
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
, магистрант кафедры «Нанотехнологии и металлургии»
Карагандинского государственного технического университета
, доцент кафедры
«Нанотехнологии и металлургии»
Карагандинского государственного технического университета
Исследование технологии изготовления отливок литьём по газифицируемым моделям
Аннотация
В данной статье рассматривается повышение эффективности литейного производства, снижение трудоёмкости и материальных затрат при изготовлении отливок литьем по газифицируемым моделям.
Ключевые слова: литье по газифицируемым моделям, пенополистирол, технология изготовления отливок.
Abstract
This article discusses the efficiency of casting production, reduced labor intensity and material costs in the manufacture of castings casting on gasified models.
Keywords: lost foam casting, polystyrene foam, manufacturing technology castings.
Повышение эффективности литейного производства, снижение трудоёмкости и материальных затрат при изготовлении отливок в условиях всевозрастающих требований к качеству литья является важной научно-технической задачей. В связи с этим, возрастает интерес к использованию прогрессивных методов получения отливок.
Одной из перспективных и наиболее активно развивающихся в настоящее время является технология литья по газифицируемым моделям. Она успешно применяется при серийном и массовом производстве отливок любой категории сложности из всех типов сплавов в неразъемные разовые песчаные формы и поэтому является наиболее экономичной.
Перспективным направлением в расширении объёмов применения литья по газифицируемым моделям в условиях единичного и мелкосерийного производства отливок является внедрение новых прогрессивных технологий изготовления оснастки из полимерных композиционных материалов с заданными теплофизическими характеристиками. Решение проблемы по замене материала оснастки с металлического на полимерный композиционный позволит значительно ускорить и удешевить процесс, а, следовательно, повысить эффективность метода литья по газифицируемым моделям в условиях единичного и мелкосерийного производства отливок.
В связи с этим, актуальной проблемой на сегодняшний день является создание эффективных технологий изготовления оснастки на основе новых полимерных композиционных материалов для производства газифицируемых моделей.
Причем, максимальный эффект от ее применения достигается при изготовлении отливок со сложной разветвленной поверхностью, многочисленными глубокими поднутрениями и обратными уклонами при отсутствии явно выраженной поверхности разъёма.
Литье по газифицируемым моделям – одна из современных и перспективных технологий, позволяющих значительно снизить себестоимость готовой продукции машиностроительных предприятий.
Уровень механизации и автоматизации цехов и участков, выпускающих индивидуальные отливки, остается очень низким, а условия труда тяжелыми, поэтому применение газифицируемых моделей, в сочетании с жидкими самотвердеющими смесями, представляется перспективным.
Метод ЛГМ был впервые предложен во Франции для получения художественных и ремонтных отливок. Практические и научные основы использования пенополистирола для серийного и массового производства были разработаны профессорами и . Однако способ не получил в СССР широкого распространения из-за выделения большого количества ядовитой и канцерогенной парогазовой фазы. В силу ряда субъективных причин работы по распространению ЛГМ в СССР были, в основном, свернуты.
Между тем, в ФРГ удалось разработать способ поглощения и нейтрализации выделяющихся вредностей.
В последние годы в США, Китае, европейских странах интенсивно внедряется литье по газифицируемым моделям (ЛГМ) как наиболее недорогой и малозагрязняющий окружающую среду способ получения точных отливок. Дженерал Моторс, Форд, БМВ, Фольксваген, Пежо-Ситроен, Рено Фиат и ряд других фирм автостроения полностью перешли в 1980 - 90 гг. на изготовление отливок блоков цилиндров, головок блока, коленвалов и ряда других деталей наиболее массовых двигателей методом ЛГМ. К сожалению, необходимо отметить, хотя США и СНГ являются пионерами и основным патентодержателями по ЛГМ, в России, Украине и других странах СНГ эта технология внедряется слабо.
Сдерживающими факторами освоения этого прогрессивного способа (кроме традиционных экономических трудностей внедрения новых разработок, включая отсутствие налоговых льгот при вложении денег в высокотехнологичные ноу-хау), по мнению авторов, служат устарелые стереотипы мышления литейщиков.
Разрозненная техническая информация о структуре производства (участка, цеха) ЛГМ не даёт достаточных оснований промышленникам на существующих технологически устаревших предприятиях переходить на новый, неизвестный им производственный процесс.
Процесс ЛГМ достаточно широко представлен в литейных производствах стран СНГ. Однако, качество самого оборудования и, как следствие, качество получаемых отливок не отвечает современным европейским стандартам.
Основные причины низкого качества отливок ЛГМ следующие:
- наличие значительного количества дефектов, в том числе песчаных и газовых раковин, а также низкое качество поверхности литья. Данные дефекты особенно характерны при изготовлении стальных отливок, а также из высокопрочного чугуна;
- наличие в стальных отливках литейного науглероживания на поверхности отливок, связанное с образованием в процессе сгорания пенополистироловых моделей жидкой фазы, из-за неразложившегося стирола.
Опыт внедрения этого процесса в Польше, Румынии, Вьетнаме и на нескольких украинских предприятиях показывает, что, благодаря преимуществам ЛГМ, инвестиции в него быстро окупаются.
Как показывает многолетний опыт, переход от традиционного производства отливок в песчано-глинистых формах к технологии ЛГМ обеспечивает высокую конкурентоспособность продукции машиностроительных предприятий за счёт снижения производственных и капитальных затрат, а также повышения качества продукции.
Главные достоинства метода – в возможности получения отливок высокого качества, при существенном сокращении трудоемкости процесса. Технология позволяет использовать для литья разные сплавы – бронзу, чугун, сталь, латунь, AL–сплавы. Поскольку модели из пенополистирола не ограничены ни размерами, ни конфигурацией, при этом, они могут быть к тому же, склеены из составных, отдельно изготовленных частей, технологию ЛГМ используют для отливок любой массы. Этот способ литья сокращает затраты на оборудование и материалы, уменьшает число технологических операций и снижает отходы производства. Более того, качество изготовленной модели позволяет уменьшить затраты на финишную обработку и даже отказаться от нее.
Способом ЛГМ получают точные и сложные отливки, которые другими способами иногда получить невозможно, что делает именно эту технологию очень эффективной для изготовления любой машиностроительной продукции.
Окончательное решение о применении способа должно приниматься после технико-экономического обоснования с учетом технических возможностей производства, капиталовложений и экологии.
Литье по газифицируемым моделям (рисунок 1) - это процесс получения отливок путем свободной заливки расплавленного металла в формы, изготовленные по газифицируемым моделям.
Изготовление форм при этом способе литья состоит в следующем. Сначала изготавливается модель 1, материалом для которой служит пенополистирол.
Пенополистирол - это вспененный полимер с небольшой объемной массой (20-30 кг/м), низкой температурой плавления (120 °С), который при температуре 320 °С деполимеризуется, т. е. разрушается на продукты меньшей молекулярной массы, а при 560 °С - разлагается до водорода и сажистого углерода. Явление разложения модели под действием теплоты заливаемого металла и используется при литье по газифицируемым моделям.
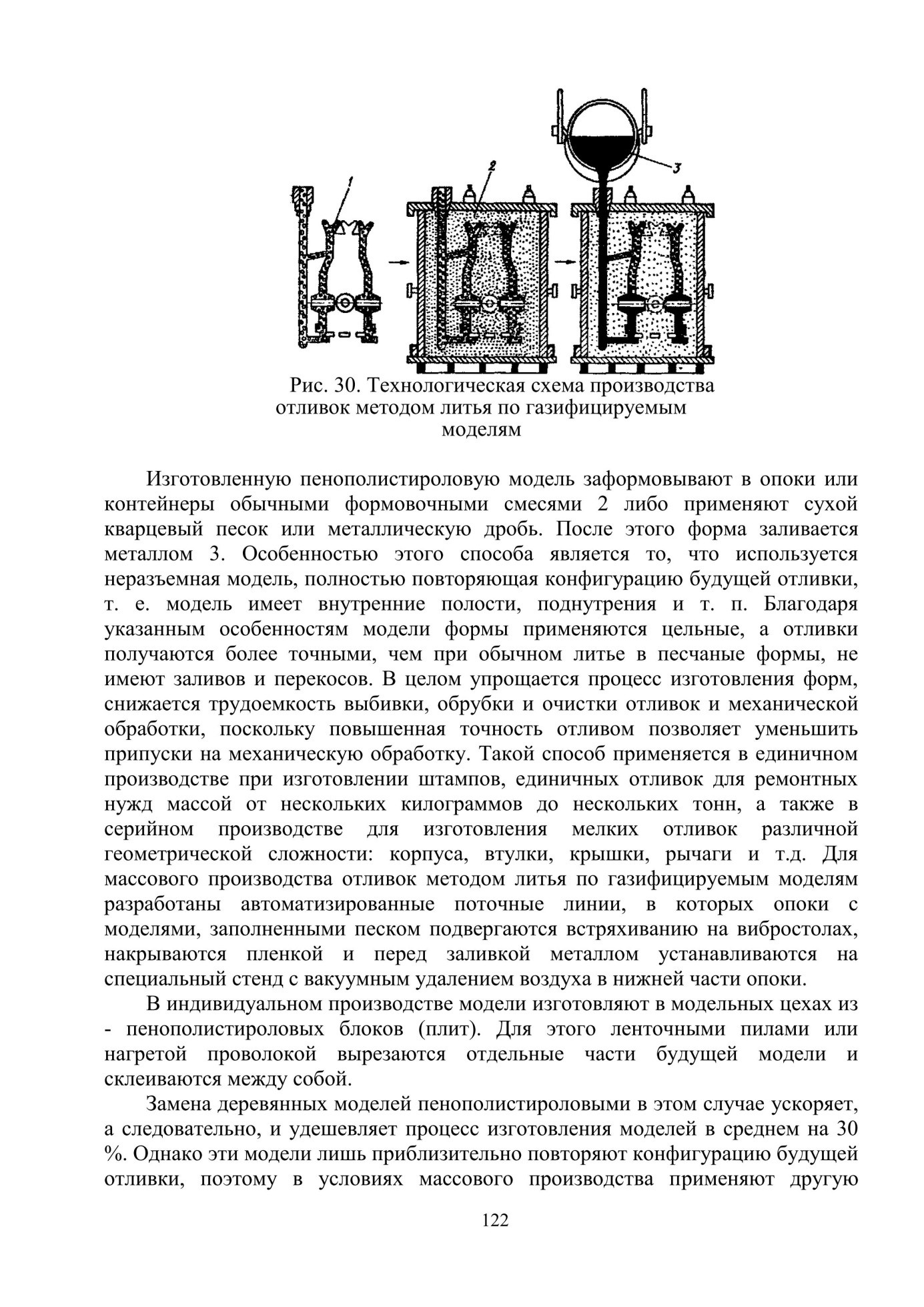
Рисунок 1 - Технологическая схема производства отливок методом литья по газифицируемым моделям
Изготовленную пенополистироловую модель заформовывают в опоки или контейнеры обычными формовочными смесями 2 либо применяют сухой кварцевый песок или металлическую дробь. После этого форма заливается металлом 3. Особенностью этого способа является то, что используется неразъемная модель, полностью повторяющая конфигурацию будущей отливки, т. е. модель имеет внутренние полости, поднутрения и т. п. Благодаря указанным особенностям модели формы применяются цельные, а отливки получаются более точными, чем при обычном литье в песчаные формы, не имеют заливов и перекосов. В целом упрощается процесс изготовления форм, снижается трудоемкость выбивки, обрубки и очистки отливок и механической обработки, поскольку повышенная точность отливом позволяет уменьшить припуски на механическую обработку. Такой способ применяется в единичном производстве при изготовлении штампов, единичных отливок для ремонтных нужд массой от нескольких килограммов до нескольких тонн, а также в серийном производстве для изготовления мелких отливок различной геометрической сложности: корпуса, втулки, крышки, рычаги и т. д. Для массового производства отливок методом литья по газифицируемым моделям разработаны автоматизированные поточные линии, в которых опоки с моделями, заполненными песком подвергаются встряхиванию на вибростолах, накрываются пленкой и перед заливкой металлом устанавливаются на специальный стенд с вакуумным удалением воздуха в нижней части опоки.
Особенность ЛГМ процесса в том, что модель изготовленная из пенополистирола, не извлекается из формы, а газифицируется под воздействием тепловой энергии заливаемого в форму расплава. Термодеструкция модели протекает по законам радикально-цепных реакций, при этом, образуются парообразная, газовая, жидкая и твердая фазы, соотношения между которыми и их качественный состав определяются температурой расплава и продолжительностью взаимодействия системы модель – металл, т. е. скоростью заливки. Существенное влияние на эти процессы оказывают плотность модели, структура полимера, наличие в пенополистироле реагентов, способствующих или препятствующих глубине протекания процесса деструкции модели, а также гидравлические параметры формы.
Наиболее трудоемкой и ответственной частью всего технологического процесса производства отливки является изготовление разовой модели, так как ее геометрическая точность определяет качество литой детали.
Материал для газифицируемых моделей при низкой плотности должен обладать достаточной механической прочностью, для того чтобы исключить возможность поломки модели при изготовлении, транспортировке и формовке, кроме того, при заливке формы металлом модель должна полностью газифицироваться.
В единичном производстве для изготовления газифицируемых моделей механической обработкой из пенополистироловых плит используются как литейные (ПСВ-Л и ПСВ-ГМ), так и строительные марки (ПСВ-65С и ПСВ-55С) суспензионного полистирола.
При серийном производстве моделей на первом этапе производят предварительную переработку суспензионного полистирола и далее изготавливают модель в пресс-форме. В массовом производстве применяют специальные модельные автоматы.
Необходимо обращать внимание на равномерность структуры пенополистирола, которая оказывает влияние на физико-механические свойства модели и газовый режим при заливке формы металлом, повышенная плотность модели может приводить к появлению дефектов на поверхности отливки.
Применение технологии ЛГМ во всем мире подтвердило свою высокую эффективность. Существенное снижение затрат на единицу происходит за счет следующих факторов: снижение себестоимости за счет используемых материалов; сокращение трудоемкости финишных операций; использование недорогой и сравнительно простой литейной оснастки; возможность комплексной автоматизации всего технологического процесса; отсутствие необходимости хранить использованные формы и модели, ведь в случае использования фрезерной технологии изготовления моделей, хранить придется только программное обеспечение, которое, кстати, ликвидно и само по себе.
Применение ЛГМ – недорогой способ перехода к производству высокотехнологичной наукоемкой продукции.
Список использованной литературы:
1. , Проект цеха литья по газифицируемым моделям, особенности его структуры и отличия от традиционных литейных цехов//Литейное оборудование. – 2010.- № 3. - С. 50-54.
2. О преимуществах литья по газифицируемым моделям// Литейное оборудование. – 2013.- № 5. - С. 33-35.
3. Курс лекций для студентов дневного отделения специальности 1-36 02 01?Машины и технология литейного производства//Гомель. – 2011. – С. 142.
