стали, работающий под давлением.
Время: 3 часа;
Количество: 1 конструкция;
Размер: 300 мм * 300 мм * 200 мм.
Толщина пластин: 3 мм;
Толщина стенок труб от 3 до 4 мм;
Минимальное давление для конкурса – 2 атм.
Описание: полностью замкнутая конструкция из пластин/труб, при изготовлении которой должны применяться следующие способы сварки и все сварные позиции так, как описано в данном Техническом описании:
- ручная аргонодуговая сварка неплавящимся электродом (141, GTAW, TIG, РАД). Все швы выполняются в один проход с использованием присадочного материала.

Эксперты оставляют за собой право изменять проектное испытательное давление для любого сосуда перед конкурсом.
Практическая работа
Выполнять сварку (141) без посторонней помощи.
Во время конкурса могут применяться только материалы, которые были предоставлены организатором конкурса. Организатор предоставляет пластины для тренировки по сварке и проверки установок режима сварки перед конкурсом и для настройки параметров сварки во время конкурса (141).
Пластина или труба | Описание положения сварки | Положение сварки | Положение сварки согласно ISO и EN |
Пластина | Нижнее | Н1 | PA |
Пластина | Горизонтальное | Н2, Г (РС) | PC, PB |
Пластина | Вертикальное «на подъем» | В1 | PF |
Труба | Ось трубы наклонена под углом 450, сварка в неповоротном положении | Н45 | H-L045 |
Размеры пластин для тренировки:
Пластины для тренировки имеют ту же толщину, что и в конкурсном задании.
Шлифовка и использование абразивных материалов:
Снятие материала не допускается на любой из поверхностей облицовки. «Облицовка» определяется как завершающий слой сварного шва, который имеет соответствующие размеры и форму.
Очистка шва для проектов GTAW (TIG) (РАД):
• Поверхность шва из нержавеющей стали GTAW (TIG) (РАД) должны быть представлены в состоянии “как сварено”. Очистка, шлифовка, обработка стальной стружкой, проволочной щеткой или химическая очистка любых верхних швов НЕ допускается.
• Сварка контрольных пластин выполняется без применения крепежных устройств; таким образом, эксперты могут оценить деформации.
• Для сварки контрольных образцов можно использовать только стандартные манипуляторы (позиционеры), которые поставляются организатором конкурса. В зависимости от выбранных проектов они должны быть сварены на 100% на рабочем месте. Применение кондукторов, крепежей или стандартных манипуляторов запрещено.
Оборудование для поддува может применяться только в случае использования ручной аргонодуговой сварки неплавящимся электродом для проекта из нержавеющей стали.
Прихватки:
Прихватки устанавливаются согласно конкурсного задания.
При сборке модуля 2 « Сосуд, работающий под давлением», участник может применять один из сварочных процессов, указанный на чертеже для прихватки в данной точке.
Прихватки не выполняются на внутренней части сосудов под давлением.
ТОЧКА УДЕРЖИВАНИЯ: Эксперт осматривает внутреннюю часть сосуда для обеспечения отсутствия прихваток перед закрытием емкости. Это подтверждается постановкой клейма.
После начала сварки контрольные пластины нельзя разделять и повторно прихватывать. Повторное прихватывание можно выполнять только в том случае, если сварка корня шва не была начата.
Самим участником должны быть предоставлены инструменты согласно TOOLBOX, прописанным в инфраструктурном листе
Критерии оценки каждого задания.
Оценочный лист:
Модуль 1. Контрольные образцы
Участник: ________________________________________________________
Проверяющие эксперты (Фамилия, Имя, Отчество, подпись)______________________________________________________________________________________________________________________________________
Визуальная оценка / Максимальное количество баллов: 33
Название модуля | Суб- критерий | Описание дефекта | Пояснение | Оценка | Макс. оценка |
Стыковой шов пластин (позиция вертикально снизу вверх) | А1 | Трещина | 0.5 | ||
Поверхностная пора | Газовая пора, выходящая на поверхность | 1 | |||
Не заваренный кратер | Открытая усадочная раковина с полостью | 2 | |||
Твердые включения | Твердое инородное вещество в металле шва | 0.5 | |||
Непрерывный подрез | Подрез значительной длинны | 1.5 | |||
Подрез | Подрез малой длинны, | 0.5 | |||
Превышение выпуклости (стыковой, угловой шов) | Избыток наплавленного металла на лицевой стороне шва | 1 | |||
Линейное смещение листов | Смещение между двумя свариваемыми элементами | 0.5 | |||
Угловое смещение | Смещение между двумя свариваемыми элементами | 0.5 | |||
Прожог | Вытекание металла, в результате чего образуется сквозное отверстие с сварном шве | 2 | |||
Незаполненный сварной шов | Продольная канавка на поверхности сварного шва из-за недостаточности присадочного материала | 2 | |||
Неравномерная ширина шва | Чрезмерное колебание ширины шва | 1 | |||
Неровная поверхность шва | Чрезмерная неровность наружной поверхности шва | 1 | |||
Плохое повторное возбуждение дуги | Местная неровность поверхности в месте возобновления сварки | 0.5 | |||
Брызги металла | Капли наплавленного или присадочного материала | 0.5 | |||
Ожог дугой | Местное повреждение поверхности основного металла рядом со сварным швом | 0.5 | |||
Натек | Избыток наплавленного металла, натекшего на поверхность основного металла | 1 | |||
Тавровый шов пластин | А2 | Ассиметрия сварного шва | Несимметричность углового шва, один из катетов превышает другой | 0.5 | |
Трещина | 0.5 | ||||
Поверхностная пора | Газовая пора, выходящая на поверхность | 1 | |||
Незаваренный кратер | Открытая усадочная раковина с полостью | 2 | |||
Твердые включения | Твердое инородное вещество в металле шва | 0.5 | |||
Непрерывный подрез | Подрез значительной длинны | 1.5 | |||
Подрез | Подрез малой длинны, | 0.5 | |||
Превышение выпуклости (стыковой, угловой шов) | Избыток наплавленного металла на лицевой стороне шва | 1 | |||
Прожог | Вытекание металла, в результате чего образуется сквозное отверстие с сварном шве | 2 | |||
Незаполненный сварной шов | Продольная канавка на поверхности сварного шва из-за недостаточности присадочного материала | 2 | |||
Неравномерная ширина шва | Чрезмерное колебание ширины шва | 1 | |||
Неровная поверхность шва | Чрезмерная неровность наружной поверхности шва | 1 | |||
Плохое повторное возбуждение дуги | Местная неровность поверхности в месте возобновления сварки | 0.5 | |||
Коробление | Отклонение размеров, возникшее от сварочных деформаций | 0.5 | |||
Брызги металла | Капли наплавленного или присадочного материала | 0.5 | |||
Ожог дугой | Местное повреждение поверхности основного металла рядом со сварным швом | 0.5 | |||
Натек | Избыток наплавленного металла, натекшего на поверхность основного металла | 1 | |||
Название модуля | Суб- критерий | Описание дефекта | Пояснение | Оценка | Макс. оценка |
Сварка двух труб | А3 | Трещина | 0.5 | ||
Поверхностная пора | Газовая пора, выходящая на поверхность | 1 | |||
Незаваренный кратер | Открытая усадочная раковина с полостью | 2 | |||
Твердые включения | Твердое инородное вещество в металле шва | 0.5 | |||
Непрерывный подрез | Подрез значительной длинны | 1.5 | |||
Подрез | Подрез малой длинны, | 0.5 | |||
Превышение выпуклости (стыковой, угловой шов) | Избыток наплавленного металла на лицевой стороне шва | 1 | |||
Линейное смещение листов | Смещение между двумя свариваемыми элементами | 0.5 | |||
Угловое смещение | Смещение между двумя свариваемыми элементами | 0.5 | |||
Прожог | Вытекание металла, в результате чего образуется сквозное отверстие с сварном шве | 2 | |||
Незаполненный сварной шов | Продольная канавка на поверхности сварного шва из-за недостаточности присадочного материала | 2 | |||
Неравномерная ширина шва | Чрезмерное колебание ширины шва | 1 | |||
Неровная поверхность шва | Чрезмерная неровность наружной поверхности шва | 1 | |||
Плохое повторное возбуждение дуги | Местная неровность поверхности в месте возобновления сварки | 0.5 | |||
Брызги металла | Капли наплавленного или присадочного материала | 0.5 | |||
Ожог дугой | Местное повреждение поверхности основного металла рядом со сварным швом | 0.5 | |||
Натек | Избыток наплавленного металла, натекшего на поверхность основного металла | 1 | |||
Сварка трубы и пластины в нижнем положении шва. | А4 | Ассиметрия сварного шва | Несимметричность углового шва, один из катетов превышает другой | 0.5 | |
Трещина | 0.5 | ||||
Поверхностная пора | Газовая пора, выходящая на поверхность | 1 | |||
Незаваренный кратер | Открытая усадочная раковина с полостью | 2 | |||
Твердые включения | Твердое инородное вещество в металле шва | 0.5 | |||
Непрерывный подрез | Подрез значительной длинны | 1.5 | |||
Подрез | Подрез малой длинны, | 0.5 | |||
Превышение выпуклости (стыковой, угловой шов) | Избыток наплавленного металла на лицевой стороне шва | 1 | |||
Прожог | Вытекание металла, в результате чего образуется сквозное отверстие с сварном шве | 2 | |||
Незаполненный сварной шов | Продольная канавка на поверхности сварного шва из-за недостаточности присадочного материала | 2 | |||
Неравномерная ширина шва | Чрезмерное колебание ширины шва | 1 | |||
Неровная поверхность шва | Чрезмерная неровность наружной поверхности шва | 1 | |||
Плохое повторное возбуждение дуги | Местная неровность поверхности в месте возобновления сварки | 0.5 | |||
Коробление | Отклонение размеров, возникшее от сварочных деформаций | 0.5 | |||
Брызги металла | Капли наплавленного или присадочного материала | 0.5 | |||
Ожог дугой | Местное повреждение поверхности основного металла рядом со сварным швом | 0.5 | |||
Натек | Избыток наплавленного металла, натекшего на поверхность основного металла | 1 | |||
Итого | |||||
Оценочный лист:

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 |
