

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
УДК 669.687
РАЗРАБОТКА УНИВЕРСАЛЬНОЙ КОРЗИНЫ ДЛЯ ЗАГРУЗКИ КОРПУСОВ КОНДЕНСАТОРОВ ТИПА К52-2
Ю. С. СЕМЕНОВА, кандидат техн. наук,
Э. И.ОСОБЛИВЦЕВ, магистрант
(НГТУ, г. Новосибирск)
– 630073, г. Новосибирск, ,
Новосибирский государственный технический университет,
e-mail: yu. *****@***nstu. ru
Аннотация
Описаны проблемы автоматизации процесса горячего лужения на заводе «ОКСИД». Проанализированы особенности внедрения автоматизированной линии горячего лужения в технологический процесс корпусов конденсаторов типа К52-2. Выявлено, что корзина для обработки деталей в жидкостях нуждается в модернизации. Существующая корзина для лужения деталей не полностью удаляет жидкость из корпусов конденсаторов, вследствие чего возникает брак. На основе анализа и проведенных опытов, была спроектирована и изготовлена новая корзина для горячего лужения. Данная корзина изготовлена из титанового сплава ВТ6. Это, во-первых, позволило уменьшить нагрузку на пневмоцилиндр манипулятора, а, во-вторых, обеспечило стойкость корзины к воздействию высоких температур. Снижение нагрузки на пневмоцилиндр манипулятора необходимо для его стабильной работы в процессе его погружения в рабочие жидкости и выхода из них. Стойкость корзины к высоким температурам важна при работе в расплавленном металле при сохранении ее механических свойств.
Ключевые слова: автоматизированная линия, универсальная корзина, горячее лужение, манипулятор.
ВведениеНовосибирский завод радиодеталей «ОКСИД» занимается выпуском танталовых конденсаторов. Конденсатор представляет собой двухполюсник с определённым значением ёмкости и малой проводимостью и служит для накопления заряда и энергии электрического поля. На предприятии закуплена автоматизированная линия для обработки деталей.
На автоматизированной линии корзина закрепляется на манипулятор (рис.1), который опускает и поднимает корзину с помощью пневмоцилиндра. Процесс лужения происходит в несколько этапов: травление, промывка, флюсование, лужение, отбивка, осветление, каскадная промывка. На каждом этапе обработки необходимо полностью удалять жидкость из заготовок после обработки. Обработка осуществляется в специальных ваннах, а лужение в тигле, в котором находится расплавленный припой.

Рис.1. Манипулятор для перемещения корзины
Процесс горячего лужения производится с целью предотвращения металла от коррозии. Поверхность изделий покрывают тонким слоем сплава свинца и олова. Горячее лужение выполняют погружением в расплавленный металл, перед этим поверхность подвергают очистке. Лужение осуществляется в тигле в течение 1 минуты, после чего излишки припоя удаляют в центрифуге. Для лужения используется припой марки ПОССу 61-0,5 ГОСТ 21930-76.
Для одновременной обработки партии корпусов необходима оснастка, обеспечивающая подвод и отвод рабочих жидкостей по всей площади поверхностей обрабатываемых заготовок. Существующая корзина, используемая при ручном режиме работы, не обеспечивает полное удаление жидкостей из корпусов конденсаторов при работе в условиях автоматизированной линии. Вследствие этого возникла необходимость создания новой конструкции, позволяющей удалять излишки жидкости в процессе работы автоматизированной линии.
Конструкция корзины должна удовлетворять следующим требованиям:
Для обеспечения работы пневмоцилиндра манипулятора при погружении корзины в рабочие жидкости и выходе из них необходимо рассчитать нагрузку на него с учетом веса загруженной корзины и вязкости используемых жидкостей. Нагрузка не должна превышать номинальное давление пневмоцилиндра 950 Н. В конструкции корзины следует использовать материалы, устойчивые к воздействию высоких температур. Необходимо исключить попадание расплавленного припоя на рабочие поверхности в процессе лужения.С учетом необходимых требований был разработан макет универсальной корзины.
Разработка конструкции корзины
Поскольку корзина (рис.2) должна быть устойчива к высоким температурам, было принято решение изготавливать корзину из титана марки ВТ6, это позволяет выдерживать высокую температуру и значительно уменьшить ее вес. Конструкция корзины имеет дно (поз.1), в которое устанавливаются стойки (108 штук поз.2), каждая из которых приваривается ко дну корзины. Сверху устанавливается крышка (поз.3), которая закрепляется с помощью резьбового соединения (поз.4). К основанию крышки приваривается ручка (поз.5), для закрепления в манипуляторе.
Корзина вмещает 52 заготовки, которые загружают между тремя стойками в вертикальном положении. Сверху устанавливается крышка и закрепляется тремя шпильками. Для защиты резьбовых соединений от налипания припоя были предусмотрены специальные колпачки (поз.4).
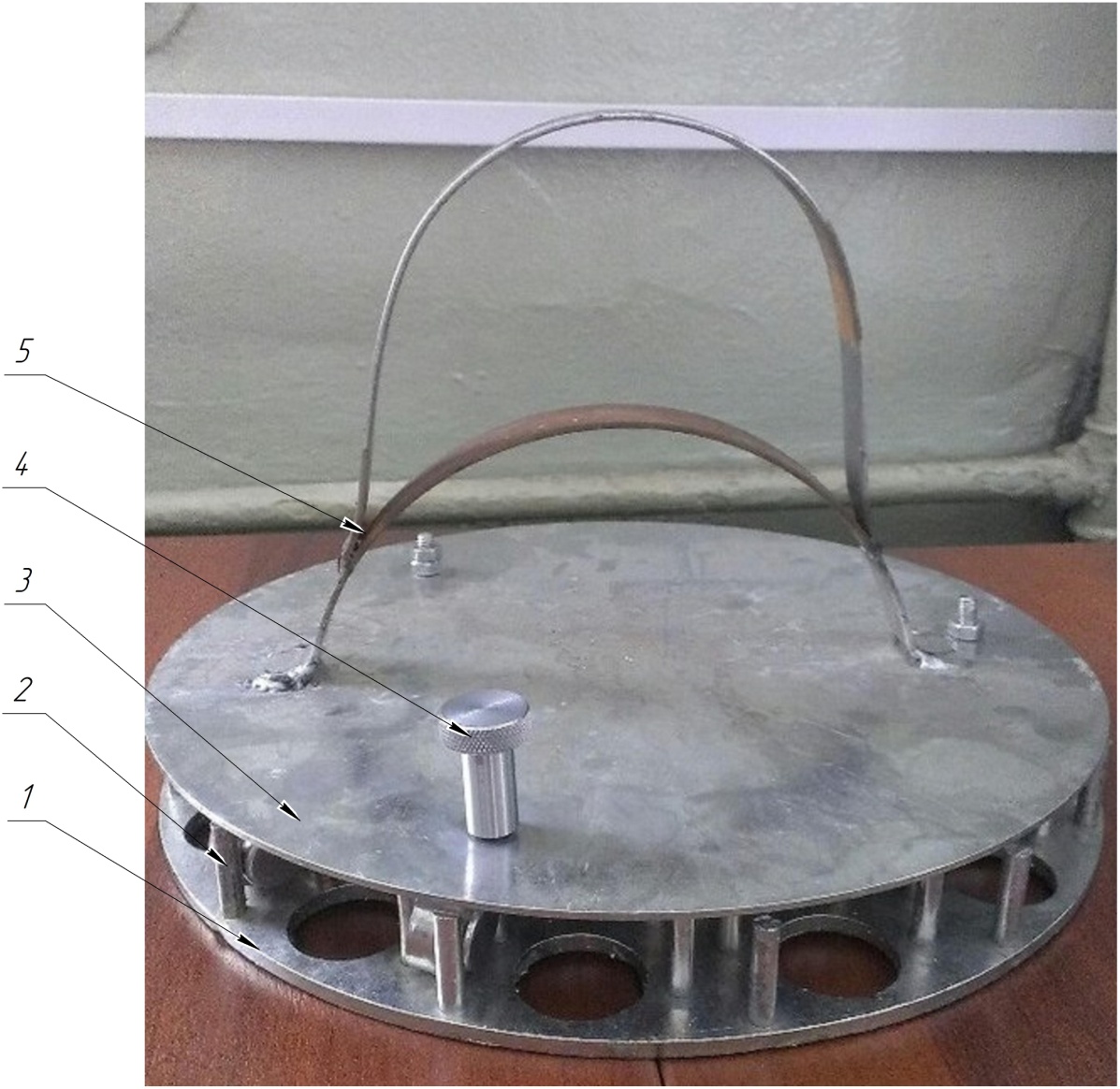
Рис.2. Макет универсальной корзины
1 – дно; 2 – стойка; 3 – крышка; 4 – резьбовой колпачок; 5 – ручка.
Расчет параметров корзины, обеспечивающих работу автоматизированной линии
Для обеспечения работы автоматизированной линии важен вес загруженной корзины, поскольку он влияет на нагрузку пневмоцилиндра.
Общий вес загруженной корзины включает в себя вес самой корзины, а также вес 52 заготовок:
mобщ.= mкорз.+ mзаг. (1)
где: mкорз. = 2mд + 108mс; mд – масса дна корзины, 0,26 кг; mс - масса одной стойки, 0,014 кг; mкорз – масса пустой корзины, 2,7 кг; mзаг – масса заготовок, 0,57 кг.
Расчетный вес корзины с заготовками составил 3,3 кг. Наибольшую нагрузку манипулятор испытывает в момент, когда корзина выходит из ванны с припоем. В этом случае нагрузка будет определяться вязкостью припоя, а также площадью поперечного сечения крышки корзины [1]:
Fобщ = F1 + F2 – F3 + F4 (2)
где: F1 – сила тяжести, 43,1 Н; F2 – нагрузка на пневмоцилиндр манипулятора, 34,8 Н; F3 – выталкивающая сила, 1,98 Н; F4 – сила внутреннего трения, 5,6 Н.
Общая нагрузка на манипулятор в момент максимального воздействия составила 81,5 Н. С учетом коэффициента запаса (Кзап = 244,6 Н), нагрузка не превышает номинального давления пневмоцилиндра.
ВыводыРазработка новой универсальной корзины позволила обрабатывать заготовки как вручную, так и на автоматизированной линии. Простота конструкции обеспечивает быстрое и надежное закрепление на манипуляторе, малый вес и правильно подобранный материал, обеспечивает нагрузку на пневмоцилиндр необходимую для полного погружения в припой. Максимальная нагрузка, действующая на пневмоцилиндр с учетом вязкости, веса загруженной корзины и коэффициента запаса не превышает 950 Н.
Список литературы Определение кинематической вязкости слабовязких металлических расплавов: "Литейное производство черных и цветных металлов" / Сост. , – Хабаровск: Изд-во Хабар. гос. техн. ун-та, 1998. - 12 с.Design of multipurpose basket for loading capacitor cases type K52-2
Abstract
Describes the automation of the process of hot-dip tinning factory "OXIDE". The features of the implementation of the automated line in the hot tinning process _ capacitors cases type K52-2. Detected that the basket for machining fluids in need of modernization. Existing basket tinning parts does not completely remove the liquid from the capacitor cases, causing defective goods. Based on the analysis of the experiments and was designed and constructed a new basket for hot-dip tinning. This basket is made of titanium alloy VT6. This is firstly allowed to decrease the load on the air cylinder of the manipulator, and, secondly, to ensure the durability of the basket to high temperatures.
Reducing the load on the air cylinder of the manipulator required for its stable operation during its dipping in the fluids, and out of them. Durability to high temperatures basket important when working in the molten metal while maintaining its mechanical properties.
Keywords: automated line, universal basket, hot-dip tinning, manipulator.
