

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Лабораторная работа №13.
ОПРЕДЕЛЕНИЕ ТЕХНОЛОГИЧЕСКИХ РЕЖИМОВ НАНЕСЕНИЯ ФУНКЦИОНАЛЬНЫХ ПОКРЫТИЙ
Цель работы
1. Ознакомиться с физическими основами процесса нанесения функциональных покрытий плазменным напылением, его технологическими возможностями и областями применения в современном машиностроении.
2. Ознакомиться с применяемым технологическим оборудованием и оснасткой.
3. Изучить энергетические характеристики плазменной струи и их влияние на свойства функциональных покрытий.
13.1. Содержание работы
В процессе проведения лабораторной работы студенты знакомятся с физическими основами процесса, технологическим оборудованием и оснасткой, наносят покрытие на образцы, проводят измерение коэффициента использования материала. Используя ПЭВМ, вычисляют энтальпию струи и температуру частиц напыляемого материала. На основании результатов измерения и расчета изучают влияние энтальпии струи, тока дуги плазматрона и температуры частиц на коэффициент использования материала.
13.2. Основные теоретические сведения
Развитие новой техники невозможно без использования тугоплавких материалов с повышенными механическими, теплофизическими и другими свойствами. Одним из эффективных способов изготовления деталей и нанесения покрытий из тугоплавких материалов является метод плазменного напыления.
В настоящее время в машиностроении широко применяется плазменная струя, которая является высококонцентрированным тепловым источником, используемым для осуществления процессов сварки, наплавки, резки и т. п. По удельной мощности плазменная струя уступает лишь лазерному и электронно-лучевому нагревам, высокие температуры и скорости истечения плазменной струи позволяют применить ее для напыления тугоплавких материалов на поверхность (подложку) различных деталей.
Напыление покрытий на детали позволяет решать в машиностроении самые разнообразные задачи, основными из которых являются:
– придание поверхностям деталей антифрикционных, жаростойких, износостойких, эрозионностойких, химически стойких и других свойств;
– получение деталей сложной формы (тонкостенных, переменной толщины, многослойных и т. д.).
Первая задача решается напылением покрытия на новую деталь или изношенную (для восстановления ее работоспособности).
Вторая задача решается нанесение функциональных покрытий на удаляемую технологическую оправку. В качестве материала оправок используют алюминий с последующим травлением его в щелочи, медь – с травлением в азотной кислоте, а также графит – с последующим его механическим разрушением.
Схема установки плазменного напыления приведена на рисунке 13.1. С помощью источника постоянного тока между катодом и анодом плазмотрона возбуждается электрическая дуга, горящая в среде плазмообразующего газа. Чтобы исключить тепловое разрушение плазмотрона, его катодная и анодная части интенсивно охлаждаются проточной водой. В качестве плазмообразующего газа обычно исполь-зуют смеси одноатомных и многоатомных газов (например, аргона и азота, аргона и водорода, гелия и азота и др.), оптимизация массовых соотношений которых важна для формирования качества покрытия.

Рисунок 13.1 – Схема установки плазменного напыления
При выборе состава плазмообразующего газа учитывается теплоемкость и теплопроводность составляющих его газов (таблица 13.1).
Таблица 13.1 – Свойства плазмообразующих газов при нормальных условиях
Наименование газа | Плотность, кг/м3 | Теплоемкость, кДж/кг·К | Теплопровод-ность, Вт/м·К | Вязкость, мкП |
Азот | 1,25 | 1,03 | 24,2 | 170 |
Аргон | 1,78 | 0,52 | 16,2 | 221 |
Гелий | 0,17 | 5,2 | 150,8 | 196 |
Водород | 0,08 | 14,5 | 174,0 | 88 |
В высокотемпературную плазменную струю, истекающую из сопла плазмотрона с помощью питателя и транспортирующего газа, вводится порошок напыляемого материала. В этой струе порошок разгоняется, нагревается и, соударяясь с подложкой, образует на ней покрытие.
13.3. Исследование влияния энергетических характеристик плазменной струи на свойства покрытий
Свойства функциональных покрытий (плотность, пористость, прочность сцепления) зависят от тока и напряжения дуги плазмотрона, расхода и состава плазмообразующего газа, расхода и состава транспортирующего газа, утла и дистанции напыления, диаметра частиц напыляемого порошка и многих других факторов.
Важнейший параметр, определяющий свойства покрытий – температура частиц, которая является функцией тока дуги, расходов основного и дополнительного газов (соответственно М1 для аргона и М2 для азота), радиуса сопла плазмотрона, места ввода частиц в плазмотрон, дистанции напыления и свойств напыляемого материала.
Характер изменения температуры частиц по длине плазменной струи может быть рассчитан на ЭВМ. Это вычисление связано с определением удельной энтальпии Hуд, температуры и скорости струи на срезе сопла, а также скорости частиц
 (13.1)
(13.1)
где ![]() – соответственно напряжение и ток дуги плазмотрона;
– соответственно напряжение и ток дуги плазмотрона;
![]() – удельная теплоемкость воды;
– удельная теплоемкость воды;
![]() – разность температуры воды на выходе и входе плазмотрона;
– разность температуры воды на выходе и входе плазмотрона;
![]() – массовый расход воды, охлаждающей плазмотрон;
– массовый расход воды, охлаждающей плазмотрон;
![]() – массовый расход плазмообразующего газа.
– массовый расход плазмообразующего газа.
По полученному значению удельной энтальпии вычисляется температура струи на срезе сопла плазмотрона Т0 на основании зависимости энтальпии от температуры и состава газа.
Рассчитанное значение То используется для вычисления скорости струи на срезе сопла плазмотрона Vо
 (13.2)
(13.2)
где R – газовая постоянная; р – давление окружающей среды; Rc – радиус сопла плазмотрона.
Температура и скорость на оси основного участка описывается следующими выражениями:
 (13.3)
(13.3)
 (13.4)
(13.4)
где ![]() – температура окружающей среды;
– температура окружающей среды;
![]() – длина начального участка струи;
– длина начального участка струи;
![]() – экспериментальная константа, равная для аргона Со = 0,01, для азота Со = 0,001. Для аргоноазотной струи константа меняется линейно от 0,01 до 0,001 в зависимости от массового содержания азота в смеси.
– экспериментальная константа, равная для аргона Со = 0,01, для азота Со = 0,001. Для аргоноазотной струи константа меняется линейно от 0,01 до 0,001 в зависимости от массового содержания азота в смеси.
Скорость частиц при плазменном напылении вычисляют из уравнения движения:
 (13.5)
(13.5)
где ![]()
![]()
![]() плотность, скорость и диаметр части;
плотность, скорость и диаметр части;
![]()
![]() плотность и скорость плазменной струи;
плотность и скорость плазменной струи;
![]() коэффициент гидродинамического сопротивления.
коэффициент гидродинамического сопротивления.
Скорость частиц Vч, в зависимости от их плотности и грануляции, от скорости и плотности газового потока, аппроксимировалась по методу наименьших квадратов выражением:
 (13.6)
(13.6)
Плотность и скорость плазменной струи, используемые в выражении (13.6), рассчитываются с использованием программы «Астра». В результате выражение для вычисления скорости частиц:
 (13.7)
(13.7)
Выражение (13.7) справедливо для частиц диаметром 50-200 мкм, плотностей частиц в пределах 3000-19300 кг/м3, скоростей и плотностей плазменной струи в пределах 400-1200 м/с и 0,034-0,05 кг/м3.
Расчет температуры частиц проводится с учетом ее зависимости от радиуса частицы и с учетом изменения свойств материала по радиусу.
Нагрев частицы рассматривается в предположении сферической симметрии. Такое предположение оправдывается микронными размерами частицы и вероятностью ее вращения, обусловленной ассиметричным вводом порошка в плазменную струю.
Уравнение теплопроводности с предположением сферической симметрии
 (13.8)
(13.8)
с начальным условием
![]()
решается численным методом с использованием программного обеспечения.
Температура частиц определяет свойства покрытий и технологические характеристики процесса плазменного напыления, какими являются производительность напыления и коэффициент использования материала (КИМ). Под КИМ понимают отношение массы покрытия к массе материала, поданного в плазмотрон, т. е.
 (13.9)
(13.9)
При низкой температуре частицы напыляемого порошка, в основном, отражаются от поверхности подложки, что обуславливает низкое значение КИМ. Оптимальное значение КИМ имеет место при температуре частиц порошка, близкой к температуре плавления. Если частицы перегреты, то начинается их испарение, что влечет снижение коэффициента использования материала.
Режимы напыления (ток, расход и состав плазмообразующего газа), влияющие на динамические и силовые параметры плазменной струи и напыляемые частицы, определяются исходя из необходимости получения максимума прочности сцепления или из заданной прочности сцепления и пористости покрытия.
Наибольшую зависимость от среднемассовой температуры напыляемых частиц имеют: коэффициент использования порошка, пористость и прочность сцепления покрытия с основой (рисунок 13.2).
Многочисленные экспериментальные исследования подтверждают, что свойства покрытий определяются скоростью и температурой частиц, а также температурой подложки. При нанесении покрытий температуру подложки стремятся поддерживать постоянной, так как в противном случае необходима корректировка режима по мере нагрева подложки.
Рассмотренные выше взаимосвязи тока дуги плазмотрона, расхода плазмообразующего газа, свойств напыляемого материала с температурой частиц, а также зависимость КИМ от температуры частиц, позволяют проследить влияние каждого отдельного параметра процесса напыления на коэффициент использования материала.
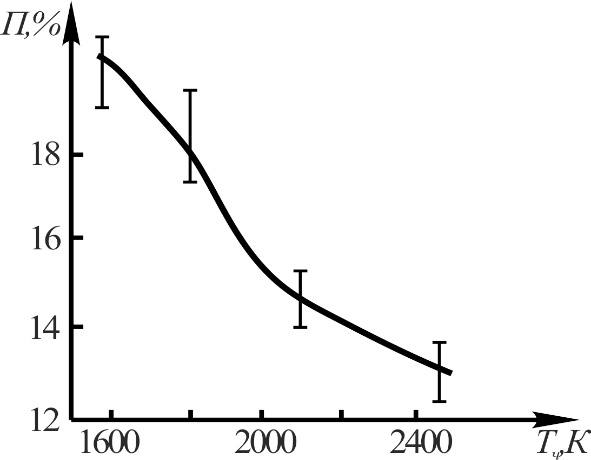
а)
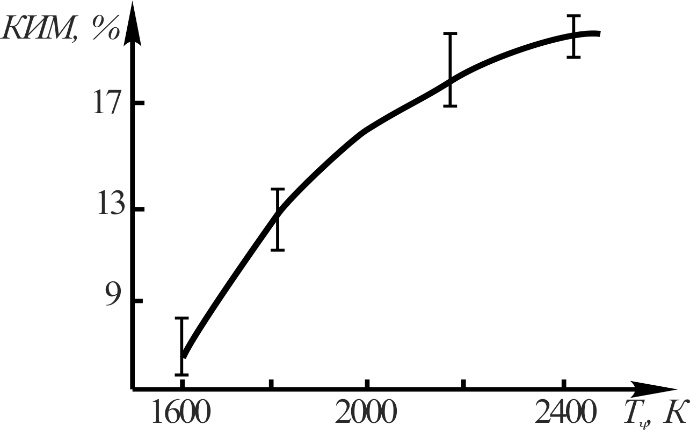
б)
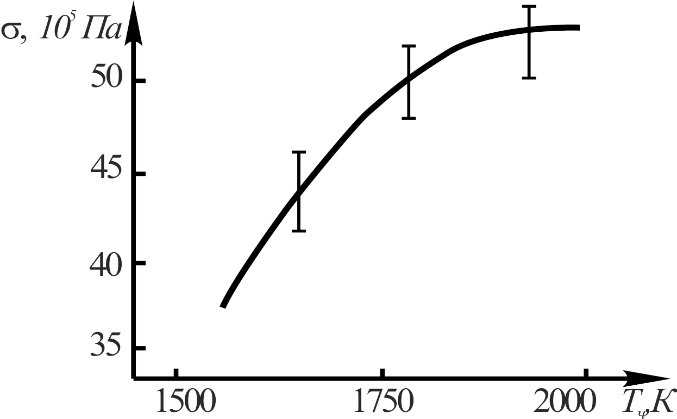
в)
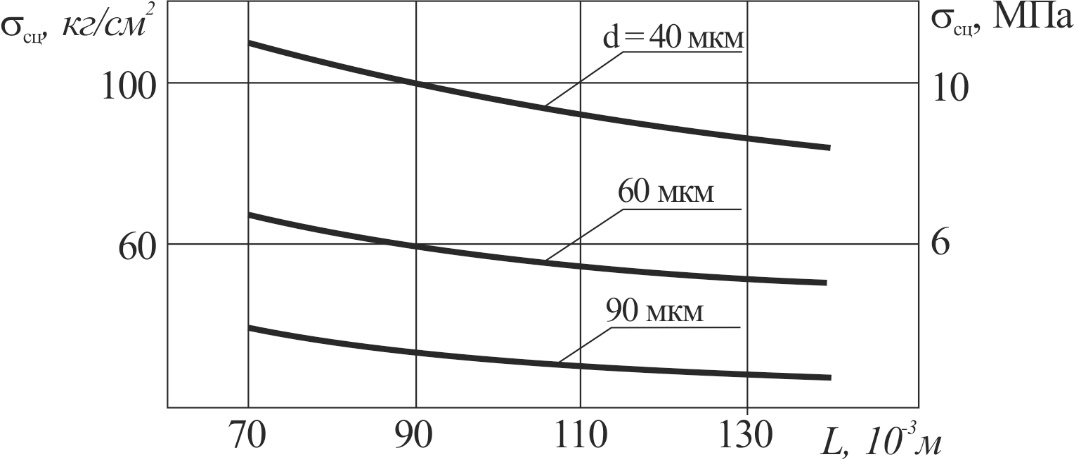
г)
Рисунок 13.2 – Зависимость пористости (а), КИМ (б), прочности сцепления от температуры частиц (в) и дистанции напыления (г)
При малых токах относительно низкое значение будет иметь энтальпия и температура плазменной струи, температура частиц, а следовательно и КИМ. Увеличение тока дуги (при прочих равных условиях) вызывает повышение температуры частиц, что сначала приводит к росту КИМ, а дальнейшее увеличение тока приводит к испарению частиц и понижению КИМ.
Свойства некоторых материалов, применяемых для плазменного напыления функциональных покрытий, приведены в таблице 13.2.
Таблица 13.2 – Свойства материалов, применяемых для напыления при 800 К
Материалы | Температура плавления, К | Тепло- емкость, Дж/кг·К | Тепло- проводность, Вт/м·К | Плотность, кг/м3 | Теплота плавления, кДж/кг |
Оксид алюминия | 2243…2303 | 1270 | 2,38 | 3960 | 1065 |
Двуокись циркония | 2973…3129 | 670 | 2,05 | 5560 | 693 |
Карбид вольфрама | 3140 | 461 | 53,6 | 15770 | – |
Вольфрам | 3653 | 134 | 129,6 | 19300 | 192 |
Молибден | 2883 | 276 | 125 | 10200 | 292 |
В промышленности кроме порошковых плазмотронов используются также плазмотроны, работающие на проволочном расходуемом материале. В них создаются условия для лучшего прогрева и более равномерного по скоростям потока напыляемых частиц, что приводит к получению более плотных и однородных покрытий. В то же время порошковые плазмотроны создают возможности для более глубокого варьирования составом и свойствами получаемых покрытий.
Наблюдаемые в плазмотронах скорости истечения частиц напыляемых материалов обычно достигают значений 40...250 м/с и создают на поверхности подложки давление порядка 50…100 МПа. Малое время активного контакта частиц с подложкой (10-5...10-7 с) создает градиент температуры по толщине покрытия 104 град/мм.
Такой характер охлаждения способствует изменению свойств напыляемого материала, в частности, повышению его твердости, а также вызывает интенсивное выделение газов, которые были растворены в расплавленных частицах и не успели выделиться при их быстрой кристаллизации и переходе в твердое состояние. Поэтому остаточная пористость плазменно-напыленных покрытий достигает 5...15%. Последовательно, хаотически накладываясь друг на друга, частицы образуют чешуйчатое слоистое покрытие с сильно выраженной анизотропией свойств (то есть различием свойств в различных направлениях).
Условия пластического деформирования и термической активации поверхности подложки определяют величину прочности сцепления покрытия с основой.
С целью увеличения прочности сцепления поверхность детали подвергают абразивной, механической или химической обработке перед нанесением покрытия. Прочность сцепления плазменных металлических покрытий с металлической подложкой достигает 15 МПа, а иногда и 30 МПа. Повышению прочности сцепления покрытия способствует применение специальных подслоев из металлов или керамики (например, молибдена, оксида хрома и т. д.) толщиной около 10 мкм.
Прочность сцепления можно увеличить также регулированием мощности плазмотрона и дистанции напыления. Тем не менее, прочность сцепления плазменно-напыленного покрытия с подложкой невелика и может быть нарушена под действием внутренних остаточных напряжений в материале покрытия, которые достигают 7...15 МПа. По этой причине за проход обычно не напыляют слой более 50...200 мкм. Полная толщина покрытия не должна превышать своего критического значения (обычно 1...5 мм).
Температуру подложки можно изменять по определенному закону, для того, чтобы обеспечить снижение градиента температуры по толщине покрытия (нагреваем до 373...673 К до начала и охлаждаем в процессе напыления).
Варьирование технологическими параметрами позволяет изменять свойства покрытий в нужном направлении. Существуют и другие пути улучшения свойств плазменно-напыленных покрытий, например, вакуумный отжиг, оплавление поверхности, снижение объемной пористости пропиткой различными веществами и т. п.
13.4. Правила по охране труда и технике безопасности при нанесении функциональных покрытий
Процесс плазменного напыления сопровождается интенсивным излучением в ультрафиолетовой, видимой и инфракрасной области спектра, а также высоким уровнем шума, достигающим 150 дБ. Напыление материалов производится при токах до 200...600 А. Пары напыляемых материалов могут быть токсичны. Ниже приводится ряд основных положений и требований, обязательных к исполнению.
1. Перед включением установки необходимо убедиться, что никто из присутствующих не находится вблизи токоведущих элементов. При этом началу работ предшествует включение вытяжной вентиляции.
2. Во время работы установки запрещается трогать элементы электрических и газовых цепей установки.
3. Смотреть на плазменную струю можно только через стекло защитной маски.
Порядок выполнения работы
1. Ознакомиться с методическими указаниями к работе.
2. Просмотреть учебный кинофильм.
3. Вычислить на ПЭВМ значение энтальпии плазменной струи и температуры напыляемых частиц на различных расстояниях от среза сопла плазмотрона, введя в программу следующие значения основных технологических параметров процесса: I = 300 А, М1 = 1 г/с, М2 = 0,1 г/с. Полученные результаты занести в таблицу 13.3.
Таблица 13.3 – Расчетные значения энтальпии струи и температуры напыляемых
частиц
Номер режима | Режим напыления | Энтальпия плазменной струи | Температура напыляемых частиц на расстоянии от среза сопла, см | |||
0 | 1 | 2 | 3 | 5 | 7 | 10 |
1 | I = 250 А, М1 = 1,1 г/с, М2 = 0 г/с | |||||
2 | I = 300 А, М1 = 1 г/с, М2 = 0,1 г/с | |||||
3 | I = 350 А, М1 = 1 г/с, М2 = 0,1 г/с |
4. Провести напыление экспериментальных образцов. Получить 9 образцов для испытаний, взвесить их на аналитических весах с точностью ± 0,1 г и результаты взвешивания вместе с номером образца занести в таблицу 13.4.
Таблица 13.4 – Результаты измерения массы образцов и вычисления КИМ
№ п/п | Номер режима | Номер образца | Масса образцов | Масса покрытия, г | КИМ | Среднее значение КИМ для режима напыления |
до напыления | после напыления | |||||
1 | I | |||||
2 | ||||||
3 | ||||||
4 | II | |||||
5 | ||||||
6 | ||||||
7 | III | |||||
8 | ||||||
9 |
5. Включить установку плазменного напыления в такой последовательности:
• включить вентиляцию;
• подать воду в систему охлаждения источника питания и плазмотрона;
• включить электропитание на пульте управления;
• подать в плазмотрон плазмообразующий газ;
• запустить плазмотрон с помощью высокочастотного осциллятора и подать в плазмотрон напыляемый материал.
Выключение установки предусматривает прекращение подачи порошка, отключение электрических цепей и газовых трактов и лишь затем прекращение подачи воды и выключение вентиляции.
Напылить по три образца на каждом из трех режимов, указанных в таблицу 13.3. Напыление выполнить порошком нихрома грануляцией 63-100 мкм. Дистанция напыления – 100 мм. Время напыления каждого образца – 1 мин ± 3 с. Взвесить образцы после напыления и результаты занести в таблицу 13.4. Вычислить массу покрытия и коэффициент использования материала для каждого из образцов. Значения коэффициентов определить по формуле (13.9).
Производительность питателя постоянна на всех режимах и составляет 10 г/мин.
6. Построить графики зависимостей температуры частиц от расстояния до среза сопла; среднего значения КИМ от тока дуги, энтальпии струи и температуры частиц на расстоянии от среза сопла, равном 100 мм (дистанция напыления).
7. Составить отчет о выполнении лабораторной работы.
8. Сформулировать выводы и дать краткое объяснение полученных результатов.
Содержание отчета
1. Наименование и цель лабораторной работы.
2. Результаты расчетов и измерений (табл. 13.3, табл. 13.4).
3. Графики зависимостей:
а) температуры частиц от расстояния до среза сопла плазмотрона –
![]()
б) КИМ от тока дуги – КИМ = f (I);
в) КИМ от энтальпии – КИМ = f (H);
г) КИМ от температуры частиц – КИМ = f (Тч).
Контрольные вопросы
13.1. Каков принцип работы плазмотрона?
13.2. Какова специфика плазменных покрытий?
13.3. Перечислите основные технологические параметры процесса плазменного напыления.
13.4. Каковы основные области применения плазменной технологии?
13.5. Из каких основных элементов состоят установки плазменного напыления?
13.6. Каковы основные требования безопасной эксплуатации установок плазменного напыления?
13.7. Каковы пути управления энтальпией плазменной струи?
13.8. Каковы пути управления прочностью сцепления покрытия с подложкой?
13.9. Какие основные задачи решают плазменные покрытия в машиностроении?
13.10. Назовите основные факторы, влияющие на скорость движения и нагрев частиц в плазмотроне.
13.11. Изложите порядок определения коэффициента использования материала.
13.12. Чем отличается процесс изготовления оболочковых деталей от процесса нанесения функциональных покрытий?
