Плиты высокотемпературные, теплоизоляционные волокнистые марки ШВП
Выпускаются по ТУ 005-СТС-06 двух видов, в зависимости от плотности: ШВП-350, ШВП 500
Описание:
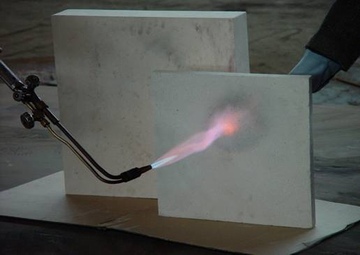
Плиты ШВП изготавливаются обжиговым способом, термообработаны при температуре 1050 ?С и являются экологически чистыми, что подтверждает санитарно-эпидемиологическое заключение
№74.51.01.571.П.000499.06.04. Кроме того по заключению Департамента «Восточный институт огнеупоров» при нагревании до 1000 ?С плиты не претерпевают никаких линейных изменений, при 1200 ?С появляется незначительная усадка в пределах 0,3-0,5 % линейная и1,3% объемная, а максимальный уровень температуры длительного применения плит находится в интервале температуры 1200-1250 ?С.
Муллитокремнеземистое волокно (основа плит), сочетает в себе низкую массу, высокие теплоизоляционные свойства. Применение в качестве теплоизоляции и футеровочного слоя позволяет сократить трудозатраты при монтаже футеровки, экономия энергоносителей составляет до 40% (в печах периодического действия) и до 25%
(в печах непрерывного действия). Снижает габариты печи за счет толщины кладки. Снижает массу футеровки печи до 10 раз. Сокращает срок выхода на режим до 1,5-2 часов. Увеличивает число теплосмен до 1000-2000. Снижает трудоемкость монтажа футеровки в несколько раз. Легкая ручная и механическая обрабатываемость. .
Примечание:
Черная металлургия: Машины для обжига руды – изоляционные слои всех газопроводов.
Установки для восстановления железорудных окатышей («»Мидрекс» - процесс) Воздухонагреватели доменных печей – купол и стены, воздуховоды горячего дутья.
Методические печи нагрева металла перед прокаткой – стены и свод.
Газовые печи для термообработки металла – рабочий слой стен и сводов, в том числе:
односменные печи для непрерывного отжига; печи с выкатным подом; печи с внешней механизацией; крышки для эксплуатации футеровки из плит ШВП.
Котлы – утилизаторы печей и конвекторов – изоляционные слои и высокотемпературные зоны.
Машиностроительные предприятия: Газовые печи для термообработки – рабочий слой стен и свода, в том числе: печи с выкадным подом, колпаковые печи, печи с внешней механизацией, шахтные печи, проходные печи, что ведет в снижению тепловых потерь при эксплуатации футеровки плитами ШВП.
Электропечи сопротивления для термообработки изделий: печи с выкатным подом (с расположением электронагревателей на стенах и своде) – рабочий слой стен и свода, шахтные печи типа СШО с расположением нагревателей в стенах;
Нагревательные печи – изоляционные слои стен и свода.
Индукционные плавильные и нагревательные печи – изоляционные слои индуктора. Колпаки для замедленного охлаждения металла – футеровка стен и свода.
| 
|
Плиты марки ШВП выпускаются нашим заводом размером 500±5х500±5х100±5.
и толщиной от 60±5 до 150±5, размеры плит определяются по согласованию с заказчиком. При значительных объемах > 45 куб. м., возможно изготовление плит. толщиной от 40мм - 50мм, но при этом линейные размеры должны быть меньше или равны размерам 500±5х500±5. Плиты изготавливаются квадратной и прямоугольной формы. Монтаж плит производиться на штыри диаметром от 6 до 10мм из стали марки 12х18Н10Т. Используя мастики, плиты можно приклеивать как к вертикальной, так и горизонтальной металлической поверхности, также используют кладочные растворы (в том числе нашего производства).
|
| Нефтеперерабатывающая промышленность: Трубчатые нагреватели различного назначения – рабочий слой стен и свода радиантных камер. Печи для сжигания сернистого колчедана – футеровка стен и свода.
Паровые котлы материалы для футеровки
Шатровые печи НПЗ – футеровка стен и свода, горелочные камни.
Индукционные плавильные и нагревательные печи – изоляционные слои индуктора. Колпаки для замедленн
ого охлаждения металла – футеровка стен и свода.
Промышленность строительных материалов: Туннельные печи обжига кирпича, керамических дренажных труб – рабочий слой стен и свода в зоне обжига.
Шатровые печи НПЗ – футеровка стен и свода, горелочные камни.
Энергетика: Паровые котлы средней производительности (типа ДКВР, КМ, ДЕ и др) – рабочий слой стен и свода.
Водогрейные котлы средней производительности – рабочий слой стен и свода.
Химическая промышленность: Установка для получения азотных удобрений – рабочий слой камер.
Судостроение: Оборудование обмуровок котлов – рабочий и изоляционные слои.
Стекольная промышленность: Печи для плавки стекломаccы глазурей и фритт – рабочий и изоляционные слои.
Перерабатывающая промышленность: Тепловые агрегаты для производства сахара и другой продукции – рабочий и теплоизоляционные слои.
Производство товаров народного потребления: Термические печи для обжига керамики, фаянса, фарфора, сантехнических изделий. Сушила, изоляция водогрейных котлов.
Упаковка плит производится в картонные гофроящики ТО 5471-1240-04777004-2002 с перетяжкой в двух местах полипропиленовой лентой 12x0,4, скрепляются металлической пряжкой – скобой 12мм. На ящике нанесены манипуляционные знаки ГОСТ 14192-77.
|
Наименования показателя
| Марка
| ШВП-350
| ШВП-500
| Температура применения, ?C
| 1200
| 1200
| Массовая доля AL2O3 на прокаленное вещество % не менее
| 43
| 45
| Плотность кажущаяся, кг/м не более
| 350-25 +50
| 500
| Теплопроводность при температуре отнесенная к средней (600±25) ?C, Bт/(м. град).
| 0,23
| 0,25
| Предел прочности при сжатии Н/мм2, не меннее
| 0,35
| 0,4
| Предел прочности при изгибе Н/мм2, не менее
| 0,4
| 0,5
|
|
Сравнительные показатели шамотноых изделий общего назначения и шамотно-волокнистых плит ШВП
| Наименование показателей
| Единицы измерения
| Шамотные изделия общего назначения
| Плита ШВП-350
| Предельно допустимая t
Теплопроводность
Содержание AL2O3
Количество теплосмен
Объемная масса для примера
- Масса футеровки
- Трудозатраты на
-Расход металла на каркас
-Температура эксплоуатации
-Годовой расход топлива на компенсацию тепловых потерь через футеровку т. у.
-Годовой расход на нагрев футеровки (при 100 циклах нагрева в год) т. у.
Степень черноты годового расхода
| ?С
ккал/м. час
%
Т/м
Кг/м
М2 в
Чел/час
?С
Кг/м
Т/м
| 1350
0,6
33-42
10
1,9
500-1200
13,7
150
1200
1,0
12
0,6-0,72
| 1250
0,25
43
1000-2000
0,35
50
2,6
90-100
1200
0,7
0,06
0,9-0,95
|
|

