
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Вставка
Искровая проба для идентификации металлов
Марки сталей применяемые для изготовления шпонок: Ст 20 и Ст45
Часто на производстве или в быту необходимо поставить шпонку с заданными свойствами, (пример, предохранительная шпонка или напротив для передачи большого крутящего момента). Но к сожалению прибор для определения состава материала стоит очень дорого, (около 100 000 евро), и получить к нему доступ довольно не просто. Наблюдательные умельцы заметили, что разные по химическому составу металлы разделяются и по физическим свойствам. Так сформировались несколько способов для приблизительного определения марки стали. С помощью одного из них можно определить три градации сортности: стали малой твёрдости (малоуглеродистые) запиливаются любым напильником, в том числе и драчовым; средней твёрдости - только личным и бархатным; высокой твёрдости - только бархатным.
В СССР все знали, что гвозди из Ст3, болты, гайки Ст35, рессоры Ст50-55
И еще один способ основан на том, что при обработке образцов на наждачном круге каждый образец (марка) дает специфический пучок искр. Этот способ при небольшом навыке позволяет определять марки с относительно высокой точностью.
Вот о нем то мы с вами сейчас поговорим подробней…
Искровая проба предназначена для определения марки стали (1. конструкционная обыкновенного качества, 2. конструкционная качественная или 3. быстрорежущая). Принадлежность стали к определенной марке определяется этим способом достаточно точно.
Я собрала для вас всю самую актуальную информацию по этому вопросу. Когда на рынке было малое количество сплавов, искровая проба была быстрым и точным способом идентификации железа и основных видов сталей. Теперь же с сотнями сплавов, используемых для инструментов, эта методика намного менее надежна, но ее по-прежнему можно использовать для грубой классификации во многих случаях.
И она по-прежнему остается эффективным способом для определения сплава для необходимой нам шпонки. Показанные искровые картины относятся к тому, что должно получаться при отборе пробы на механическом сухом точильном кругу.
Кованое железо. Длинные желтые черточки, становящиеся по форме похожими на листочки перед затуханием.

Малоуглеродистая сталь. Большее разнообразие в длине черточек, с быстрым затуханием и некоторое искрение.

Среднеуглеродистая сталь. Почти нет листочков, некоторое ветвление, больше разнообразие по длине черточек, искрение ближе к кругу.
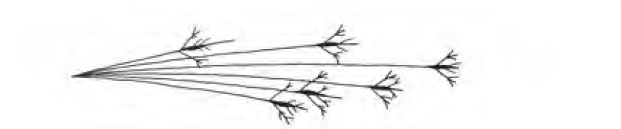
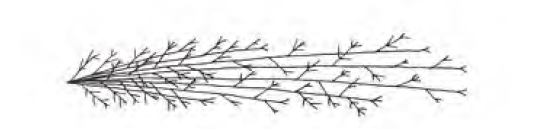
Высокоуглеродистая сталь. Никаких листочков, густая искровая картина, ветвление и искрение начинается практически у самого круга; менее яркая, чем у среднеуглеродистой стали.
Марганцевая сталь. Небольшие листочки, перед тем как черточки образуют искры.

Для устранения окислов железа, которые образуются при производстве литой стали, обыкновенно вводят в жидкий металл некоторое количество марганца, в виде зеркального чугуна или ферромангана. Часть марганца зеркального чугуна раскисляет окислы и переходит в шлак, часть же остается в стали в виде соединения с железом или просто как механическая примесь. Таким образом, сталь всегда содержит некоторое количество марганца. Вообще марганец увеличивает твердость, повышает предел упругости и сопротивление разрыву, а кроме того уплотняет сталь. В малоуглеродистых сортах стали примесь марганца увеличивает даже вязкость металла, но при значительном содержании углерода марганец сообщает ему хрупкость.
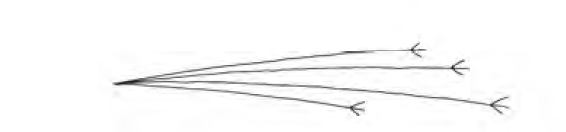
Быстрорежущая сталь. Слабые красные черточки, разветвляющиеся на конце
Из истории.
Для обточки деталей из дерева, цветных металлов, мягкой стали резцы из обычной твердой стали были вполне пригодны, но при обработке стальных деталей резец быстро разогревался, скоро изнашивался и деталь нельзя было обтачивать со скоростью больше 5 м/мин[1].
Барьер этот удалось преодолеть после того, как в 1858 году Р. Мюшетт получил сталь, содержащую 1,85 % углерода, 9 % вольфрама и 2,5 % марганца. Спустя десять лет Мюшетт изготовил новую сталь, получившую название самокалки. Она содержала 2,15 % углерода, 0,38 % марганца, 5,44 % вольфрама и 0,4 % хрома. Через три года на заводе Самуэля Осберна в Шеффилде началось производство мюшеттовой стали. Она не теряла режущей способности при нагревании до 300 °C и позволяла в полтора раза увеличить скорость резания металла — 7,5 м/мин.
Спустя сорок лет на рынке появилась быстрорежущая сталь американских инженеров Тэйлора и Уатта. Резцы из этой стали допускали скорость резания до 18 м/мин. Эта сталь стала прообразом современной быстрорежущей стали Р18.
Еще через 5—6 лет появилась сверхбыстрорежущая сталь, допускающая скорость резания до 35 м/мин. Так, благодаря вольфраму было достигнуто повышение скорости резания за 50 лет в семь раз и, следовательно, во столько же раз повысилась производительность металлорежущих станков.
Дальнейшее успешное использование вольфрама нашло себе применение в создании твердых сплавов, которые состоят из вольфрама, хрома, кобальта. Были созданы такие сплавы для резцов, как стеллит. Первый стеллит позволял повысить скорость резания до 45 м/мин при температуре 700—750 °C. Сплав вида, выпущенный Круппом в 1927 году, имел твердость по шкале Мооса 9,7—9,9 (твердость алмаза равна 10).
В 1970-х годах в связи с дефицитом вольфрама быстрорежущая сталь марки Р18 была почти повсеместно заменена на сталь марки Р6М5 (так называемый «самокал», самозакаливающаяся сталь), которая, в свою очередь, вытесняется безвольфрамовыми Р0М5Ф1 и Р0М2Ф3.
Нержавеющая сталь. Яркие желтые черточки с небольшими листочками на конце

Сейчас продемонстрирую вам коллекцию искр в виде картинок некоторых сталей:
