


Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
УДК 624-2/-9
ОПТИМИЗАЦИЯ ПРОЦЕССА КОНТАКТНО-ТОЧЕЧНОЙ СВАРКИ КРЕСТОВЫХ СОЕДИНЕНИЙ АРМАТУРЫ
; , к. т.н., доцент
(УО «ПГУ», г. Новополоцк)
В последнее время в строительном производстве большинства промышленно-развитых стран мира четко обозначилась тенденция к экономии энергии, затрачиваемой при производстве железобетонных изделий, поскольку снижение энергозатрат напрямую связаны со снижением себестоимости и повышении конкурентоспособности продукции, в которой нуждаются все отрасли промышленности. Как одно из направлений экономии энергии все более широкое распространение получают конкретизация и уточнение значение предела прочности сварных соединений, которые позволяют добиться минимального расхода электроэнергии при обеспечении необходимых эксплуатационных качеств железобетонных конструкций.
В данном исследовании ставилась задача получить данные об использовании электроэнергии станков контактно-точечной сварки и возможности оптимизации параметров для уменьшения ее расхода.
Контактно точечная сварка, применяется, как правило, в крупносерийном и массовом производстве. Это обусловлено высокой производительностью машин контактной сварки, легкостью механизации и автоматизации процесса сварки, а также стоимостью оборудования.
К основным параметрам сварки можно отнести:
- время сварки и сила тока (эти параметры являются основными критериями выделяемого в процессе сварки количества тепла);
- сила сжатия (в начале процесса обеспечивает необходимый контакт для протекания тока, во время основного процесса расплавления создает необходимое усилие для «слипания» материала заготовок и не позволяет ослабнуть контакту).
Рядом исследователей были предложены формулы для расчета тока как основного параметра, обуславливающего выделения тепла при сварке[1,2]. Используя закон Джоуля-Ленца, можно определить количество тепла, выделяемое на любом участке цепи с активным сопротивлением и известной величине силы тока и длительности его протекания, однако попытки практического применения таких формул сопряжены с известными трудностями, вызванными сложностью расчета и несовпадения полученных данных с практическими результатами [3]. Во многом это связано со сложностью самого процесса, т. е. наличие большого количества переменных, определение величины которых невозможно, либо нецелесообразно в связи со сложностью. Таким образом, теоретический подбор параметров режима сварки становится невозможным, что вынуждает использовать экспериментальные или математические методы, которые не подразумевают под собой нахождение точных данных о состоянии поверхности стержней, величинах сопротивлений и т. д.
Исходя из всех известных факторов, влияющих на качество сварки стержневой арматуры, с учетом реальных условий индустриального производства, был проделан ряд экспериментов, основной целью которых было снижение затрат тока на производство сварки стержней с требуемой прочностью.
Требуемая прочность сварных соединений К1-Кт нормируется по СТБ 2174-2011. Крестообразные сварные соединения могут быть как нормируемой, так и ненормируемой прочности.
Средние значения временного сопротивления рабочей арматуры в крестообразных соединениях с нормируемой прочностью, в зависимости от разности между максимальным и минимальным его значениями в выборке должны быть не менее приведенных в таблице 1.
Таблица 1. Средние значения временного сопротивления
Диапазон значений временного сопротивления сварных соединений в выборке, МПа | Класс арматуры | |||
S240 | S400 | S500(1) | S500(2) | |
До 39 включ. | 314 | 530 | 554 | 541 |
Св. 39 до 78 включ. | 334 | 559 | 575 | 562 |
Св. 78 до 118 включ. | 373 | 589 | 600 | 581 |
Крестообразные сварные соединения, прочность которых не нормирована, должны обеспечивать восприятие поперечной арматурой изделий не менее 30 % усилия, соответствующего временному сопротивлению рабочей арматуры.
Класс прочности на срез таких соединений определяют на основе отношения номинальной прочности на срез крестообразного соединения к номинальному нормируемому временному сопротивлению рабочей арматуры по таблице 2.
Таблица 2. Классификация по прочности на срез крестообразных соединений
Класс прочности на срез | Коэффициент среза Sf |
SF30 | ?0,3 |
SF40 | ?0,4 |
SF50 | ?0,5 |
SF60 | ?0,6 |
SF70 | ?0,7 |
SF80 | ?0,8 |
Для исследования прочности крестообразных соединений типа К1 по СТБ 2174-2011 стержни сваривались на контактно-точечной машине с различными параметрами сварки.
Производилась сварка соединений различных диаметров, классов прочности сварных соединений. При выполнении соединений использовались заводские и оптимизированные параметры. Предварительно определялись физико-механические характеристики арматуры по результатам испытания образцов на разрывной машине. При каждом режиме сваривалось по три образца, после чего производилось их испытание на срез. Данные испытаний представлены в таблице 3.
Таблица 3.Результаты испытаний прочности крестообразных
соединений
Тип соединения | o, мм | Предел прочности, Н/мм^2 | Сила тока, А | Время сварки, с | |
Стандартные параметры | SF30(30% прочности) | 3+8 | 321 | 3324 | 1,4 |
3+10 | 327 | 3324 | 1,4 | ||
3+12 | 354 | 3338 | 1,4 | ||
4+10 | 372 | 3466 | 1,4 | ||
4+12 | 374 | 3494 | 1,4 | ||
SF80 | 5+10 | 736 | 5440 | 1,4 | |
5+12 | 782 | 5526 | 1,4 | ||
Оптимизированные параметры | SF30(30% прочности) | 3+8 | 207 | 3026 | 1,2 |
3+10 | 211 | 3026 | 1,2 | ||
3+12 | 212 | 3040 | 1,2 | ||
4+10 | 210 | 3168 | 1,2 | ||
4+12 | 228 | 3210 | 1,2 | ||
SF80 | 5+10 | 525 | 5099 | 1,2 | |
5+12 | 534 | 5199 | 1,2 |
Как видно из Таблицы 3, оптимизация параметров силы тока и времени сварки, при прочих равных условиях, позволяет экономить значительное количество электроэнергии. В нашем случае величина экономии составила 24%.
Так же следует отметить, что во многих случаях нет необходимости в сварных соединениях нормируемой прочности. Были проведены исследования, перед которыми была поставлена задача получения сравнительных данных о работе конструкций с различными типами связи продольной и поперечной арматуры.
В соответствиями с поставленными задачами были запроектированы и изготовлены железобетонные балки прямоугольного сечения в количестве восьми штук с размерами сечения 140х300мм, длинной 1750мм, армированные продольными стержнями диаметром 10, 12, 18мм из стали класса S500, поперечная арматура также класса S500. Характеристики балок представлены в табл. 4.
В качестве варьируемых факторов эксперимента принят тип соединения продольной и поперечной арматуры (рис. 1):
- “равнопрочные”, в виде замкнутых хомутов, огибающих продольную арматуру; “сварное”, выполненные при помощи контактно-точечной сварки с предварительным подбором режима, обеспечивающего при испытаниях крестообразных соединений на срез усилие, равное 100% и 30% разрывного усилия хомутов. Контактно-точечная сварка продольной и поперечной арматуры в каркасах балок, обеспечивающая 30% разрывного усилия хомутов с целью опытной проверки влияния данного типа соединения на работу изгибаемых элементов по наклонным сечениям; “вязанное”, обеспечивающие только фиксацию положения стержня.
Длинна заведения продольной арматуры за опору во всех балках составляла по 150мм и назначалась согласно конструктивным требованиям СНБ 5.03.01-02, предъявляемым к приопорным зонам балок, так, чтобы разрушение от нагрузки происходило по наклонному сечению без нарушения анкеровки продольной арматуры за наклонной трещиной.
Фиксация вязальной проволокой (соединение отсутствует) | Сварное соединение 100% прочности | Сварное соединение 30% прочности | Замкнутые хомуты |
Рис. 1 – Типы соединения продольной и поперечной арматуры.
Таблица 4. – Характеристики опытных образцов
№ | Наименование | Размеры, мм | Тип соединения | ||
b | h | l | |||
1 | БМ-1 | 141,2 | 303,1 | 1735,6 | 30% сварные |
2 | БМ-2 | 140,1 | 302,1 | 1781,8 | |
3 | БМ-3 | 139,6 | 304,5 | 1755,4 | замкнутые хомуты |
4 | БМ-4 | 138,5 | 300,8 | 1758,2 | |
5 | БМ-5 | 140,8 | 299,6 | 1745,8 | Фиксация с помощью вязальной проволоки |
6 | БМ-6 | 140,1 | 303,1 | 1749,9 | |
7 | БМ-7 | 140 | 298,5 | 1751,5 | 100% сварные |
8 | БМ-8 | 141,2 | 301,6 | 1758,6 |
Для армирования использовались арматурные каркасы, изготовленные на ПРУП «Новополоцкжелезобетон», г. Новополоцк (рис.2).
Выбор такого вида армирования объясняется рядом факторов:
- конструкция анкеровки продольных стержней диаметром 18 мм исключает их проскальзывание, таким образом становится невозможным разрушение образцов в результате проскальзывания продольной арматуры; продольное армирование подобрано по расчету таким образом, чтобы образцы разрушились по наклонной трещине. при выбранном расположении арматуры минимальное влияние нагельного эффекта.
Армирование выполнено сварными каркасами, как показано на рис. 2. Выбор количества поперечной арматуры определялся минимальным процентом поперечного армирования, а также требованиями по конструированию.
 Рисунок 2. – Схема поперечного армирования опытных образцов.
Рисунок 2. – Схема поперечного армирования опытных образцов.
Испытания опытных образцов на изгиб проводились в гидравлическом прессе ПР-1000.
Нагрузка на балки передавалась через распределительную траверсу и систему цилиндрических опор в виде двух сосредоточенных, симметрично расположенных относительно опор сил. Расстояние между точка приложения сил принято постоянным, равным 250мм (рис. 3).
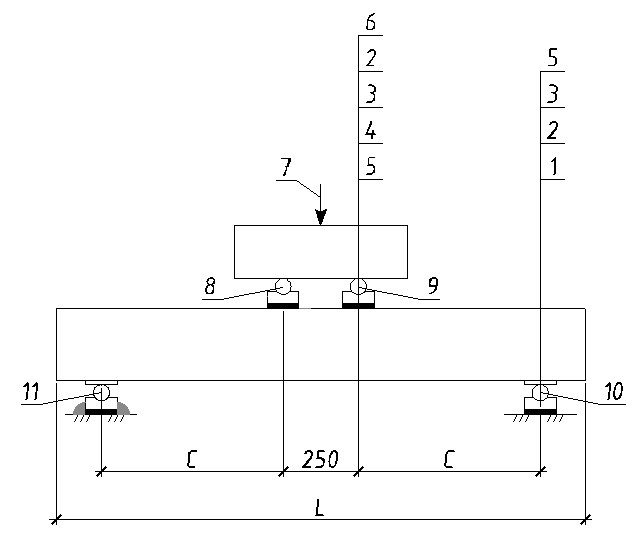
Рисунок 3. – Схема испытания опытных балок.
1 – опора; 2 – стальной каток; 3 – стальная пластина; 4 – цементный раствор; 5 – испытываемая балка; 6 – распределительная траверса; 7 – испытательная нагрузка; 9,10 – подвижные опоры; 8,11 – неподвижные опоры.
В результате выполненных испытаний максимальная длина и ширина раскрытия трещин в момент образования были примерно одинаковыми во всех балках (lcrc=11см, wcrc=0.05 мм). Заметного влияния вида поперечного армирования на усилие трещинообразования при этом не наблюдалось. С увеличением нагрузки появлялись новые трещины в пролетах среза, образовавшиеся на растянутой грани. Сначала они были перпендикулярны к продольной оси элемента, а затем изменяли направление к точке приложения силы. После появления наклонных трещин заметно приостанавливался процесс развития трещин в зоне чистого изгиба. При дальнейшем увеличении нагрузки развитие наклонных трещин прогрессировало и их длина превышала длину нормальных. При уровне нагружения, после образования главной наклонной трещины развитие других трещин или замедлялось или прекращалось.
На количество образовавшихся наклонных трещин в процессе загружения оказали влияние тип соединения продольной и поперечной арматуры.
Измерениями ширины раскрытия определено, что максимальное раскрытие имели трещины, пересекающие поперечные стержни, расположенные в середине длины пролета среза балок.
Балки БМ-5 и БМ-6 с “вязанными” соединениями поперечных стержней разрушались при нагрузках меньших чем балки со сварными и “равнопрочными” соединениями. Разрушение происходило в результате продергивания поперечной арматуры относительно продольной. Несущая способность образцов со сварными и “равнопрочными” соединениями оказалась приблизительно одинаковой. Усилия, соответствующие ширине раскрытия наклонных трещин равной 0.4мм были получены на уровне (0.6-0.9)Vu. Разрушение балок происходило в результате разрыва поперечной арматуры.
Таблица 5. – Прочность и трещиностойкость балок.
Шифр балок | Геометрические размеры, мм | Опытные поперечные силы, kH | Тип разрушения | ||||||
b | d | h | C | L | Vcrc | V0.4 | Vu | ||
БМ-1 | 141 | 275 | 303 | 600 | 1735 | 70 | 90 | 115 | 3 |
БМ-2 | 140 | 275 | 302 | 600 | 1781 | 60 | 80 | 118 | 3 |
БМ-3 | 139 | 275 | 304 | 600 | 1755 | 70 | 122 | 125 | 2 |
БМ-4 | 138 | 275 | 300 | 600 | 1758 | 60 | 80 | 132 | 2 |
БМ-5 | 140 | 275 | 299 | 600 | 1745 | 60 | 80 | 90 | 1 |
БМ-6 | 140 | 275 | 303 | 600 | 1749 | 60 | 90 | 91 | 1 |
БМ-7 | 140 | 275 | 298 | 600 | 1751 | 80 | 130 | 141 | 2 |
БМ-8 | 141 | 275 | 301 | 600 | 1758 | 80 | 120 | 140 | 2 |
Примечание: Типы разрушения: 1 – проскальзывание арматуры;
2 – разрыв поперечной арматуры;
3 – по стыку.
В таблице 6 сведены данные по прочности исследуемых балок.
Таблица 6. – Соотношение опытных и расчетных значений несущей способности балок.
Шифр балок | Максимальная поперечная сила, кН (опытные данные) | Максимальная поперечная сила, кН (расчет по СНБ) |
БМ-1 | 115 | 87,6 |
БМ-2 | 118 | 87,6 |
БМ-3 | 125 | 89,1 |
БМ-4 | 132 | 89,1 |
БМ-5 | 90 | 89,1 |
БМ-6 | 91 | 89,1 |
БМ-7 | 141 | 87,6 |
БМ-8 | 140 | 87,6 |
Снижение прочности соединения контактно-точечной сваркой поперечных и продольных стержней в каркасе до 30% временного сопротивления арматурных хомутов незначительно повлияло на прочность и сопротивление раскрытию трещин железобетонных балок. Использование таких данных при проектировании железобетонных конструкций позволило бы сэкономить до 70% электроэнергии при производстве каркасов.
Проанализировав результаты проведенной работы, можно сделать следующие выводы:
- оптимизация параметров контактно-точечной сварки при производстве железобетонных элементов позволяет добиться значительного снижения затрат на проведение данного вида работ; учет результатов, полученных в данном исследовании, при проектировании железобетонных конструкций позволит снизить затраты электроэнергии при производстве арматурных каркасов до 70%.
Список литературы
, Вопросы теории контактной сварки, Машгиз, М, — Л., 1950 M. Zhou, H. Zhang, S. J.Hu "Relationships between quality and attributes of spot welds":-Supplement to the welding journal, April 2003. , , К вопросу расчета некоторых параметров режима точечной сварки легких сплавов, сб. «Надежность сварных соединений и конструкций», «Машиностроение», М, 1967. СТБ 2174-2011 "Изделия арматурные сварные для железобетонных конструкций. Технические условия":-Мн: Минстройархитектуры, 2011г. ГОСТ 14098-91. "Соединения сварные арматуры и закладных изделий железобетонных конструкции": - Мн: Минстройархитектуры, 1992г. ГОСТ 10922-90 "Арматурные и закладные изделия сварные, соединение сварные арматуры и закладных изделий железобетонных конструкций. Общие технические условия":-Мн: Минстройархитектуры, 1990г.