

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
ЗАДАЧА №1. РАСЧЕТ ПРОИЗВОДСТВЕННОГО ЦИКЛА
Исходные данные
Дан простой технологический цикл с нормами времени tшт и фронтом работ c по операциям (табл.1).
Табл.1. Норма времени в минутах. Фронт работ.
№ операции | tшт | c |
1 | 3,1 | 1 |
2 | 4,8 | 1 |
3 | 5,4 | 1 |
4 | 2,9 | 1 |
5 | 3,3 | 1 |
6 | 4,9 | 1 |
7 | 1,2 | 1 |
Величина обработочной партии деталей n = 180 штук, передаточной партии p = 30 штук.
Продолжительность рабочей смены S = 8 часов, режим работы производственного участка – 2 смены.
Коэффициент перевода календарных дней в рабочие примем равным ![]() .
.
Время протекания естественных процессов примем равным нулю: Tест = 0.
При расчете длительностей производственного цикла примем среднее время межоперационных перерывов tмо (в расчете на передаточную партию):
- для последовательного движения партии деталей tмо = 90 мин; для параллельно-последовательного движения партии деталей tмо = 30 мин; для параллельного движения партии деталей tмо = 5 мин.
Расчет длительности технологического цикла
Рассчитаем длительность технологического цикла при последовательном, параллельно-последовательном и параллельном виде движения партии деталей в производстве.
Последовательное движение партии деталей
Длительность технологического цикла при последовательном движении партии деталей вычисляется по формуле:
![]() , где
, где
Tпосл – длительность технологического цикла, мин;
m – число технологических операций;
n – обработочная партия, штук;
ti – норма времени на i-ой операции, мин/штуку;
ci – фронт работ (число рабочих мест) на i-ой операции.
Подставив исходные данные из табл.1 и значение n, получим:
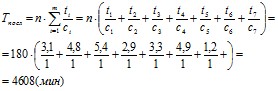
Итак, Tпосл = 4608 минут.
Параллельно-последовательное движение партии деталей
Длительность технологического цикла при параллельно-последовательном движении партии деталей можно определить по формуле:
![]() , где
, где
Tпар. посл – длительность технологического цикла, мин;
m – число технологических операций;
n – обработочная партия, штук;
p – передаточная партия, штук;
ti – норма времени на i-ой операции, мин/штуку;
ci – фронт работ (число рабочих мест) на i-ой операции;
![]() – считается для короткой операции (из двух смежных).
– считается для короткой операции (из двух смежных).
Подставив исходные данные из табл.1, значения n и p, получим:
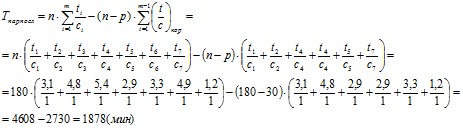
Итак, Tпар. посл = 1878 минут.
Параллельное движение партии деталей
Длительность технологического цикла при параллельном движении партии деталей определяется по формуле:
 , где
, где
Tпар – длительность технологического цикла, мин;
m – число технологических операций;
n – обработочная партия, штук;
p – передаточная партия, штук;
ti – норма времени на i-ой операции, мин/штуку;
ci – фронт работ (число рабочих мест) на i-ой операции;
tj – норма времени на самой длинной ( j-ой) операции, мин/штуку;
cj – фронт работ (число рабочих мест) на j-ой (самой длинной) операции.
Подставив исходные данные из табл.1, значение p и определив, что самая длинная операция – 3 (самая большая норма времени), получим:
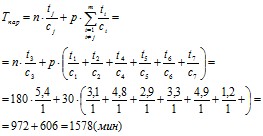
Итак, Tпар = 1578 минут.
Расчет длительности производственного цикла
Рассчитаем длительность производственного цикла при последовательном, параллельно-последовательном и параллельном виде движения партии деталей в производстве.
Длительность производственного цикла при всех видах движения партии деталей вычисляется по формуле (время протекания естественных процессов равно нулю):
![]() , где
, где
Tпр – длительность производственного цикла, мин;
S – продолжительность рабочей смены, мин;
q – режим работы участка (число смен в сутках);
f – коэффициент перевода календарных дней в рабочие (см. условие);
Tтех – длительность технологического цикла, мин;
m – число технологических операций;
tмо – средняя длительность межоперационного перерыва, мин;
1440 – число минут в сутках.
Подставив исходные данные из условия, получим:
- для последовательного движения партии деталей (tмо = 90 мин):

Итак, Tпр. посл = 11471,7 минуты.
- для параллельно-последовательного движения партии деталей (tмо = 30 мин):

Итак, Tпр. пар. посл = 4572,9 минуты.
- для параллельного движения партии деталей (tмо = 5 мин):

Итак, Tпр. пар = 3532,6 минуты.
Построение графиков производственного цикла
Построим графики производственного цикла при последовательном, параллельно-последовательном и параллельном виде движения партии деталей в производстве.
Примечание для всех графиков. При построении не учитывается коэффициент ![]() , то есть измеряемое по графику значение надо сравнивать с полученным аналитически значением с учетом отсутствия этого коэффициента.
, то есть измеряемое по графику значение надо сравнивать с полученным аналитически значением с учетом отсутствия этого коэффициента.

Рис.1. График производственного цикла при последовательном движении партии деталей
Учитывая примечание, приведенное аналитическое значение ![]() . Таким образом, погрешность графического построения:
. Таким образом, погрешность графического построения:

Погрешность графического построения производственного цикла для последовательного движения партии деталей ?посл = 0,7%.

Рис.2. График производственного цикла при параллельно-последовательном движении партии деталей
Учитывая примечание, приведенное аналитическое значение ![]() . Таким образом, погрешность графического построения:
. Таким образом, погрешность графического построения:

Погрешность графического построения производственного цикла для параллельно-последовательного движения партии деталей ?посл = 1,1%.

Рис.3. График производственного цикла при параллельном движении партии деталей
Учитывая примечание, приведенное аналитическое значение ![]() . Таким образом, погрешность графического построения:
. Таким образом, погрешность графического построения:

Погрешность графического построения производственного цикла для параллельного движения партии деталей ?посл = 0,5%.
Выводы
Сопоставим длительности технологических и производственных циклов простых процессов при различных видах движения партии деталей:
Табл.2. Длительности технологических и производственных циклов простых процессов при различных видах движения партии деталей
Вид движения партии деталей | Длительность технологического цикла, мин | Длительность производственного цикла, мин |
последовательный | 4608 | 11471,7 |
параллельно-последовательный | 1878 | 4572,9 |
параллельный | 1578 | 3532,6 |
Как видно из таблицы 2, самый эффективный с точки зрения времени способ организации движения партии деталей – параллельный. Самый неэффективный – последовательный. Причем данная закономерность прослеживается на основе анализа длительностей как технологического, так и производственного цикла.
ЗАДАЧА №2. РАСЧЕТ И ПЛАНИРОВКА ПОТОЧНОЙ ЛИНИИ
Исходные данные
Дан простой технологический процесс обработки детали «Картер воздушного насоса». Вес детали – 5,3 кг, габариты – 320x140мм.
Табл.3. Технологический процесс обработки детали
№ п/п | Наименование операции | Тип оборудования | Норма времени t, штук/мин |
1 | Фрезерование плоскостей фланца | Вертикально-фрезерный 6Н13 | 2,5 |
2 | Сверление отверстий во фланце | Вертикально-сверлильный 2А135 | 2,1 |
3 | Зенкерование отверстий | Тот же | 1,1 |
4 | Развертывание отверстий | Тот же | 1,08 |
5 | Фрезерование торцев со стороны привода | Горизонтально-фрезерный 6М80Е | 3,5 |
6 | Цекование торца | Радиально-сверлильный 2А55 | 0,9 |
7 | Сверление отверстия 8,7 мм | Тот же | 0,7 |
8 | Контроль | Контрольный стол | 0,8 |
Программа запуска в смену – N = 450 штук.
Продолжительность смены – S = 8 часов, режим работы – 1 смена. Регламентированные перерывы – Tрегл = 30 минут в смену.
Расчет такта поточной линии
Зная сменный объем выпуска изделий N, длительность смены S и регламентированные перерывы в смену Tрегл (в это время линия не работает), можно рассчитать такт поточной линии r.
![]() , где
, где
r – такт поточной линии, мин;
Fсм – сменный фонд времени, мин;
S – длительность смены, час;
Tрегл – регламентированные сменный перерывы, мин;
N – программа запуска, штук/смену.
Расчет числа рабочих мест
Для расчета сила рабочих мест заполним таблицу:
Табл.4. Определение числа рабочих мест и рабочих, коэффициентов загрузки рабочих мест и рабочих.
№ | Норма времени t, штук/мин | Число рабочих мест | Загрузка рабочих мест, Кз | Число рабочих | Загрузка рабочих | |
расчетное | принятое | |||||
1 | 2,5 | 2,5 | 3 | 0,83 | 3 | 100% 100% 50% |
2 | 2,1 | 2,1 | 2 | 1,05 | 2 | 100% 100% 10% |
3 | 1,1 | 1,1 | 1 | 1,1 | 1 | 100% 10% |
4 | 1,08 | 1,08 | 1 | 1,08 | 1 | 100% 8% |
5 | 3,5 | 3,5 | 4 | 0,875 | 3 | 100% 100% 100% 50% |
6 | 0,9 | 0,9 | 1 | 0,9 | 1 | 90% |
7 | 0,87 | 0,87 | 1 | 0,87 | 1 | 87% |
8 | 0,8 | 0,8 | 1 | 0,8 | 1 | 80% |
Стрелками показано объединение рабочих мест (один рабочий последовательно работает на разных рабочих местах).
При заполнении таблицы были произведены следующие действия:
- расчетное число рабочих мест
Выбор типа поточной линии и транспортных средств
Для выбора типа поточной линии необходимо осуществить приведенную ниже последовательность действий:
- сравниваем значения коэффициентов загрузки Kз с максимальным и минимальным допустимым значением (0,9 < Kз < 1,2); если все коэффициенты, за исключением может быть первого и второго, попадают в указанный диапазон, то выбираем тип поточной линии «Непрерывная поточная линия»; если какой либо коэффициент не попадает в диапазон, то выбирается тип «Прерывно-поточная линия» («Прямоточная линия»).
В нашем случае, как видно из табл.4, несколько коэффициентов загрузки рабочего места меньше критического значения. Следовательно, выбираем тип линии «Прямоточная линия» («Прерывно-поточная линия»).
Учитывая значительный вес детали, а также большую сменную программу запуска, выбираем в качестве транспортного средства ручные тележки.
Расчет прямоточной линии
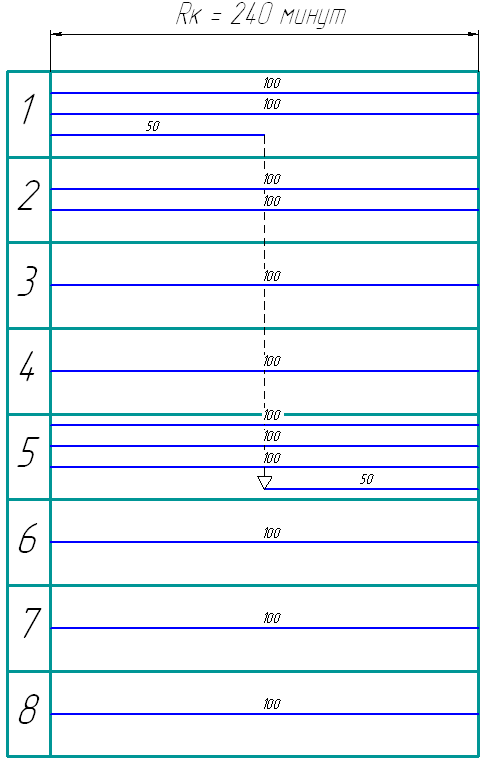
Рис.4.
Теперь можно рассчитать величины межоперационных оборотных заделов и построить эпюры заделов. Эпюры заделов изображены на рис.5. В общем случае межоперационный задел рассчитывается по формуле:
![]() , где
, где
Tн – время работы в неизменных условиях, мин;
cпi – принятое число рабочих мест на i-ой операции;
t – норма времени i-ой операции, штук/мин.
Но приведенная выше формула для заделов верна лишь в случае, если рабочие работают без перегрузки (Kз < 1). В случае, если Kз > 1, межоперационный задел рассчитывается по следующей формуле:
![]()
Для того чтобы рассчитать заделы, необходимо разделить период комплектования на периоды работы в неизменных условиях (см. рис. 5).
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
На рис.5 показан окончательный вариант эпюр межоперационных заделов:
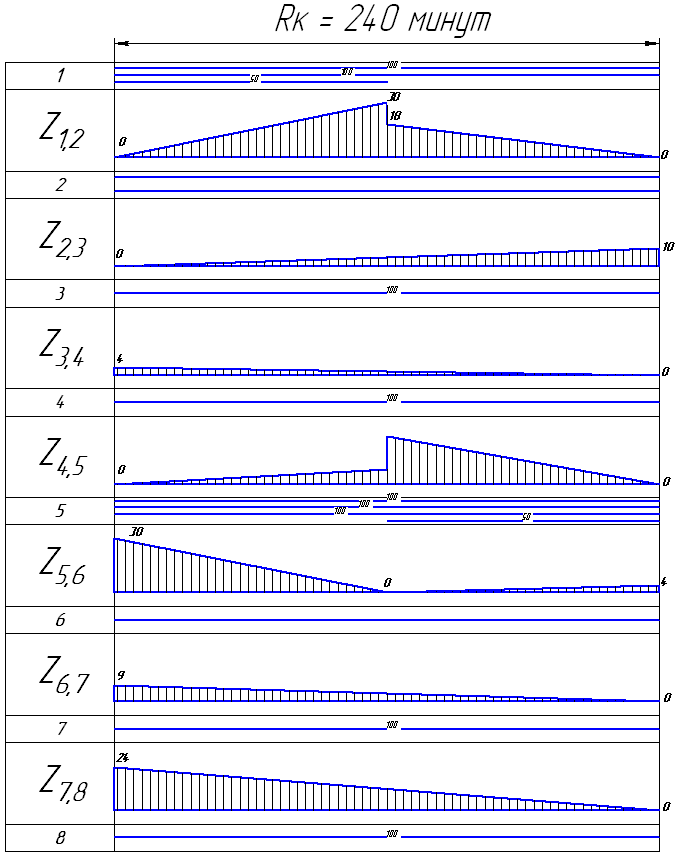
Рис. 5. Эпюры межоперационных заделов
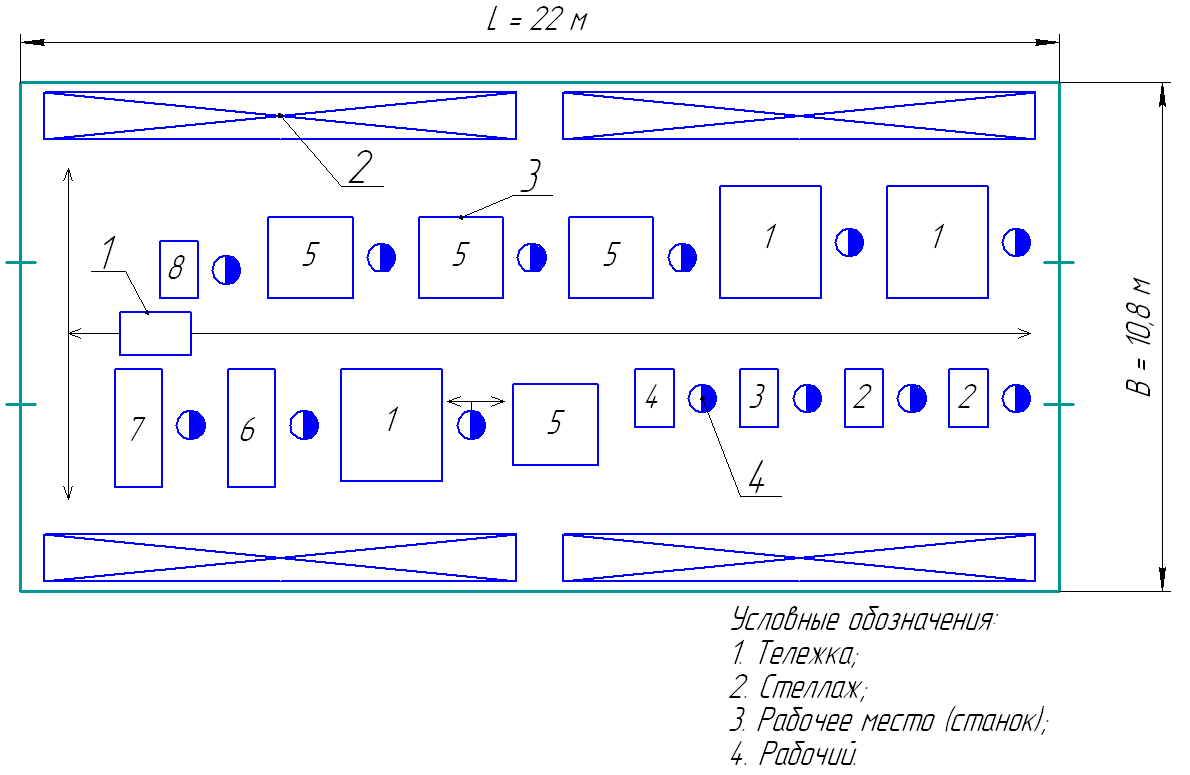
Рис. 6. Планировка поточной линии
Определение сменной выработки
Сменная выработка рассчитывается на одного рабочего и на один квадратный метр производственной площади.
S = L*B=22*10,8=237,6 (м2)
Выработка на единицу производственной площади ![]()
Выработка на одного рабочего 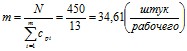
Выводы по задаче №2
В задаче №2 были произведены расчеты и осуществлена планировка поточной линии для простого технологического процесса.
По задаче №2 можно сделать следующие выводы:
- Существует несколько типов поточных линий:
- непрерывно-поточные:
- рабочий конвейер; распределительный конвейер.
- В зависимости от выбранной загрузки рабочих мест и других условий производства необходимо выбрать правильный тип поточной линий.
- Большую важность представляет задача планировки поточной линии, так как необходимо всеми силами пытаться уменьшить размеры производственных площадей (без ущерба для технологического процесса).
