
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Исследование микроструктуры
и механических свойств сварных
соединений стареющего сплава
А. З. ИСАГУЛОВ1, д. т.н., профессор,
Б. К. АХМЕТЖАНОВ2, к. ф.-м. н., доцент,
К. Б. АХМЕТЖАНОВА2, д. ф.н., профессор,
Ж. Д. ЖОЛДУБАЕВА1, доктор PhD, ст. преподаватель,
А. М. ДОСТАЕВА1, доктор PhD, ст. преподаватель,
1Карагандинский государственный технический университет,
2Восточно-Казахстанский государственный университет им. С. Аманжолова
Ключевые слова: упругий чувствительный элемент, микроструктура, микротвердость, сварка.
В
данной работе в качестве материала исследования был выбран аустенитный дисперсионно-твердеющий сплав 36НХТЮ, содержащий (Основа Fe – 43,61–48%, Ni – 35-37%, Cr – 11–13,5%, Ti – 2,7–3,2%, Al – 0,9– 1,2%) [1].
Выбор материала обоснован тем, что сплав 36НХТЮ достаточно хорошо изучен в области фазово-структурных состояний и широко используется в промышленности для изготовления упругих чувствительных элементов (пружины, сильфоны, гофры, мембраны, трубки Бурдона и др.) приборов теплотехнического контроля.
Кристаллизация металла в малых объемах (при сварке и наплавке тонколистовых материалов) существенно отличается от кристаллизации больших объемов (при металлургических процессах разливки и затвердения). Это отличие, в основном, заключается в следующем [3]:
Фронт кристаллизации связан с перемещением источника тепла; Наличие готовых центров кристаллизации в виде оплавленных зерен основного металла; Значительный градиент температур; Перемешивание расплавленного металла; Малые объемы, большие средние скорости кристаллизации металла.При изготовлении УЧЭ используются различные способы сварки. Так, например, при изготовлении трубок – заготовок для сильфонов после свертки листов применяется аргонно-дуговая сварка, а при заделке сильфонов в арматуру часто используют шовную контактную сварку. В последнее время получили развитие новые виды сварки: электронно-лучевая, лазерная и др. Способ сварки определяется в каждом конкретном случае конструктивными особенностями изделия и условиями производства.
Для оценки механических свойств сварных соединений были выбраны следующие характеристики: ?0,1 – предел текучести, определяющий упругие свойства пружинного элемента, ?в – предел прочности, характеризующий прочность и надежность УЧЭ, ? – относительное удлинение.
Величины ?0,1, ?в, и ?, определяя механические свойства сварного соединения в условиях совместного деформирования с основным металлом, не позволяют подробно оценить свойства отдельных зон. Поэтому для детального исследования свойств сварного шва, зоны термического влияния и основного металла был выбран метод измерения микротвердости. Измерение микротвердости поперек сварного соединения проводили при использовании микротвердомера ПМТ – 3 при нагрузке P = 0,98Н.
Механические свойства при растяжении проводили согласно ГОСТ 11701-66. Использовалась установка с механическим приводом, усилие измерялось с помощью электронного силоизмерителя, диаграмма нагружения регистрировалась на ленте самописца КСП–4. Начальная расчетная длина образца составляла 60 мм, скорость перемещения активного захвата – 6х10-6 м/с. Предел текучести ?0,1, предел прочности ?в, пластичность (относительное удлинение при разрыве) ? определяли по диаграммам растяжения при комнатной температуре. Каждая экспериментальная точка являлась средним значением данных, полученных на 5 – 8 образцах.
Усталостные испытания с определением числа циклов до разрушения N проводили при поперечном изгибе в одной плоскости консольно закрепленного образца. Максимальное напряжение на поверхности образца в месте его крепления 710 МПа. Частота нагружения 10 циклов в 1 секунду.
Образцы для металлографических исследований электрополировали в электролите, состоящем из 26 мл хлорной кислоты и 500 мл ледяной уксусной кислоты при температуре 0…5°С, напряжении 60 В и плотности тока 1 А/см2. Микроструктуру выявляли электротравлением в 20 % – ном водном растворе щавелевой кислоты. Просмотр и фотографирование структур проводили на оптическом микроскопе «NEOPHOT – 21».
Термическую обработку проводили в лабораторной трубчатой электропечи сопротивления типа «Суол». Точность поддержания температуры составляла ±5°С Использование тиристорного регулятора позволило поддерживать необходимую температуру с точностью ±1°С. Старение проводили в кварцевой трубке в вакууме порядка 10-1Па.
Образцы для эксперимента изготовляли следующим образом:
закаленная в воде от температур 1050°С лента из сплава 36НХТЮ толщиной 0,3 мм разрезалась на квадратные карточки с размером стороны квадрата 100 мм. Затем имитировали термодеформационный сварочный цикл с использованием установки для аргонно-дуговой сварки АСТЭ-7.
Использование определенного режима сварки (сила тока сварки 20А, напряжение дуги 15В, скорость сварки 40м/ч) обеспечило формирование в среднем сечении пластин литой зоны. Затем из пластин вырезали образцы размером 85х5х0.30мм. Литая зона находилась на середине образца (по длине). Шлифовкой достигались первоначальные размеры образца в зоне сварки. Затем образцы подвергали дисперсионному твердению (старению) при 700°C в течение 4 часов. Снятие дополнительного наклепа, возникающего при вырезке и предварительной шлифовке образцов, осуществлялось в ходе окончательной термической обработки. Зеркальную полировку образцов перед механическими испытаниями проводили в электролите, содержащем 340 мл серной кислоты, 420 мл ортофосфорной кислоты, 240 мл дистиллированной воды и 50 мл глицерина при напряжении 10В в течение двух минут.
Используемый в промышленности стандартный способ термической обработки сплава 36НХТЮ, состоящий из закалки на твердый раствор, и последующего старения, имеет серьезные недостатки. Главный из них – макрогетерогенность структуры, т. е. одновременное наличие областей прерывистого и непрерывного распада, что снижает прочностные свойства, особенно сопротивление малым пластическим деформациям.
Была определена микротвердость областей непрерывного и прерывистого распада сплава 36НХТЮ после закалки от температуры 1050°C, 7 мин и последующего старения при 700°C, выдержка 4 часа, которая составила 1000 МПа и 4500 МПа соответственно. Таким образом, микротвердость областей прерывистого распада в 4,5 раза больше, чем непрерывного.
Структурная неоднородность сплава 36НХТЮ после старения обусловлена одновременным протеканием реакции выделения ?' – фазы типа Ni3 (Al, Ti) двумя механизмами – непрерывным и прерывистым, которые развиваются в одинаковых температурно-временных интервалах старения.
Объемное соотношение между областями непрерывного и прерывистого распада определяется условиями конкуренции этих двух механизмов распада и зависит от кинетики процесса. Поскольку скорость прерывистого распада контролируется подвижностью большеугловых границ зерен и величиной движущей силы реакции, то максимум развития прерывистого распада приходится на интервал низких температур старения, когда движущая сила для реакции прерывистой коалесценции сферических частиц ?' – фазы наибольшая, а тормозящее влияние непрерывного распада на мигрирующий фронт реакции минимально.
В сплаве 36НХТЮ путем термических или механико-термических обработок можно получить широкий спектр структурных состояний, отличающихся фазовым составом, механизмом выделения избыточных фаз, степенью дисперсности и морфологией выделяющихся частиц, дислокационной структурой и состоянием границ зерен.
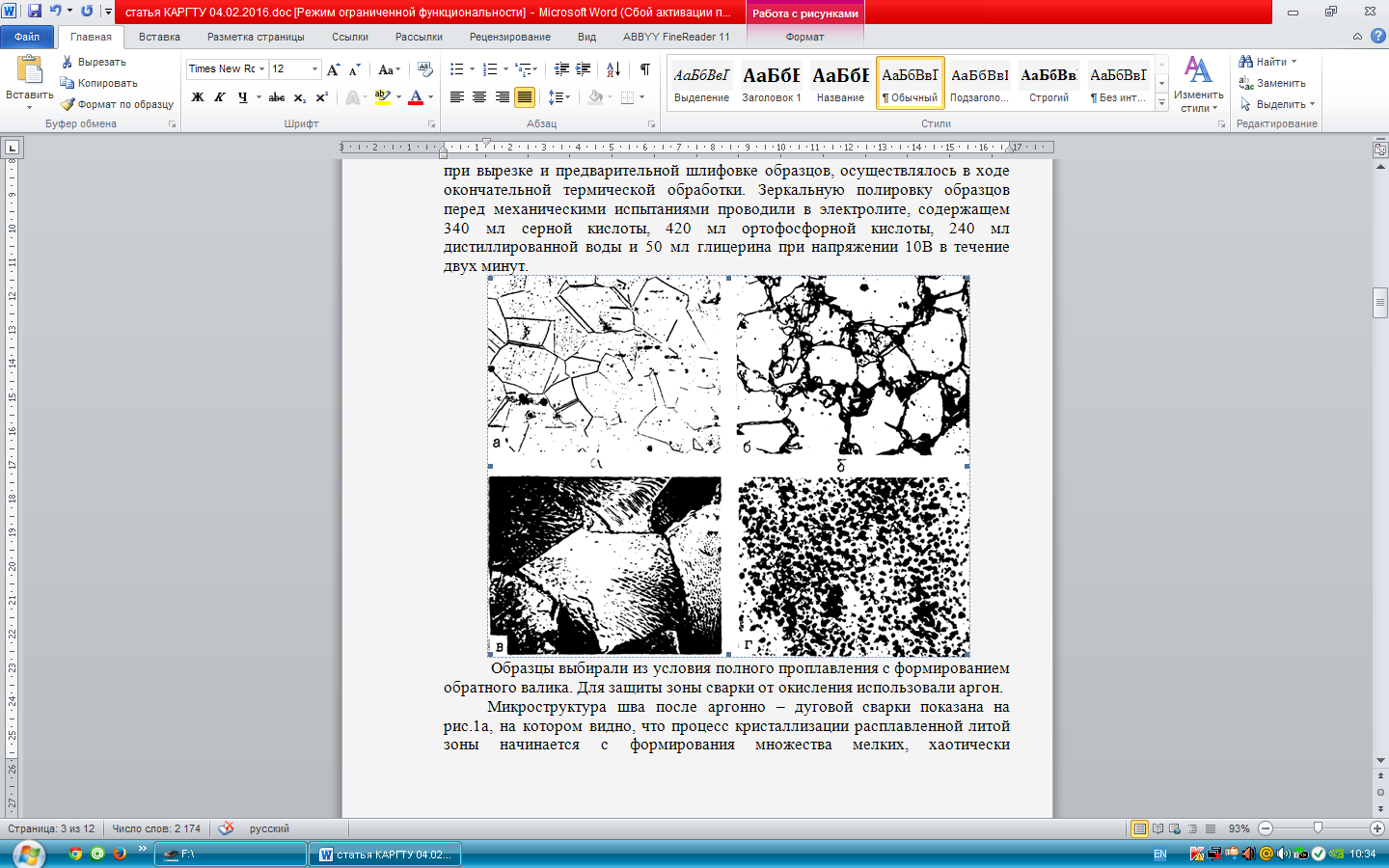
В зависимости от условий термической обработки сплав 36НХТЮ при нормальной температуре может находиться в однофазном либо двух - или трехфазных состояниях. При закалке от температур 950-1050°C фиксируется однофазное состояние – метастабильный ?-твердый раствор (рисунок 1.а).
а б
в г
а) микроструктура сплава 36НХТЮ после закалки
от температуры 1050°С, выдержка 7 мин, x250;
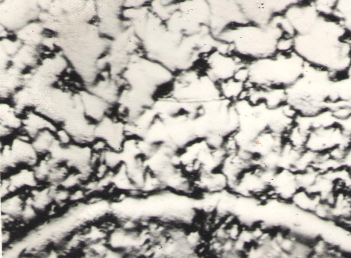
б) прерывистый распад ?' – фазы, x250;
в) ячейки прерывистого распада (ламели), x30000;
г) наночастицы ?' – фазы, выделившиеся
по механизму непрерывного распада, x70000.
Рисунок 1 – Структурные состояния сплава 36НХТЮ
Сплав после закалки от 950°С обладает высокими технологическими свойствами, например, пластичность ?=30?40%, деформирующие напряжения достаточно низкие и составляют ?=300?400 МПа, что позволяет производить операции штамповки, гибки и холодной вытяжки упругих чувствительных элементов. Дальнейшее повышение температуры закалки приводит к растворению карбидных фаз.
При Т ? 1050°С происходит растворение карбидов хрома Cr23C6, которое завершается после закалки от температуры 1150°С.
При Т ? 1150°С растворяются карбиды титана TiC. Одновременно с растворением карбидов происходит рост зерна, который резко возрастает при температурах свыше 1000°С. После закалки от температуры 1280°С в твердом растворе находится незначительное количество нерастворенных частиц окислов и карбида титана.
Механизм выделения ??-фазы определяется температурой закалки. После закалки от температур T?1150°С выделение ?'-фазы осуществляется механизмом прерывистого выделения, а после закалки от температур 1200?1280°С выделение ?'-фазы осуществляется механизмом непрерывного выделения. В результате непрерывного выделения образуются наночастицы ?'-фазы сферической формы диаметром 5-60 нм (рисунок 1г), а при прерывистом распаде формируется ячеистая структура, состоящая из дисперсных стержнеобразных частиц ?'-фазы (ламелей) диаметром 10-60 нм (рисунок 1в). Размер сферических частиц ?'-фазы зависит от температуры старения, т. е. возрастает с ростом температуры. Следует учесть, что при выделении ?'-фазы по непрерывному механизму сохраняется когерентная связь частицы с матрицей.
Прерывистый распад в сплаве 36НХТЮ на металлографических шлифах проявляется в виде темных областей повышенной травимости (рисунок 1б).
Процесс прерывистого распада контролируется зернограничной диффузией, тогда как в случае непрерывного распада объемной диффузией. Поскольку коэффициент зернограничной диффузии на несколько порядков выше объемной диффузии, то прерывистый распад может протекать при низких температурах старения и с более высокой скоростью, чем непрерывный.
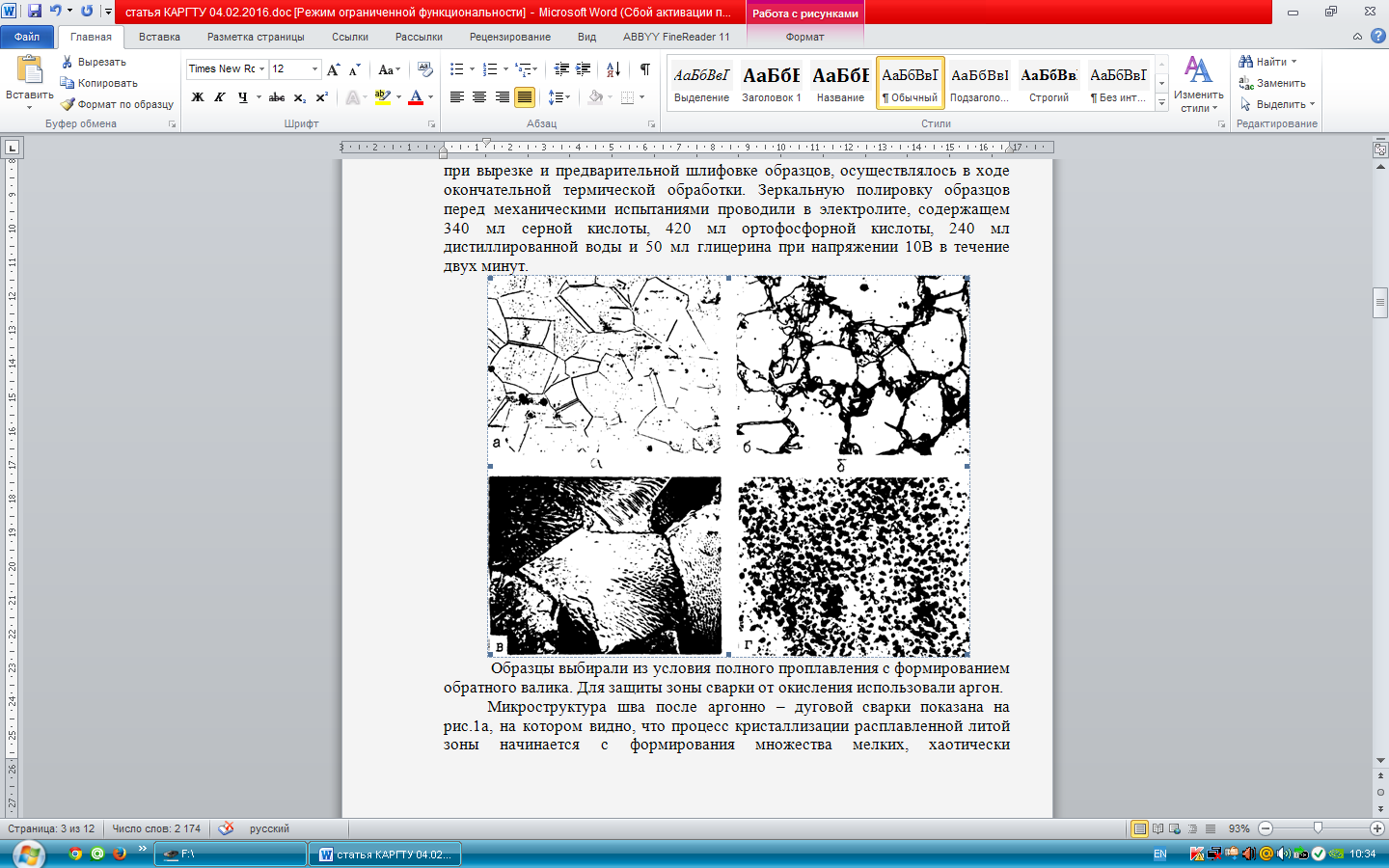
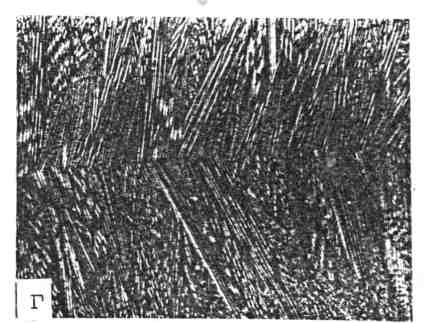
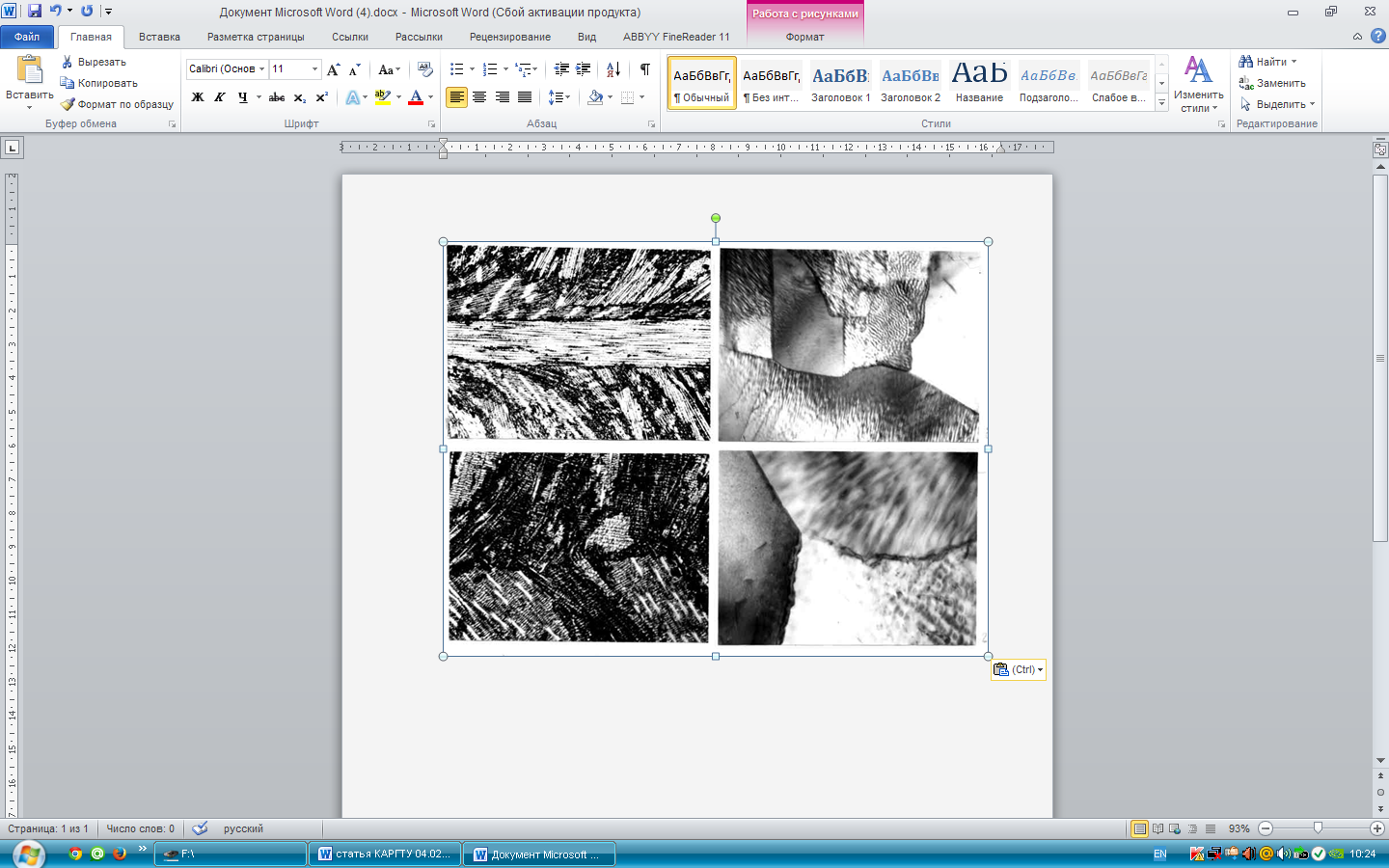
Микроструктура сварного соединения после аргонно – дуговой сварки показана на рисунке 2. Процесс кристаллизации расплавленной литой зоны начинается с формирования множества мелких, хаотически ориентированных кристаллитов (рисунок 2а, верх). Далее наблюдали зону столбчатых дендритов (рисунок 2б). Столбчатые дендриты, растущие навстречу друг другу, могут непосредственно стыковаться по плоскостям контакта (рисунок 2в) или создавать прямолинейную направленную кристаллизацию. Изменение скорости сварки при прочих равных условиях изменяет угол встречи растущих от кромок дендритов, при этом с увеличением скорости сварки угол встречи дендритов увеличивается. При небольшой скорости сварки угол встречи дендритов относительно мал, поэтому в поперечном шлифе обнаруживается зона с сечением главных осей дендритов под небольшим углом к направлению сварки. С увеличением скорости сварки размеры этой зоны уменьшаются вплоть до полного исчезновения. Эта особенность кристаллизации металла шва вносит дополнительные ограничения в диапазон режимов аргонно-дуговой сварки тонкостенных деталей, так как чем больше угол встречи дендритов, тем ниже прочностные свойства сварных соединений.
На границе шва и околошовной зоны имеется тонкая переходная прослойка в несколько микрон (рисунок 2г), в которую оттесняются все микропримеси и неметаллические включения при кристаллизации металла.
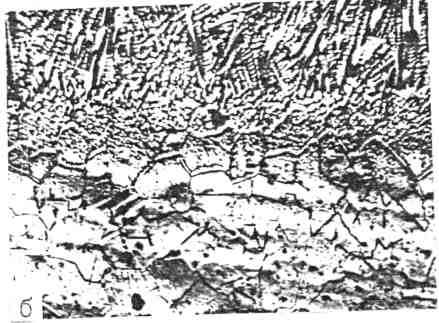
Каждый участок сварного соединения претерпевает изменения температуры во времени, причем максимальную температуру имеет шов, отвод тепла от которого в более холодные участки металла влияет на структуру зоны термического влияния. В этой зоне происходят наиболее значительные изменения структуры (рисунок 2а, низ) и свойств металла, которые определяют качество сварных соединений – прочность, пластичность, а в ряде случаев и другие особые свойства сплава, как, например, коррозионную стойкость. Таким образом, после сварки формируется макроструктурная неоднородность в виде литой зоны, зоны термического влияния (ЗТВ) и основного металла. При последующем старении макроструктурная неоднородность переходит в микроструктурную (рисунок 3в), обусловленную особенностями выделения упрочняющий ??-фазы типа Ni3 (Al, Ti) [2].
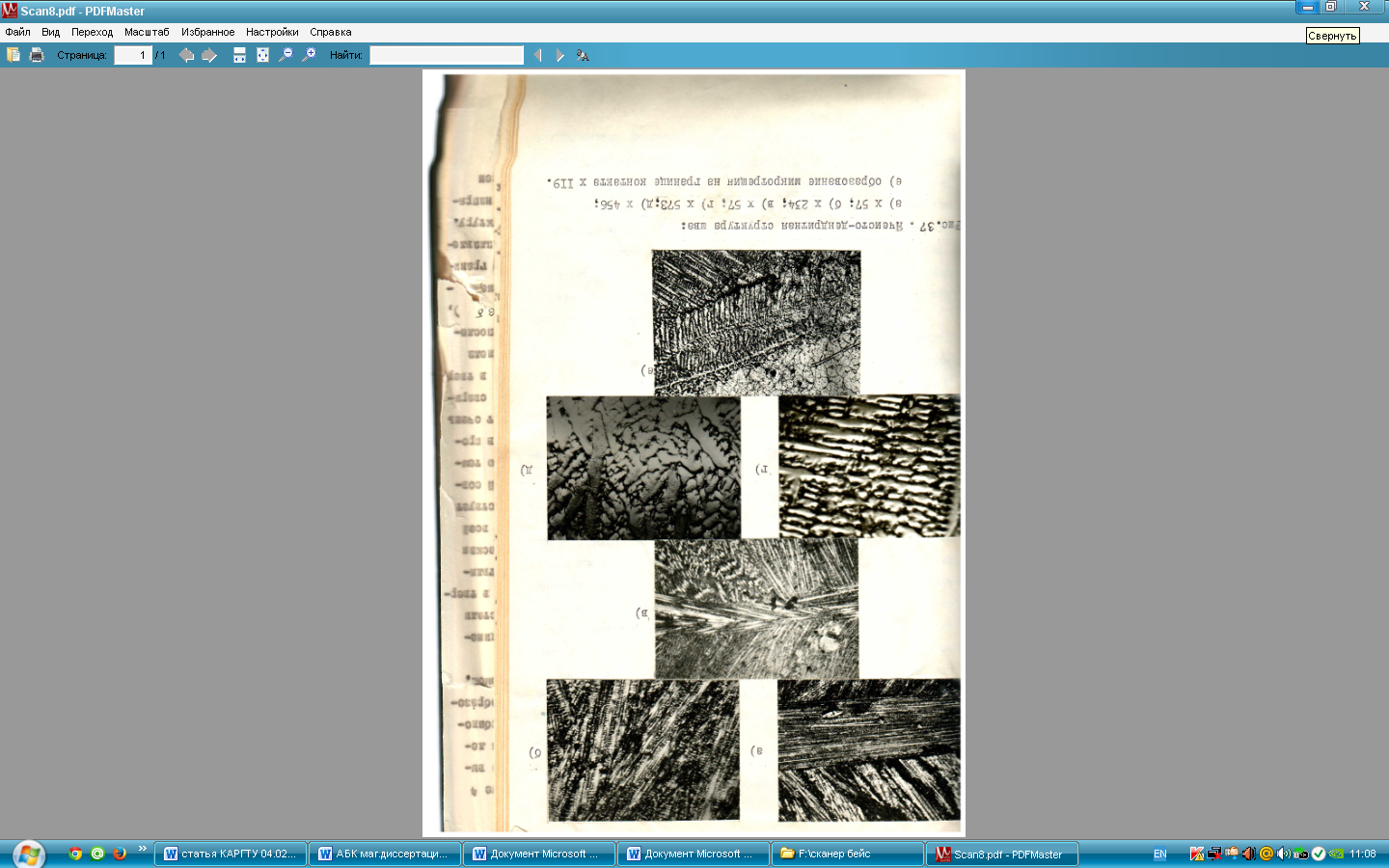
а б
в г
а) формирование макроструктурной неоднородности, x 50;
б) зона столбчатых кристаллитов, х 600;
в) центральная часть литой зоны, x 50;
г) белая прослойка на границе сплавления, х 600.
Рисунок 2 – Микроструктура сварного соединения после аргонно – дуговой сварки
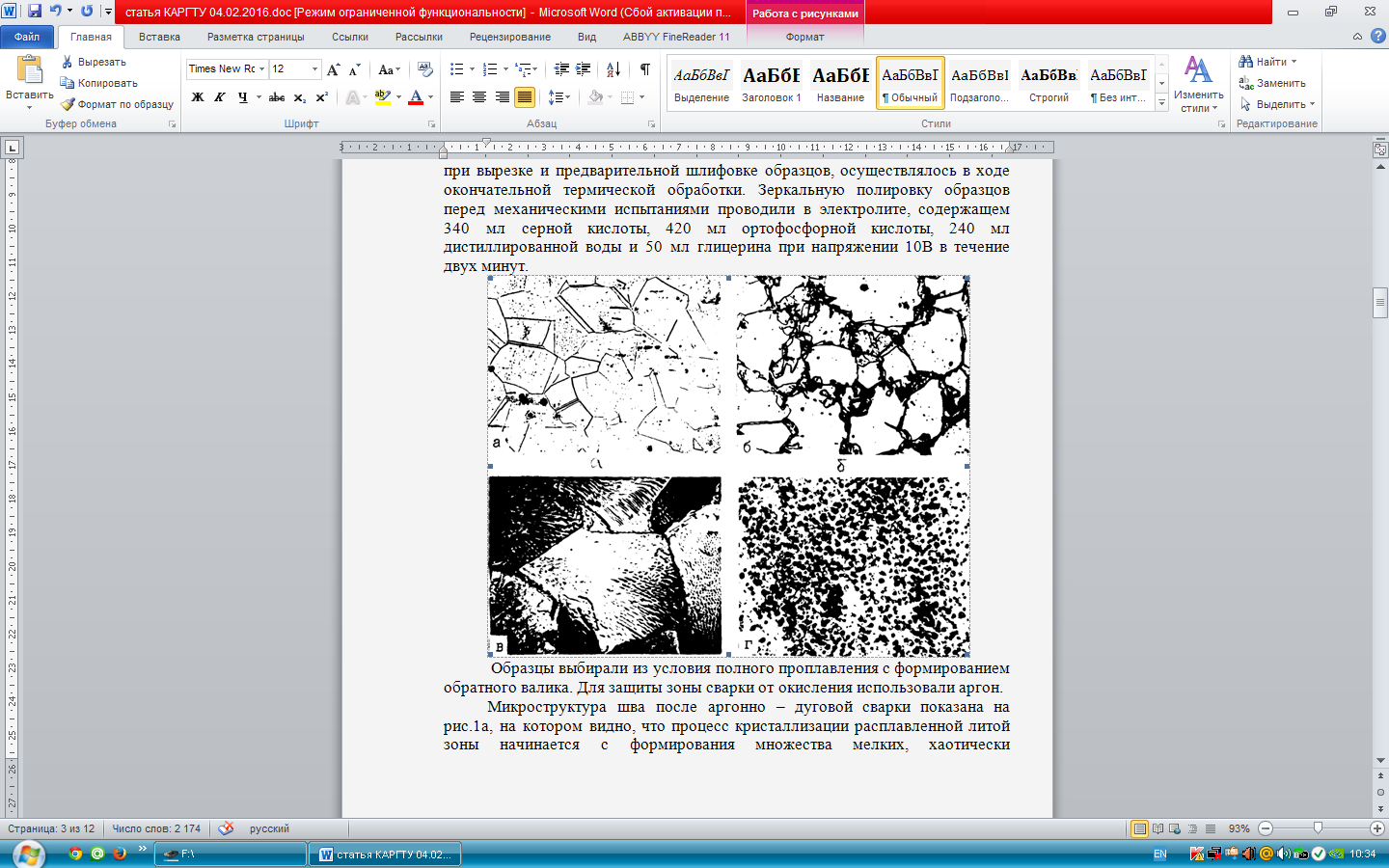
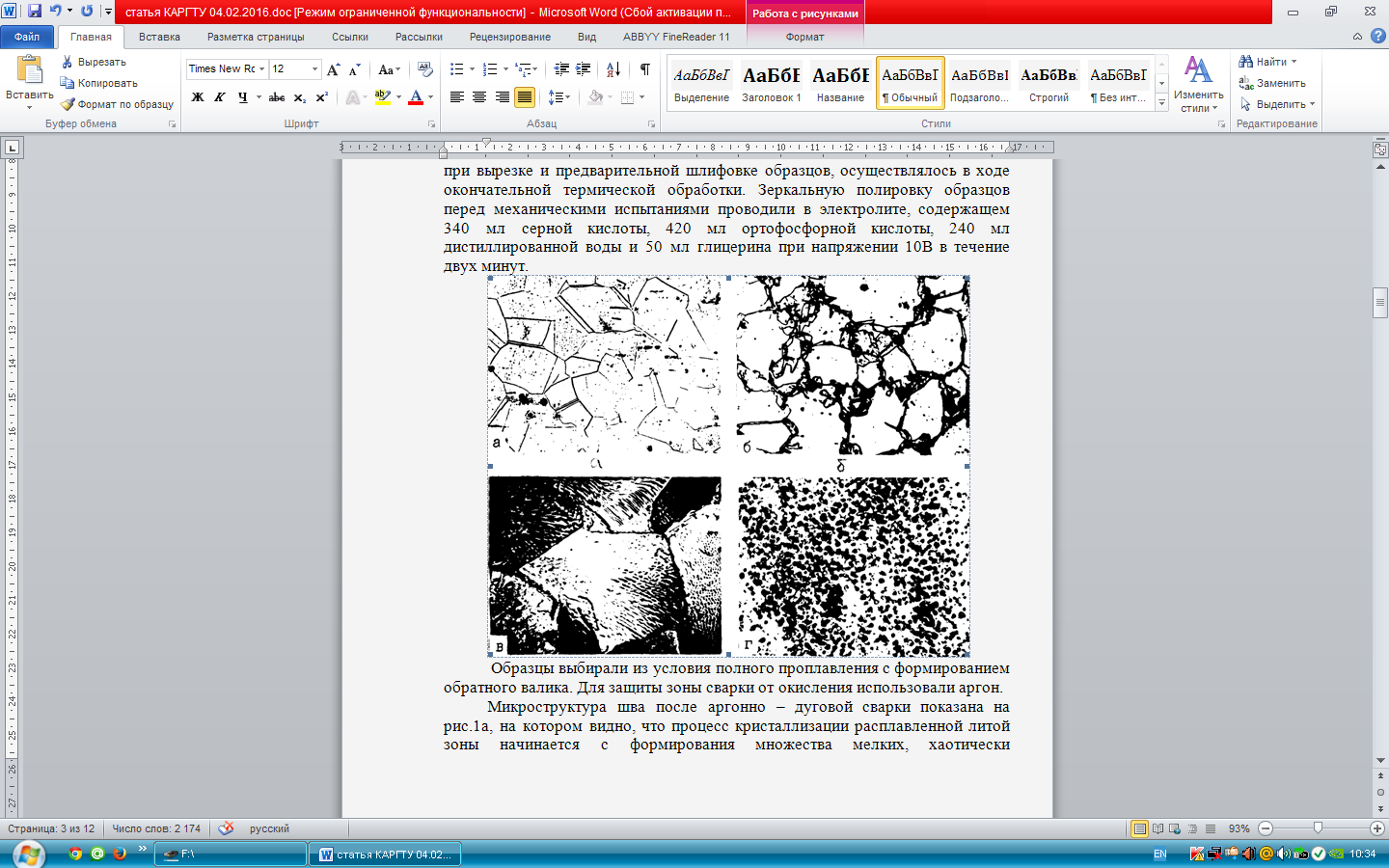
При старении сварного соединения в литой зоне интенсивно протекает прерывистый распад упрочняющей фазы (рисунок 3а, верх), в основном металле выделение ??-фазы протекает по смешаному механизму (рисунок 3а, вниз), а в зоне термического влияния прерывистый распад отсутствует (рисунок 3а, середина). Выделение упрочняющей фазы в ЗТВ происходит по механизму непрерывного распада, который протекает вяло, и тем самым эта зона является слабо упрочненной. Об этом свидетельствуют результаты усталостных испытаний образцов сварных соединений. Часто усталостная трещина, зародившись на границе литой и зоны термического влияния, переходит в ЗТВ вплоть до полного разрушения образца (рисунок 3г).
Степень развития макроструктурной неоднородности определяется шириной литой зоны и зоны термического влияния. Ширина литой зоны составила 2,5 мм, а ширина зоны термического влияния, в которой прерывистый распад не протекает, 0,5 мм.
Оценка механических свойств сварных соедине-ний при одноосном статическом растяжении показала следующие результаты:
Закалка от 1050°C, 7 мин. + аргонно-дуговая сварка (?0,2 = 305 МПа, ?в = 820 МПа, ? = 30%); Закалка от 1050°C, 7 мин. + аргонно-дуговая сварка + старение при 700°C, 4ч. (?0,2 = 895 МПа, ?в = 1540 МПа, ? = 17%, N = 1020), где N – число циклов до разрушения. Образцы разрушились по зоне термического влияния.
а б
в г
а) общий вид соединения, х 50;
б) центральная часть литой зоны, х 50;
в) прерывистый распад в литой зоне, х 20000;
г) усталостная трещина в зоне термического влияния
Рисунок 3 – Образование микроструктурной
неоднородного сварного соединения при старении
Для повышения механических свойств сварных соединений необходимо уменьшить ширину зоны термического влияния и литой зоны и искать способы, устраняющие микроструктурную неоднородность. Для этой цели можно использовать термическую или механико – термическую обработку, которая инициировала бы прерывистое выделение ??-фазы в зоне термического влияния.
Таким образом, на основе полученных результатов можно заключить:
1. После окончательной термической обработки (старения) макроструктурная неоднородность в зоне сварного соединения не устраняется, а усиливается, вызывая появление микроструктурной неоднородности.
2. Образование микроструктурной неоднородности обусловлено особенностями механизма выделения упрочняющей ??-фазы.
3. В зоне термического влияния при старении прерывистый распад отсутствует, а ??-фаза выделяется по непрерывному механизму.
4. Для устранения микроструктурной неоднородности необходимо после сварки использовать термическую или механико – термическую обработку.
СПИСОК ЛИТЕРАТУРЫ
Справочник / Под ред. – М.: Металлургия, 2000. – 284 с. Прерывистое выделение фаз в сплавах. – Новосибирск: Наука, 2001. – 168 с. , Теория сварочных процессов. – М.: Высшая школа, 2003. – 392 с. , , Структура сварных соединений сплава 36НХТЮ // Известия вузов. Черная металлургия. – 2000. – №8. – С. 72-74.