

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
КУРС ЛЕКЦИЙ
Классификация вязального оборудования
В основу классификации заложены принципы:
Частота расположения игл в игольницах (класс вязальной машины); Способ петлеобразования; Форма игольницы и их размеры; Число игольниц и их конструкция; Тип применяемых игл; Вид вырабатываемых изделий.Класс машины – число игл в игольнице на единице длины (английский дюйм 25,4 мм). Игольный шаг – расстояние между соседними иглами t=25,4/K.
Способы петлеобразования – кулирный, вязальный.
Форма игольниц и их размеры – плоские, круглые, круглые малого диаметра.
Число игольниц – однофонтурные, двухфонтурные, многофонтурные.

Конструктивные особенности плоских однофонтурных вязальных машин
Основные петлеобразующие органы – одна игольница, язычковая игла, платины, подъигольные пружины (толкатели), нитевод.
Конструктивные особенности плоских двухфонтурных вязальных машин
Основные петлеобразующие органы – две игольницы, язычковая или пазовая игла, платины, подъигольные пружины (толкатели), нитевод.
Конструктивные особенности круглых вязальных машин
Основные петлеобразующие органы – крючковая игла, платины, пресс, нитевод.
Конструктивные особенности основовязальных машин
Основные петлеобразующие органы – любой тип иглы, платины, ушковые гребенки для подачи нити к каждой игле (количество ушковых гребенок равно числу игл в игольнице).
Тип применяемых игл – крючковые, язычковые, пазовые (составные).
Вид вырабатываемых изделий – полотна, купоны, изделия (чулочно-носочные, перчаточные и др.)
Способы производства трикотажных изделий
Различают три основных способа производства трикотажных изделий: раскройный, полурегулярный и регулярный.
При раскройном способе изделие получают путем раскроя из трикотажного полотна, полученного на вязальной машине, плоских деталей, которые в дальнейшем соединяют швами, придавая изделию необходимую форму. Такие изделия называют кроеными.
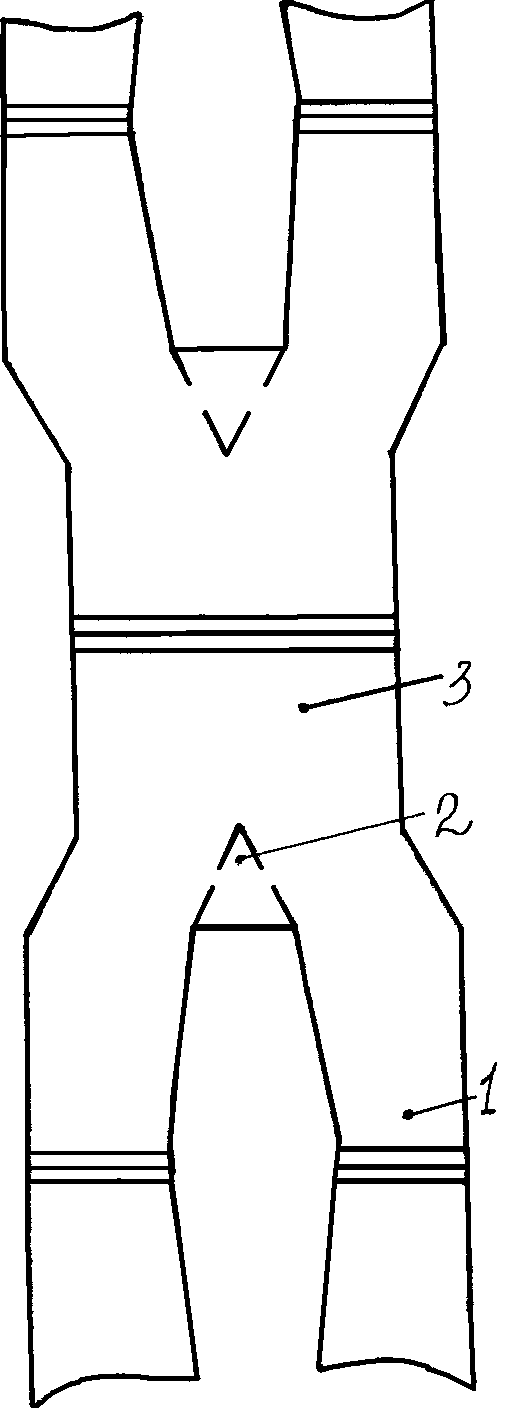
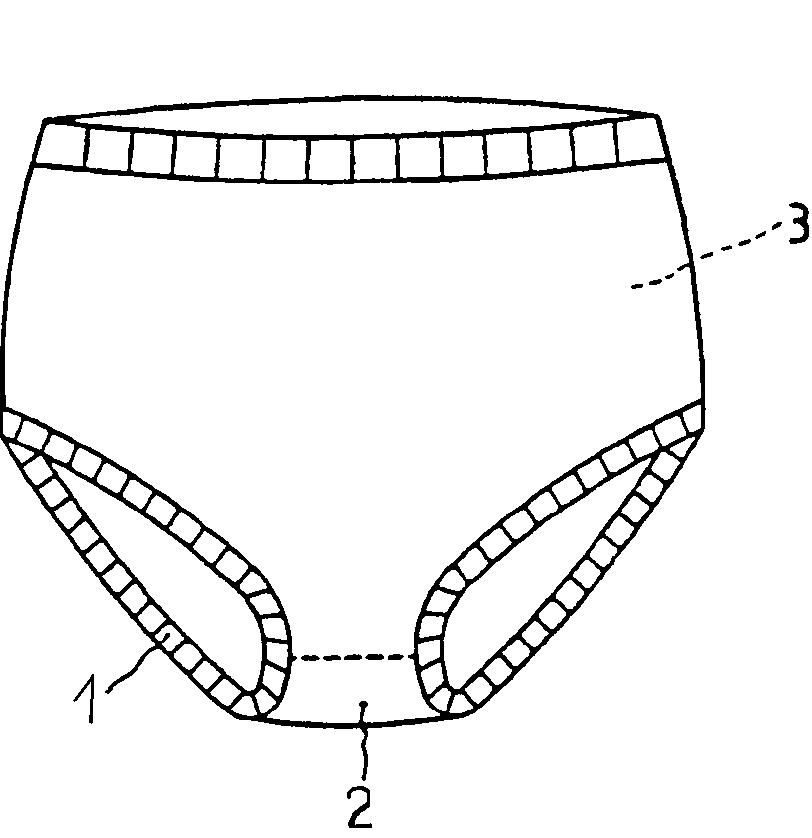
Полурегулярный способ характеризуется вязанием трикотажного полотна в виде купона, ширина которого равна ширине изделия (детали). Нижний край купона не распускается и не требует швейной обработки. Подкрой деталей осуществляется по линиям проймы, горловины, оката рукава. Изготовленные таким способом изделия называют вязаными полурегулярными.
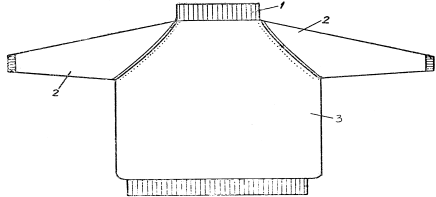
При регулярном способе изготовления трикотажных изделий (деталей) законченная форма изделия (детали) достигается путем вязания на специализированных машинах или автоматах. Детали, как правило, не требуют подкроя и далее их соединяют на швейном оборудовании, получая вязаные регулярные изделия.
К регулярному способу относят изготовление цельновязаных изделий, объемная форма которых образуется в процессе вязания. Для производства таких изделий используют современные вязальные автоматы с электронным управлением.
Плоские и круглые, однофонтурные и многофонтурные вязальные машины.
Плосковязальные машины (фирмы производители) – Shima Seiki (Япония), Stoll (Германия), Steige r(Швейцария) , Protti, Rimak (Италия) и др.
Кругловязальные машины (вязание полотен купонов) – Meir & Co (Германия), Jumberca (Испания), Santoni( Италия).
Кругловязальные машины (чулочно-носочные) – Donna, Rumi, Sangiacomo, Santoni, Matec, Lonati, Irmactex, Cesare colosio (Италия), Dera, Sabina (Чехия), Гамма, Радуга (Россия).
Оборудование для ВТО.
Влажно-тепловая обработка трикотажа имеет большое значение для придания устойчивости линейным размерам купонов, полотна и изделий.
При ВТО улучшается внешний вид полотна благодаря выравниванию его петельной структуры, а готовым изделиям придается товарный вид.
При изготовлении трикотажных изделий различают ВТО полотна, купонов, изделий.
Оборудование для ВТО трикотажного полотна
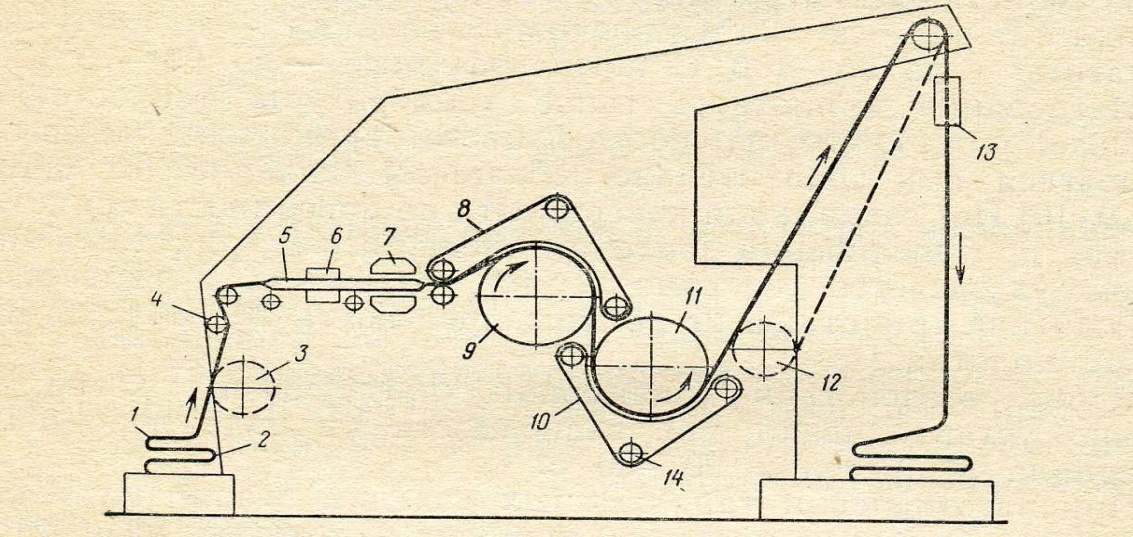
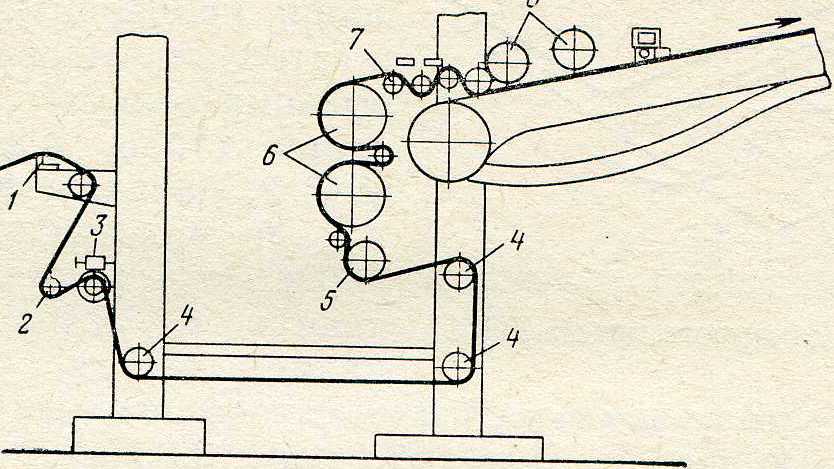
Полотно, выработанное на к/в машинах, отделывают на каландрах. При каландрировании происходит разглаживание увлажненного паром полотна горячими валами каландра и одновременное его ширение. Цель каландрирования – придать полотну равновесного состояния, обеспечивающую устойчивость размеров готовых изделий в носке.
Круглые полотна для бельевых изделий после каландра накатывают в рулоны, а для верхних изделий в «книжку».
Трикотажные полотна с о/в машин после крашения сушат и отделывают на сушильно-ширильных машинах. На сушильно-ширильных машинах устраняют деформацию полотна, ликвидируют перекосы петельных столбиков и рядов, выравнивают плотность и придают устойчивые размеры полотну.
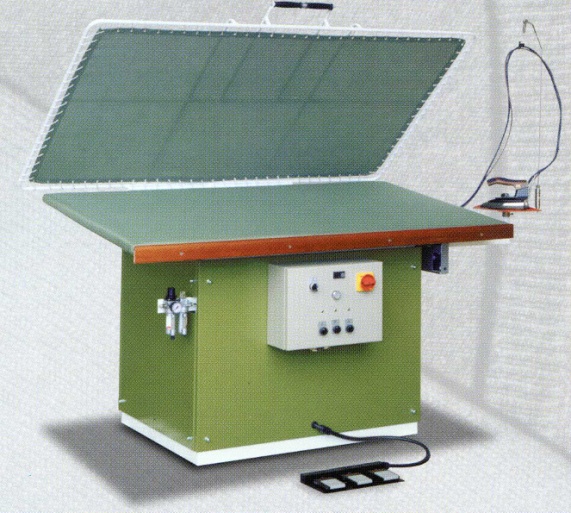
Оборудование для ВТО купонов и деталей изделий
Купоны и детали изделий отделывают на запарных формовочных прессах, гладильных столах обрабатывая их паром и разглаживая. ВТО выполняется: глажением, прессованием и пропариванием.
Глажение – ВТО, при которой рабочая часть утюга последовательно перемещается по увлажненному п/фабрикату с определенным давлением. Для этого используют комплекты оборудования, в которые входят утюжильные столы, электропаровые утюги, парогенераторы, и др.
Прессование – процесс сжатия купона (детали) м/у двумя гладильными поверхностями без смещения. Прессование производится на запарных формовочных прессах. Купоны из гладкого полотна пропаривают, прессуют и охлаждают. Купоны с рельефным рисунком или из объемных нитей только пропаривают, не прессуя.
Пропаривание – обработка ткани (трикотажа) паром под давлением без воздействия горячей поверхности. Применяются отпарочные столы, паровоздушные манекены, специальные отпарочные установки.
Оборудование для отделки готовых изделий
ВТО изделий проводится:
в процессе пошива – межоперационная ВТО; ВТО готовых изделий – окончательная ВТО.Межоперационная ВТО.
Ее рекомендуется проводить только в тех случаях, когда без нее невозможна или затруднена дальнейшая обработка изделия. В остальных случаях ВТО должна сводится к минимуму. Межоперационная ВТО проводится на паровых столах и прессах.
ВТО готовых изделий.
Отделка готовых трикотажных изделий (окончательная ВТО) проводится на паровоздушных манекенах для придания им хорошего товарного вида. Для удаления блеска (лас) небольших складок, заминов используют пистолет – отпариватель.
Паровоздушные манекены, принцип работы
Состоит из каркаса, на котором укреплен чехол с поясами, регулируемыми в зависимости от размера изделия и устройства для подачи и отсасывании пара и воздуха с поверхности изделия.
Изделия, надетые на манекен, подвергаются действию пара, а затем горячего воздуха. После прекращения подачи пара включается воздушный вентилятор. Горячим воздухом изделие высушивается.


Оборудование подготовительно-раскройных участков
Оборудование для промера и браковки ткани и полотен
Трикотажное полотно (ткань) принимается по количеству кусков и далее подвергается качественному приему, т. е. разбраковке.
Разбраковка осуществляется для установления сортности полотна (ткани) по дефектам внешнего вида, измерения ширины и массы кусков. Дефекты внешнего вида определяются визуально на разбраковочных машинах. В процессе просмотра дефекты отмечают цветными нитками в местах их расположения или специальными метками на сгибе полотна, чтобы при изготовлении настилов дефекты попали в межлекальные выпады или на конец слоя полотна.
При разбраковке определяют фактическую массу кусков полона (ткани) взвешиванием. Данные по разбраковке заносят в паспорт куска.
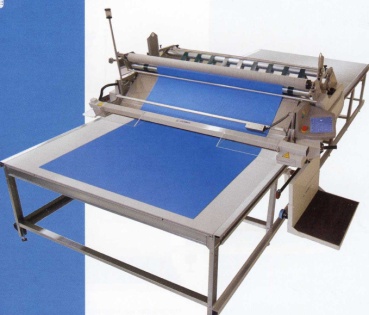
Настилочные автоматизированные комплексы
На современном производстве используют автоматические настилочные машины разных фирм производителей. Одной, из которых является компания GERBER TECHNOLOGY (США), которые обеспечивают не только высокую скорость и точность настилания, но и настилание любых тканей и полотен без натяжения, что особенно важно для полотен с содержанием полиуретановой нити. Маркировка настилочных машин указывает на максимальный вес рулона полотна (ткани) - 50, 125 и др.
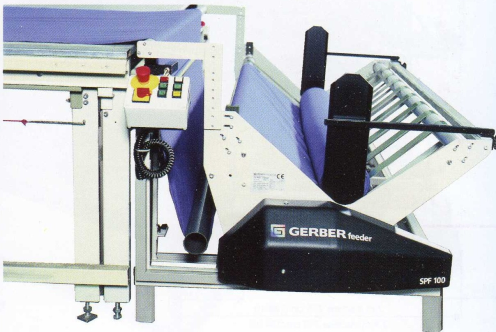
Для однослойных раскройных систем используют автоматическое подающее устройство, обеспечивающее электронный контроль за подачей ткани на раскройную поверхность с малым натяжением, что позволяет однослойной раскройной системе работать пока не закончится рулон (используется для производства мебели, одежды и автомобилей).
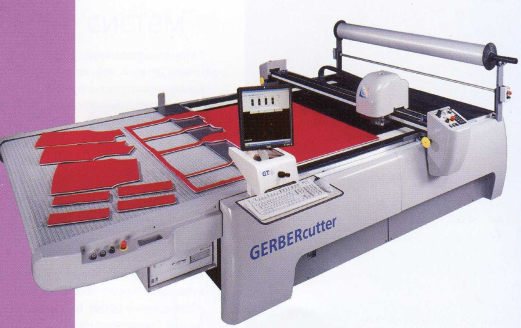
Раскройные автоматизированные комплексы
Автоматизированный раскрой позволяет свести до минимума проблемы со слипанием деталей, наблюдаемое при ручном раскрое, уменьшить количество межлекальных выпадов и увеличить производительность.
Особенностью работы автоматизированных раскройных комплексов является:
– отображение раскладки лекал во время резания;
- регулировка скорости ножа;
- использование вакуумной системы для предотвращения сдвигов слоев материала при раскрое.
Классификация швейного оборудования
Различают технологическую, конструктивную и буквенно-цифровую классификацию швейных машин.
По технологической классификации швейные машины различают:
По типу стежка (классификация стежков) По виду строчки (прямострочная, сложной конфигурации); По количеству ниток в строчке (однониточная, двухниточная); По виду обрабатываемых материалов (кожи, меха и др.); По толщине обрабатываемых материалов (легкие ткани, средние, толстые).По признаку специализации машины делятся на: универсальные, специализированные и специальные.
По автоматизации швейные машины делят на: неавтоматизированные, автоматизированные, машины-полуавтоматы и машины-автоматы.
Классификация стежков
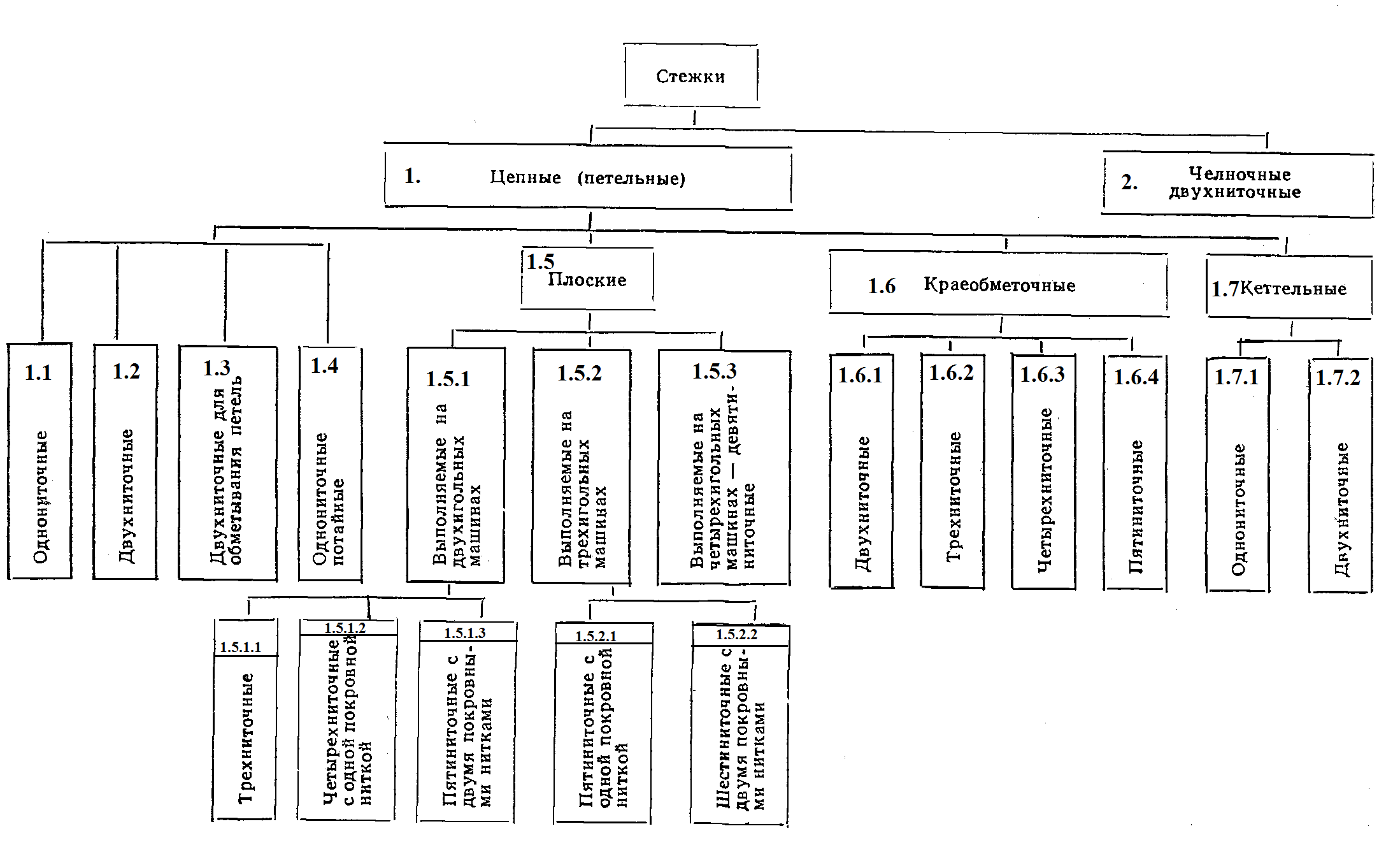
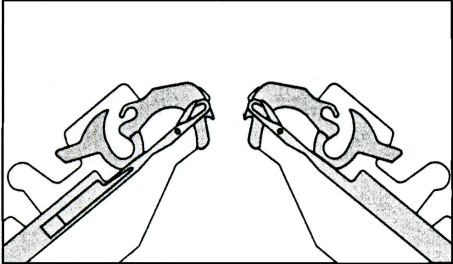
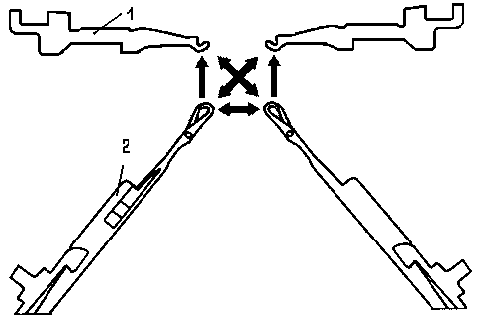
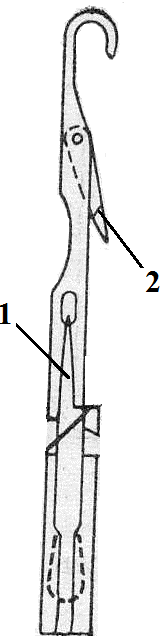
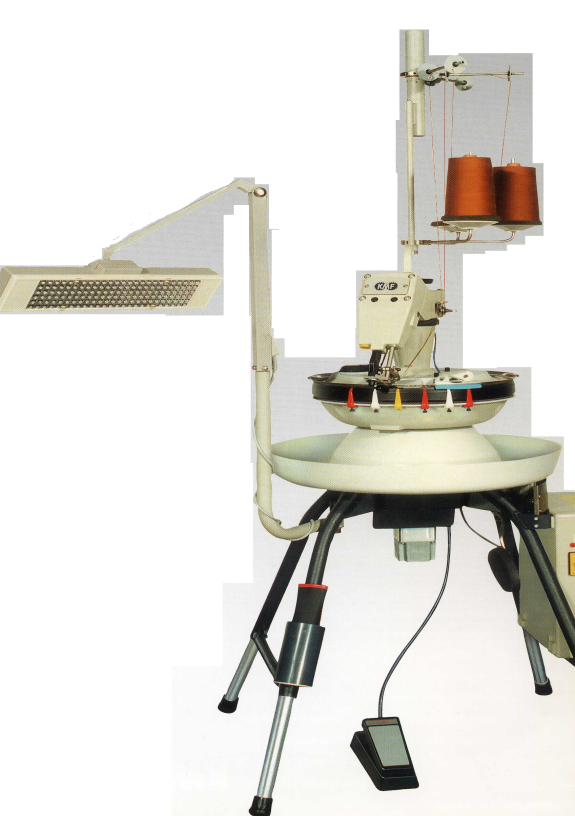
Кеттельные машины
Предназначены для соединения деталей трикотажного изделия друг с другом цепным однониточным (двухниточным) стежком методом петля в петлю. Повышается качество швейной обработки трикотажного изделия за счет отсутствия прорубки структуры трикотажа.

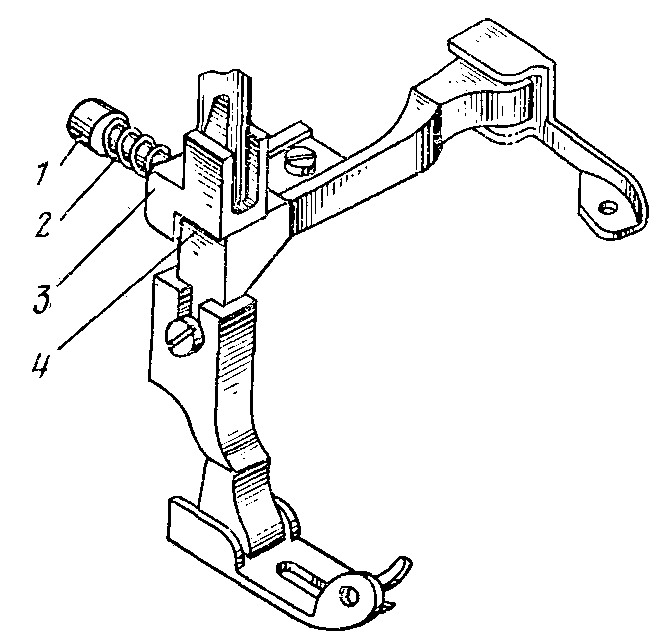
Приспособления к швейным машинам
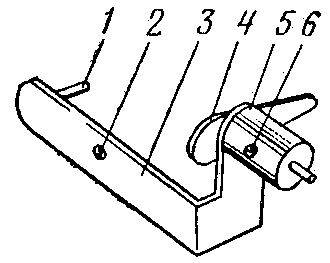
На двухниточных краеобметочных машинах для выполнения подшивочных швов устанавливают приспособление в виде ограничителя обрези и рубильника для подгиба среза. Приспособление уменьшает ширину обрези, обеспечивает ровноту подгиба края и подшивание изделия без пропусков полотна.
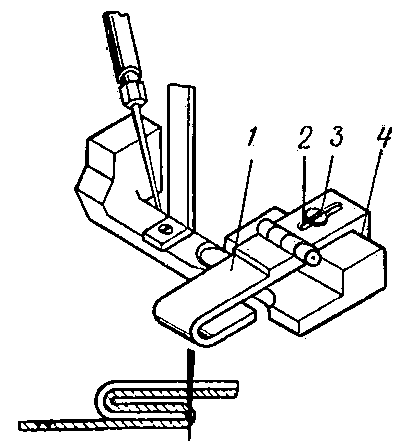
На машинах двухниточного челночного и цепного стежков применяются направляющие откидные линейки, лапки с направителями, с пружинными бортиками и др.
Направительные линейки используют при выполнении соединительных швов одной и той же ширины.
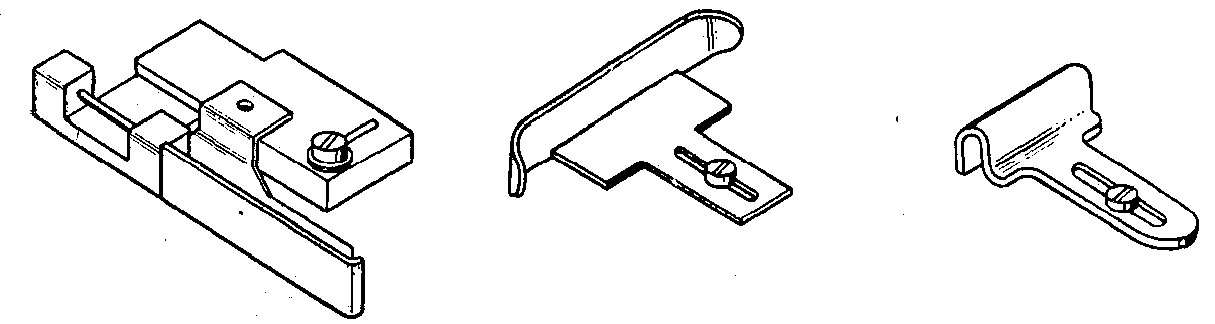
Лапку с направителем применяют для выполнения настрочного шва, выполнять отделочные строчки разной ширины, используя откидную линейку лапки.
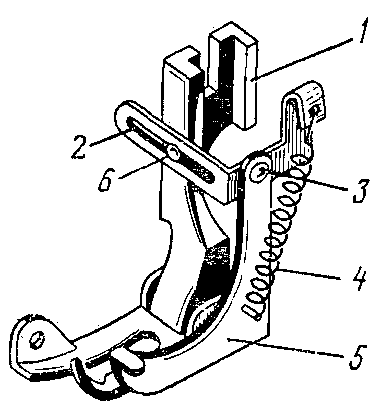
Лапку с пружинным бортиком используют для стачивания швов и настрачивания их на расстоянии 0,5 см от края
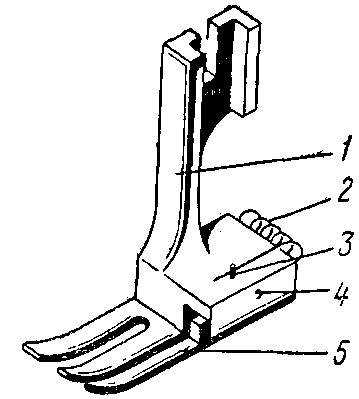
Универсальную державку лапок применяют при выполнении нескольких технологических операций на одной машине (напрмер, стачивание срезов челночной строчкой и обработка застежки тесьмой – молнией).
Прорубка ткани и трикотажа. Причины возникновения и способы устранения.
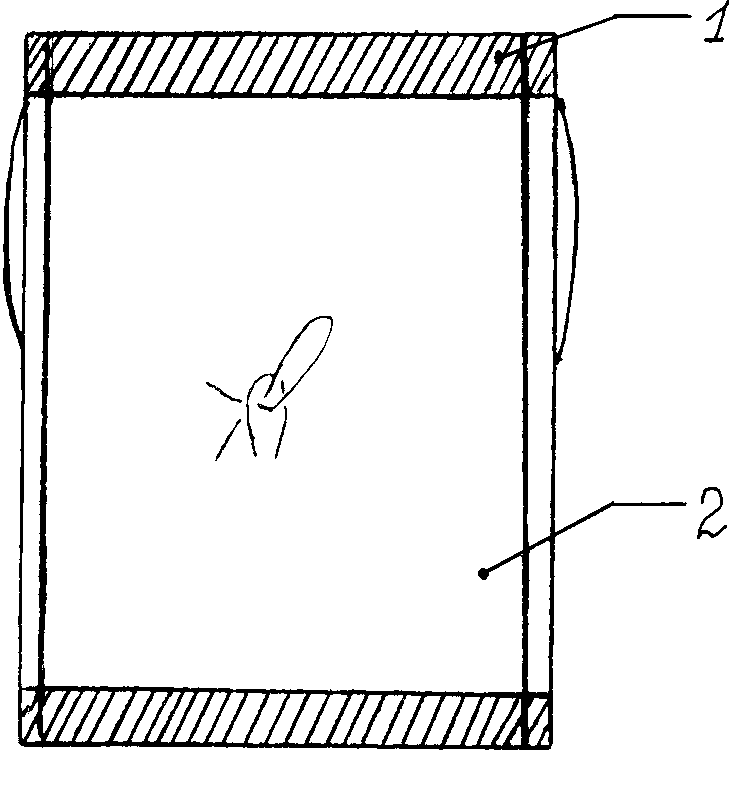
Швейная игла при прохождении через ткань (трикотаж), состоящие из переплетения нитей и петель, может попасть или в просвет петли, или в нить ее. При попадании иглы в просвет петли петля может увеличиться за счет выпрямления изогнутых ее участков и перетягивания участков нити из соседних петель. При попадании иглы в нить петли может произойти разрушение либо отдельных волокон нити (скрытая прорубка), либо всей нити (явная прорубка).
Прорубка вызывает распускание трикотажа около швов или в направлении от швов по петельным столбикам.
Скрытая прорубка обнаруживается после стирки изделия, а явная в процессе изготовления изделия.
Факторы, влияющие на прорубку:
- Номер швейной иглы; Форма острия иглы; Качество шлифования иглы; Давления лапки швейной машины на полотно; Соотношения между диаметром иглы и диаметром игольного отверстия в игольной пластине; Количество сшиваемых материалов; Вид ткани (трикотажного полотна); Волокнистый состав; Виды отделочных операций.
