
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
УДК 621.95.025
Повышение точности изготовления отверстий в деталях из нержавеющей стали
, ,
Омский Государственный Технический Университет, г. Омск
Объектом исследования работы является комплекс технологических параметров, влияющих на процесс сверления отверстий высокой точности, для деталей изготавливаемых из нержавеющей стали 12ХН10Т.
Цель работы состоит в повышении точности предварительной обработки отверстий при сверлении нержавеющей стали за счет рационального выбора технологических параметров процесса.
Задачами работы являются определение технологических параметров, существенно влияющих на точность сверления нержавеющей стали.
Ключевые слова: отверстие, сверло, инструмент, нержавеющая сталь, обработка, стружка.
E. V. Vasilyev, A. S. Lashkov, D. S. Makashin, T. A. Minceva, A. V. Nikitina
Improving the accuracy of making holes in parts made of stainless steel
The object of this research work is a complex of technological parameters, influencing the process of drilling holes of high accuracy for parts manufactured out of stainless steel.
The aim of this work is to increase the accuracy of the pre-processing of the holes for drilling stainless steel through a rational selection of technological process parameters.
Objectives of the work are determination of technological parameters influencing the precision drilling of stainless steel.
Keywords: hole, drill, tool steel, stainless steel, processing, chips.
Классификация дефектов обработки отверстияТочность поверхности деталей, после обработки сверлением является показателем характеризующим геометрические параметры этой обработанной поверхности [1]. Эти геометрические параметры понимаются как параметры отклонения реальной поверхности от заданной. Отклонения поверхности должны укладываться в поле допуска заложенные по чертежу и технологии изготовления.
Сверление в большей степени является черновой операцией перед растачиванием или другими операциями, и лишь в мало значительных операциях, которые не являются ответственными, применяется как чистовая обработка. При сверлильной операции формы отверстия могут получить разные дефекты, например, превышающие отклонения круглости, а также отклонения от профиля продольного сечения заданные по технологии.
Отклонение профиля продольного сечения характеризует отклонение от прямолинейности и параллельности образующих. Поле допуска профиля продольного сечения цилиндрической поверхности ? (рис. 1).
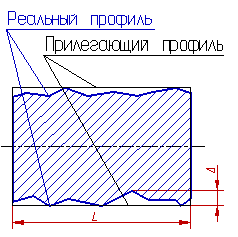
Рис. 1. Отклонение профиля продольного сечения цилиндрической
поверхности ?
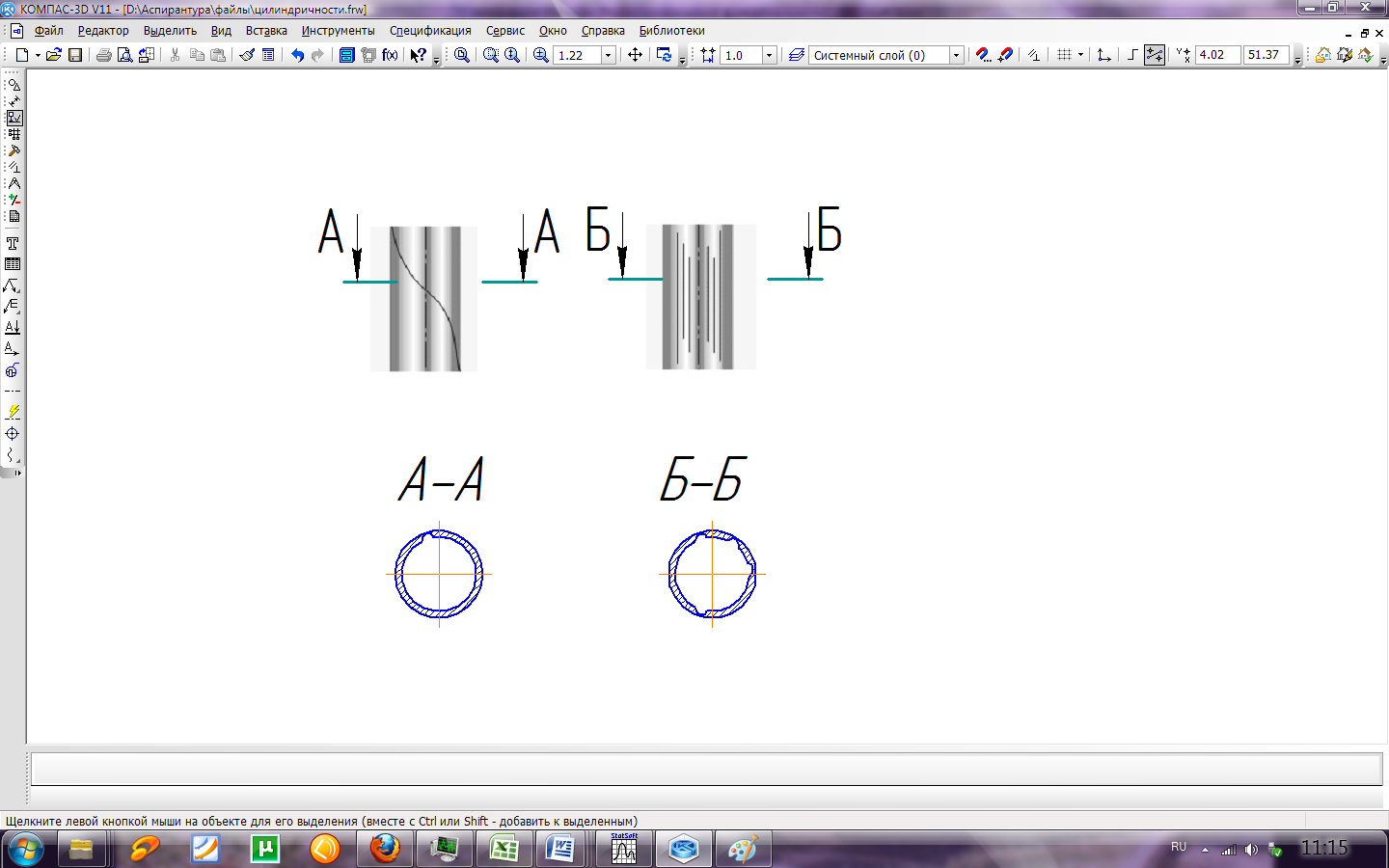
При сверлении отверстий могут получаться отклонения профиля продольного сечения в виде конической поверхности участка, увеличения диаметра, конусообразности и появления горизонтальных рисок на обработанной поверхности отверстия (рис. 2).
а)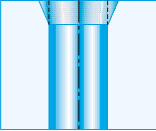 б)
б) 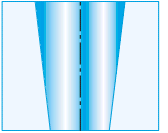 в)
в)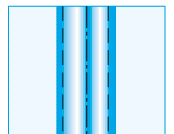 г)
г) 
Рис. 2. Погрешности профиля продольного сечения после сверлильной операции: а) коническая поверхность участка отверстия;
б) конусообразность; в) увеличение диаметра отверстия; г) горизонтальные риски на обработанной поверхности
Поле допуска круглости – это область на плоскости, перпендикулярной оси поверхности вращения или проходящей через центр сферы, ограниченная двумя концентрическими окружностями на расстоянии, равном допуску круглости ? (рис. 3).
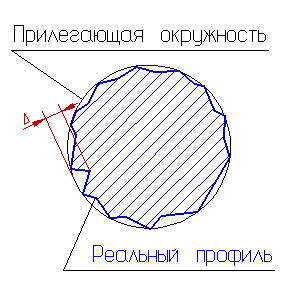
Рис. 3. Отклонение круглости ?
В связи с неправильно выбранным углом ? или при малой глубине стружечной канавки возникают трудности с отводом стружки и из-за этого на обработанной поверхности детали появляются наклонные риски (рис. 4, а), а при малой обратной конусности сверла на обработанной поверхности появляются вертикальные риски (рис. 4, б). Именно вертикальные и наклонные риски и увеличивают отклонение круглости.
а) 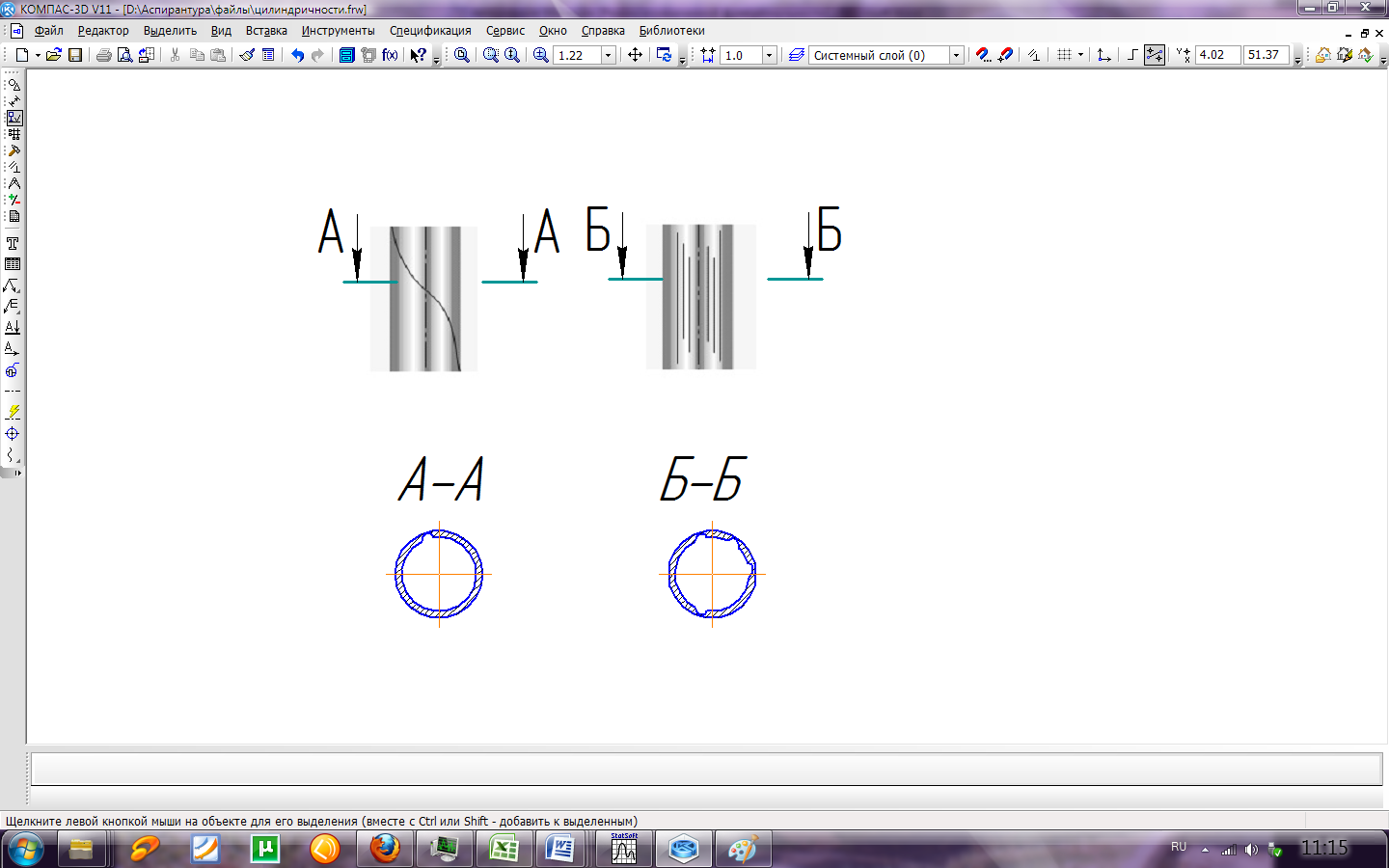
 б)
б) 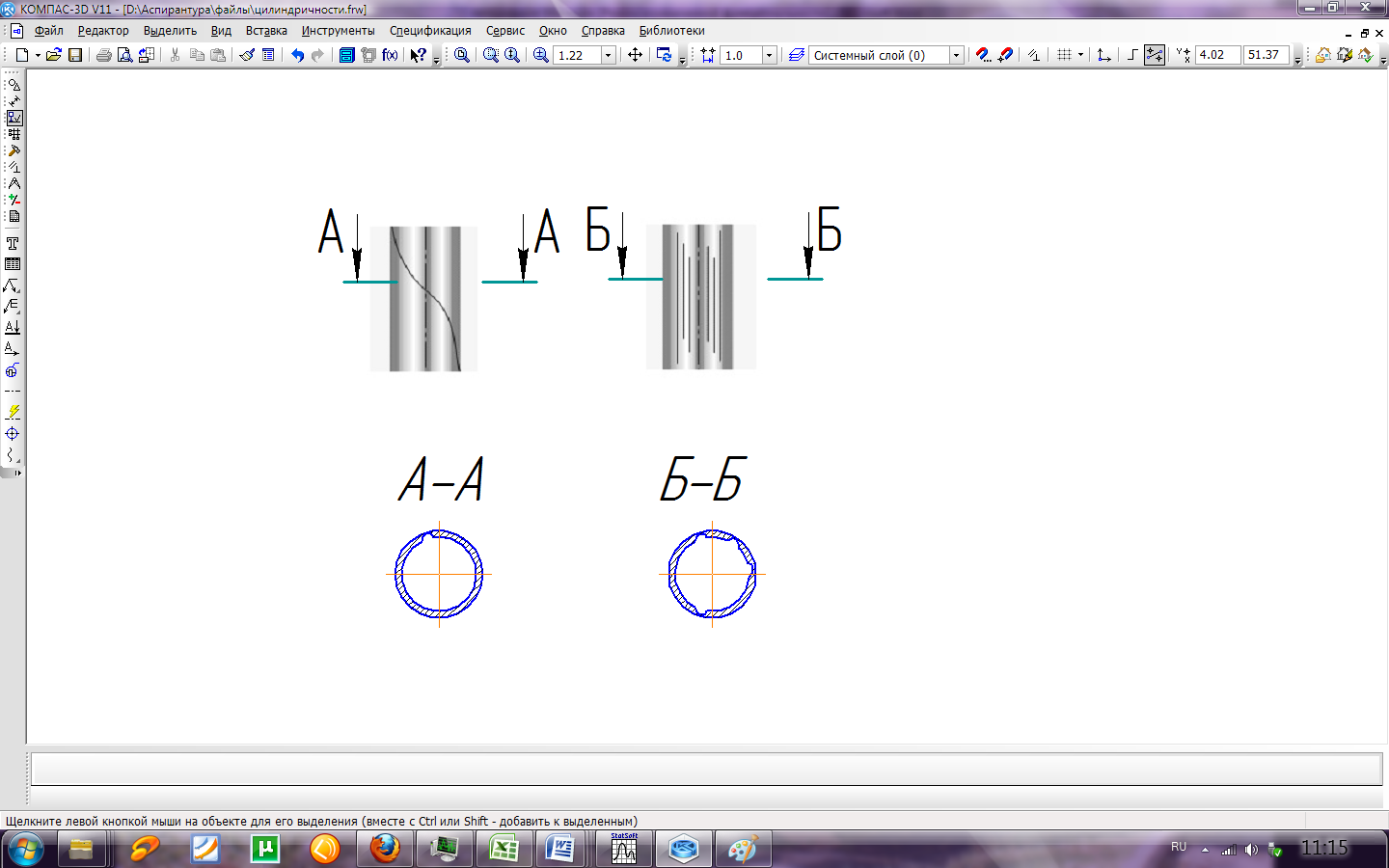
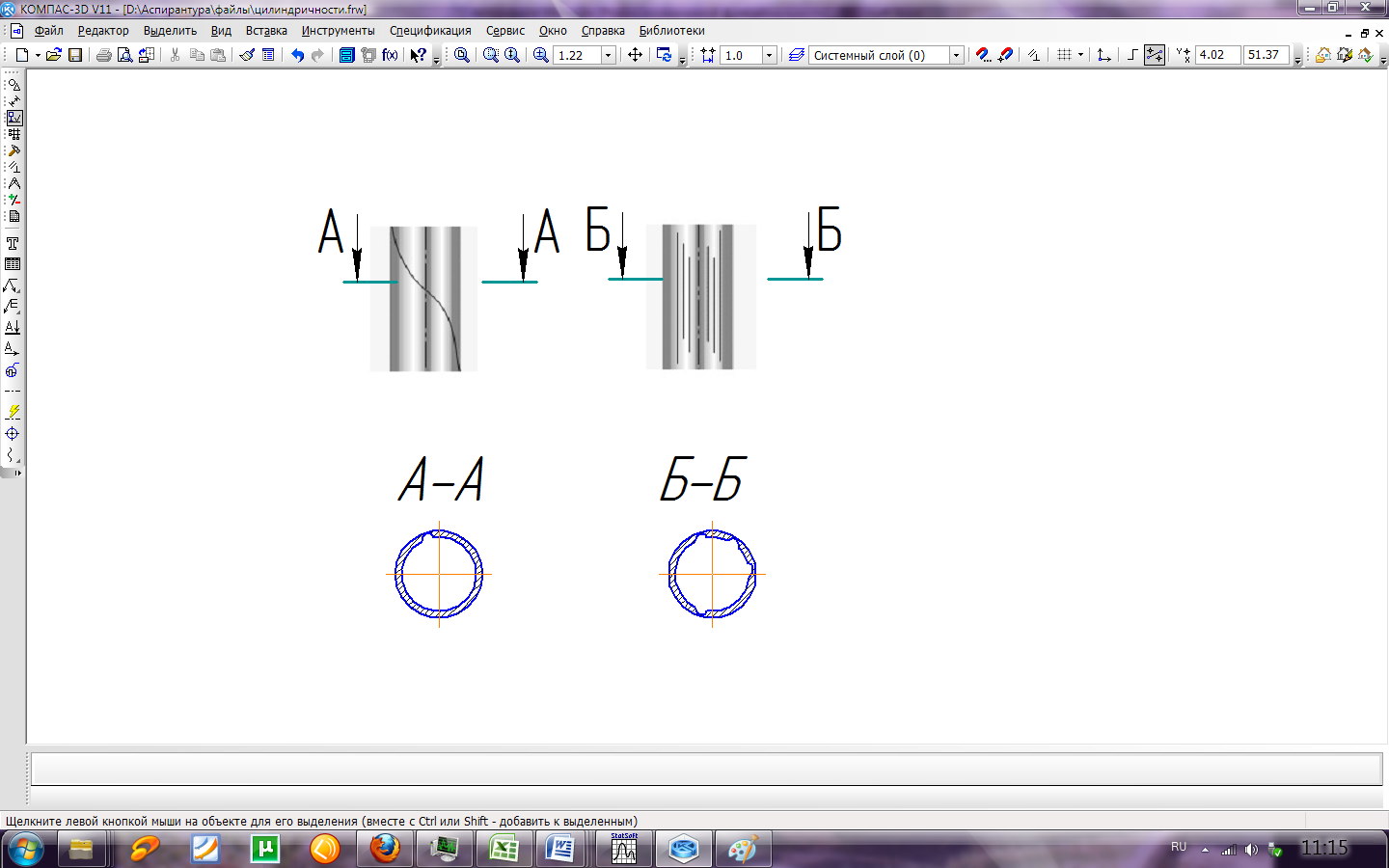
Рис. 4. Погрешности круглости после сверлильной операции: а)наклонные риски; б) вертикальные риски
Отклонение круглости и отклонение от профиля продольного сечения поверхности отверстия понимаются как отклонение от цилиндричности, поэтому качество обработанного отверстия после сверления можно характеризовать отклонением от цилиндричности.
Анализ обрабатываемости материалов из нержавеющей сталиНержавеющую сталь обрабатывают уже на протяжении долгих лет, но и на данный момент она имеет технологические сложности при обработке. Из нержавеющей стали делают очень много разнообразных деталей и она постепенно вытесняет углеродистую сталь по прочности, нагрузкам и другим характеристикам. Для современных деталей прочность и стойкость углеродистых сталей слишком низкая, в отличии от стали марки 12ХН10Т, которая может не менять свои свойства при высокой температуре, высоком давлении и воздействии агрессивных сред, но помимо этого она влечёт за собой сложность при механической обработке.
Одной из особенностей нержавеющей стали 12ХН10Т является устойчивость к коррозии и слабая теплопроводность, а недостаток лишь трудность при обработке, так как она сначала деформируется, потом легко обрабатывается, после чего переходит в стадию упрочнения.
При обработке нержавеющей стали в различных условиях, может быть получен разный вид стружки: псевдосливная, сливная и элементная (рис. 5). Различать виды стружек можно по внешнему виду.

а) б) в)
Рис. 5. Вид и образование стружки при сверлении
нержавеющей стали: а) элементная, б) псевдосливная, в) сливная
Процесс образования таких стружек может быть представлен так. Образование элементной стружки происходит при вдавливании режущего клина в обрабатываемый материал, сжимая его передней поверхностью и вызывая в зоне резания сначала упругие, затем пластические деформации.
Образование сливной стружки происходит под действием силы резания приложенной к инструменту, таким образом, в обрабатываемом материале создается напряженное состояние, и происходит пластическое деформирование. Сливная стружа имеет однородную структуру, являющуюся результатом деформации металла при переходе частиц из детали в стружку через зону стружкообразования.
Применения твердого сплава для изготовления сверл для обработки нержавеющей стали
Механические свойства нержавеющей стали 12ХН10Т увеличивают сопротивление, которое оказывает металл режущему инструменту при обработке. Следовательно, для обработки такой стали нужно выбрать режущий инструмент, который будет изготовлен из материала имеющего высокую твердость, которую обеспечивают современные твердые сплавы. Поэтому инструментальный материал должен быть значительно тверже, чем обрабатываемый материал детали, чтобы не было сильного изнашивания. Для изменения твердости инструмента с твердым сплавом существует несколько возможностей: с одной стороны, с помощью изменения содержания кобальта, с другой стороны, с помощью изменения зернистости карбидов. Если содержание кобальта при постоянном размере зерен увеличить, то твердость твердого сплава значительно снизится. Если, напротив, при постоянном содержании кобальта уменьшить размер зерна, то твердость увеличится [2] (рис. 6).
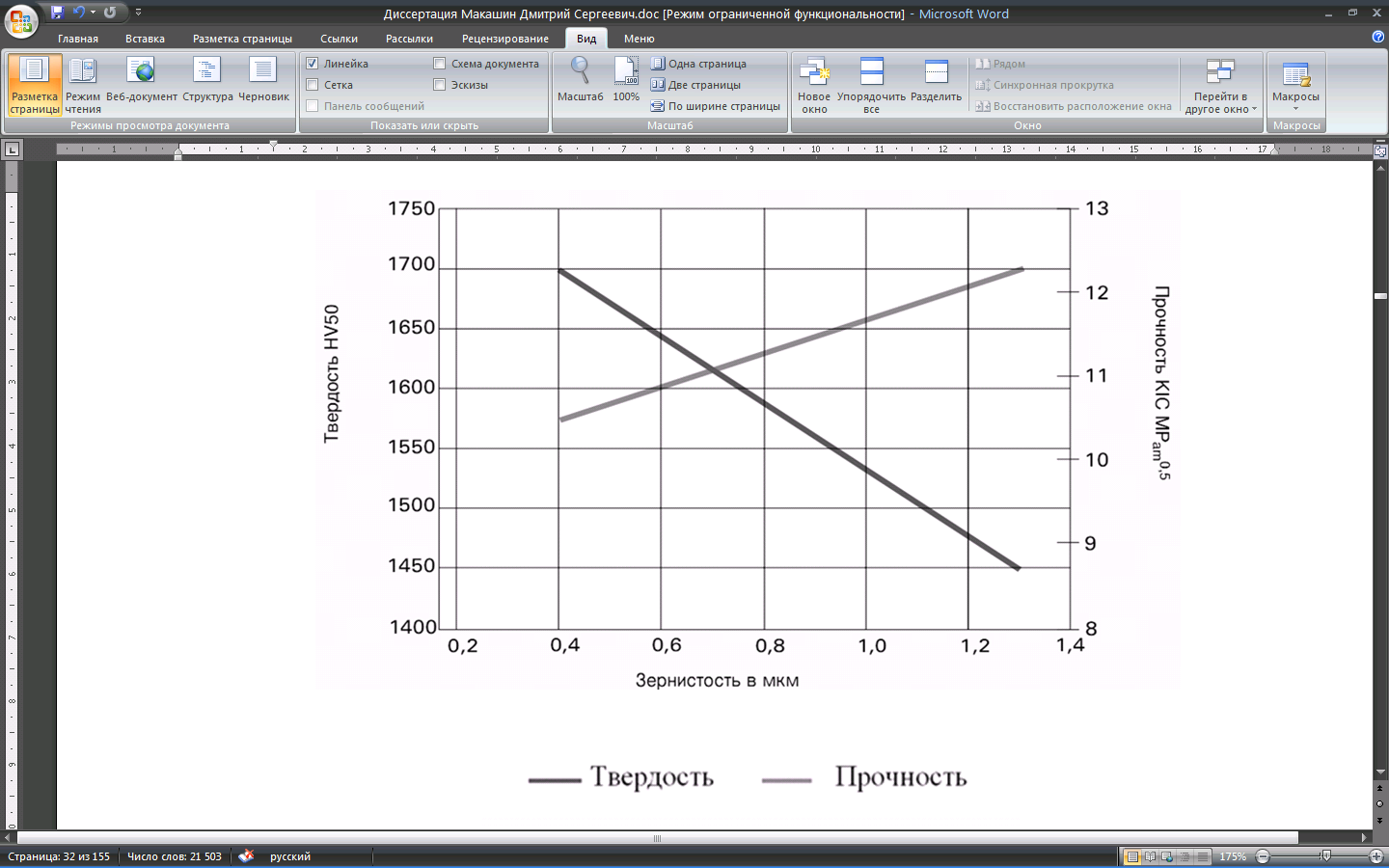
Рис. 6. Зависимость твердости и прочности от величины зерна материала из твёрдого сплава
Влияние геометрических параметров спирального сверла на нецилиндричность отверстия
Анализ литературных данных показывает, что при сверлении на точность получения отверстия влияет геометрия режущей части инструмента, а именно: угол при вершине, угол наклона винтовой канавки, осевой задний угол, ширина ленточки, длина поперечной режущей кромки, обратная конусность, толщина сердцевины и передний угол подточки поперечной режущей кромки [3].
Влияние угла при вершине сверла 2? связано с изменением толщины «a» и ширины «b» среза при сверлении (рис. 7). С увеличением угла 2? увеличивается толщина и уменьшается ширина среза.
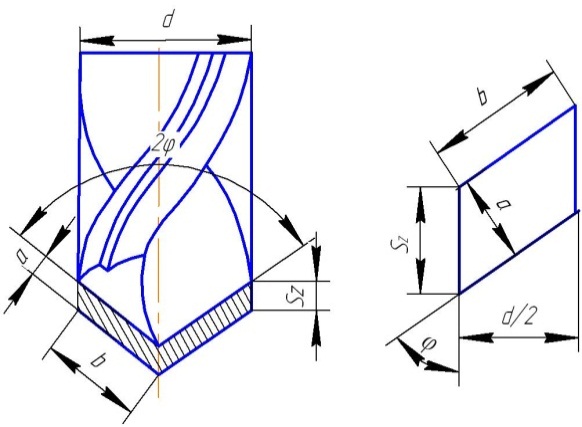
Рис. 7. Влияние угла 2? при вершине сверла на изменение толщины «a» и ширины «b» среза при сверлении
Влияние на нецилиндричность отверстия оказывает угол наклона канавки ?, влияющий на величину передних углов ? на режущей части, особенно на периферии сверла. Также, угол ? влияет и на отвод стружки, от которого зависит точность обработанного отверстия.
Задний угол ? является важным элементом в конструкции сверла. Его величина влияет на работу сил трения и на температуру в зоне резания. При высокой температуре в зоне резания нержавеющая сталь начинает поглощать атмосферные газы, что приводит к повышению прочности и снижению пластичности обработанного материала. Увеличение угла ? может уменьшать силы трения, но снижать жесткость, что приводит к появлению вибраций сверла и уменьшению точности обработки.
Задний угол на вершине у сверл для обработки нержавеющей стали 12ХН10Т образовывают конической или двухплоскостной заточкой. При конической заточке задней поверхности происходит уменьшение заднего угла (рис. 8, а), а при двухплоскостной заточке происходит шлифование прямолинейной плоскости на вершине инструмента, чтобы уменьшить трения задней поверхности при сверлении дополнительно снимают слой материала под углом от 20 до 25 ? (рис. 8, б).
а) 
б) 
Рис. 8. а) коническая заточка; б) двухплоскостная заточка задней поверхности вершины сверла
Спиральное сверло обладает малой величиной переднего угла ? в точках у поперечной режущей кромки, что приводит к ухудшению процесса резания центральной части сверла. Подточка позволяет получить передний угол у поперечной режущей кромки. Постоянное увеличение угла ?, способствует увеличению зарезания поверхности подточки передней поверхности сверла, образуя при этом лунку с радиусом R (рис. 9).
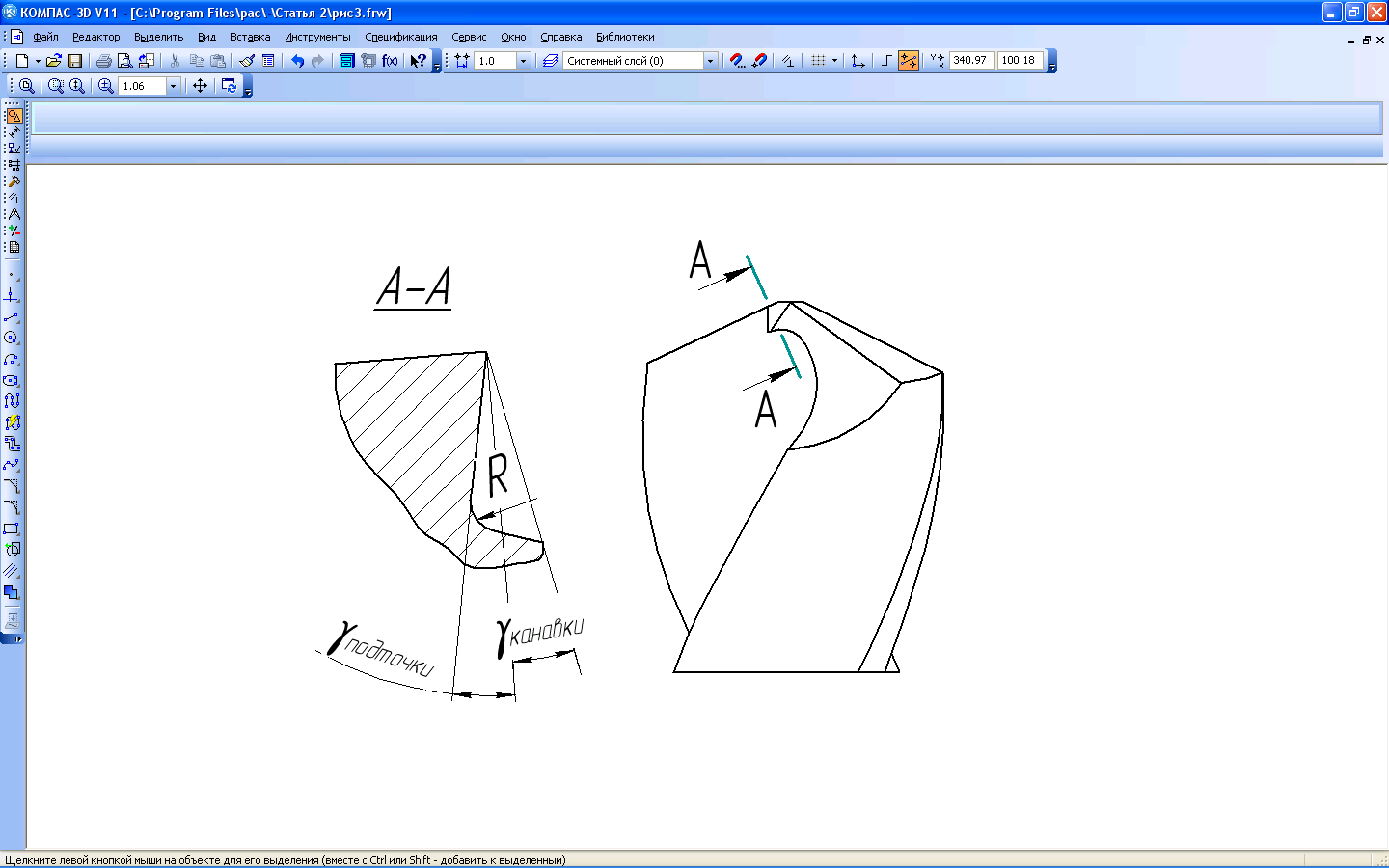
Рис. 9. Образование лунки при подточке острия сверла с передним углом ?подточки большим, чем передний угол ?канавки
Чтобы анализ каждого параметра сверла был точным, требуется значительно увеличить количество экспериментов. Некоторые параметры могут незначительно влиять на отклонения от цилиндричности. Эти конструктивные элементы можно отнести к незначащим и не рассматривать их в дальнейшем, что упрощает процесс разработки сверл для обработки нержавеющей стали марки 12ХН10Т.
Стружка получаемая при сверлении нержавеющей стали
При сверлении инструментом с геометрическими параметрами, при которых уменьшается отклонение от цилиндричности (?=17?, 2?=117 ?) имеет сливную стружку (рис. 10). Такая стружка представляет собой винтовую ленту с увеличивающимся радиусом завивания до центра ленты с последующим его уменьшением.

Рис. 10. Сливная стружка, полученная при обработке отверстия сверлом с углами ?=17?, 2?=117?
При сверлении инструментом с углом при вершине равным 138? и углом наклона стружечной канавки равным 30? имеет элементную стружку (рис. 11). Такая стружка состоит из отдельных пластически деформированных элементов, слабо связанных или совсем не связанных между собой.
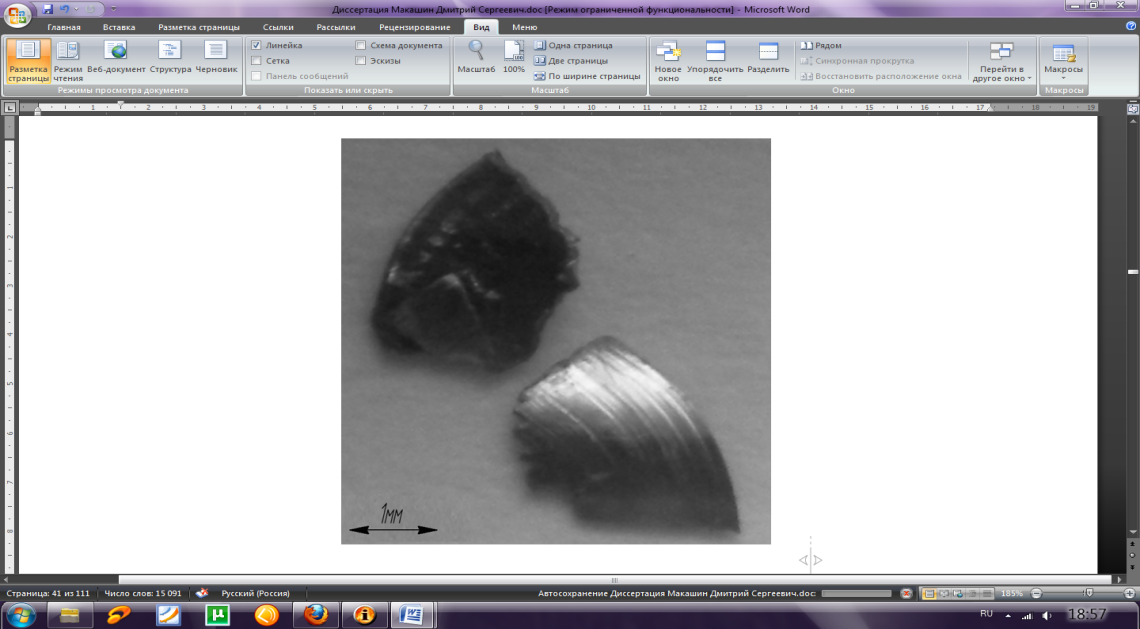
Рис. 11. Элементная стружка, полученная при обработке отверстия сверлом с углами ?=30?, 2?=138?
Результаты и выводы
1. Конструктивные параметры сверла, оказывающие доминирующее влияние на отклонение от цилиндричности отверстия, а именно: угол при вершине, угол наклона канавки, длина поперечной режущей кромки и ширина ленточек.
2. Уменьшение угла наклона канавки до 17°, уменьшает отклонение от цилиндричности отверстия после сверления нержавеющей стали марки 12ХН10Т. Уменьшение угла при вершине сверла до 117° позволяет получить малую нецилиндричность отверстия, приблизительно на 5-7 мкм. Проведенные эксперименты позволили определить примерные значения конструктивных параметров сверла, при которых увеличивается точность сверления.
3. Передний угол подточки поперечной режущей кромки, обратная конусность, осевой задний угол и толщина сердцевины изменяют отклонение от цилиндричности менее чем на 1 мкм.
4. При изменённом процессе стружкообразования при сверлении отверстий происходит изменение отклонения от цилиндричности и разные виды стружки можно рассматривать, как характеристику точности процесса резания.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Виноградов, основы процесса сверления труднообрабатываемых металлов твердосплавными сверлами / . – Киев : Наукова думка,1985. – 264 с.
2. Макашин, отклонения от цилиндричности при сверлении титановых сплавов / // XII Международная научно-инновационная конференция студентов, аспирантов и молодых учёных «Теоретические знания – в практические дела». Омск. 2011. С. 352-354.
3. Палей, производства металлорежущих инструментов. / . – М. Машиностроение, 1982. – 256 с.
4. Макашин, вида геометрических параметров спирального сверла на отклонение от цилиндричности при сверлении титанового сплава / // Омский научный вестник. – 2011. – №2(100). – С. 40-44.
5. Макашин, вида геометрических параметров спирального сверла на отклонение от цилиндричности при сверлении титанового сплава / // Омский научный вестник. – 2011. – №3(103). – С. 90-95.
6. Макашин, точности сверления титановых сплавов / // IV Всероссийская молодежная научно-техническая конференция «РОССИЯ МОЛОДАЯ: ПЕРЕДОВЫЕ ТЕХНОЛОГИИ – В ПРОМЫШЛЕННОСТЬ». Омск. 2011. С. 55-57
7. Макашин, точности обработки сверлением за счёт определения рациональной длины крепления инструмента. / , . – Омск: ВИНИТИ, 2011. -7с.
8. Макашин, точности формообразования поверхности твердосплавным инструментом / , // IV Всероссийская молодежная научно-техническая конференция «РОССИЯ МОЛОДАЯ: ПЕРЕДОВЫЕ ТЕХНОЛОГИИ – В ПРОМЫШЛЕННОСТЬ». Омск. 2011. С. 115-116
9. Макашин, режимов шлифования для повышения точности изготовления спирального сверла / // II Региональная молодежная научно-техническая конференция «ОМСКИЙ РЕГИОН – МЕСТОРОЖДЕНИЕ ВОЗМОЖНОСТЕЙ». Омск. 2011. С. 58-59
