
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
1. ХИМИЧЕСКОЕ ОСАЖДЕНИЕ МЕДИ
Технологический процесс получения гальванических покрытий независимо от природы диэлектрика и назначения деталей состоит из трех основных стадий: подготовки поверхности (обезжиривания, придания поверхности микрошероховатости и полной смачиваемости), получения электропроводного слоя и нанесения гальванических покрытий.
При производстве МПП химическая металлизация используется для покрытия металлом отверстий, а также для электрического соединения слоев МПП (также через отверстия). Химическая металлизация, как правило, предшествует третьей более производительной и дешевой стадии – гальванической, при которой на химически нанесенный тонкий слой металла наращивается плотный и достаточно толстый гальванический осадок, как правило, меди. Установлено, что прочность сцепления между химически осажденной медью и диэлектриком улучшается после нанесения слоя электролитической меди. Химически осажденная медь обычно имеет небольшую толщину ~0,5 мкм и обладает слабыми защитными свойствами, легко окисляется на воздухе, ее сразу защищают наращиванием («затяжкой») гальванической медью, по крайней мере, 1‒2 мкм.
Процесс химического меднения характеризуется сравнительно меньшими затратами на материалы, сами растворы отличаются высокой стабильностью и удобны в эксплуатации, так как не требуют сложного оборудования.
К предварительным операциям процесса химического меднения относятся: обезжиривание; подтравливание; декапирование в H2SO4 или в HCl; активирование в хлористом палладии; обработка в ускорителе.
Обезжиривание – удаление различных жировых загрязнений, образующихся на поверхности в процессе механической или иной обработки, при хранении и транспортировании. Обезжиривание ведется в щелочных растворах или органических растворителях. Основным обезжиривающим компонентом является щелочь в виде гидроксида и (или) солей щелочных металлов. Она омыляет находящиеся на поверхности растительные и животные жиры, способствует переводу минеральных масел в эмульсии. Для обезжиривания чаще всего используется раствор на основе фосфата и карбоната натрия.
Подтравливание – химический процесс, в результате которого изменяются структура и химические свойства поверхности; при этом ей придают требуемые шероховатость, гидрофильность и способность к реакции при выполнении последующих операций. Подтравливание приводит к увеличению прочности сцепления основы с покрытием.
Для подтравливания в производстве ПП используется раствор на основе (NH4)2S2O8 и H2SO4. Серная кислота действует преимущественно как обезжиривающий агент и растворитель окисленных фракций.
Декапирование – проводится для снятия окислов, для подготовки среды. Растворы декапирования содержат разбавленные H2SO4 или HCl.
Активирование – процесс, в результате которого обрабатываемая поверхность приобретает каталитические свойства, обеспечивающие инициирование реакции химического восстановления металла. Процесс химического осаждения меди – автокаталитический, т. е. продукты реакции – металлическая медь – катализирует процесс. Но первоначально, чтобы процесс начался, необходим катализатор. Лучшим катализатором восстановления меди на поверхности является палладий; он, несмотря на значительную стоимость, не имеет себе равных по стабильности работы.
Операция нанесения катализатора (каталитических центров) на поверхность диэлектрика называется активированием поверхности. Активирование может быть проведено классическим способом – когда поверхность сначала сенсибилизируют, обрабатывая ее раствором солей Sn(II), затем активируют раствором соли каталитически активного металла (рисунок 1).
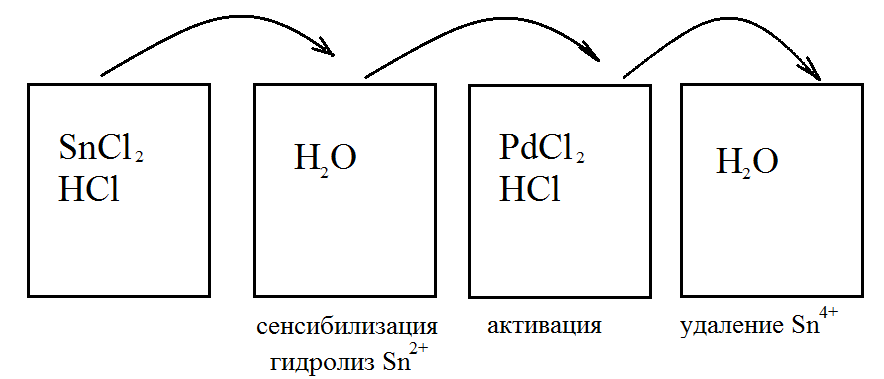
Рисунок 1 – Классическая активация
1. Раствор сенсибилизации. Адсорбция солей олова на поверхности печатной платы.
2. Гидролиз солей Sn2+:
I ступень Sn2++H2O↔SnOH++H+
II ступень SnOH++H2O↔Sn(OH)2+H+
или накопившихся Sn4+ (3SnCl2+H2O+1/2O2↔SnCl4+2SnOHCl), которые оказывают благоприятный эффект, так как гидролизуются быстрее:
SnCl4+H2O↔SnOHCl3+HCl
Промывание поверхности после сенсибилизации горячей водой, раствором соды или аммиака значительно увеличивает количество оставшихся на поверхности продуктов, так как в этих условиях гидролиз протекает быстрее и полнее. Оптимальный ‒ рН=9.
3. Активация: Sn2++Pd2+=Sn4++Pd
4. Промывка для удаления Sn4+ с поверхности ПП.
В связи с тем, что реакции восстановления палладия идут не до конца, целесообразно после активации более полно восстановить ионы благородного металла (например, обработкой в щелочном растворе гипофосфита) и лишь затем проводить меднение. Это сокращает индукционный период. Восстановление палладия завершается в ванне химического меднения, что фиксируется визуально ‒ на покрываемой поверхности образуется мелкодисперсный осадок металлического палладия.
Методы прямого активирования обычно требуют предварительного травления поверхности, после чего её обрабатывают непосредственно раствором активирования (таблица 4). В этом растворе Pd находится в двух формах – в виде коллоидных частиц металла и его комплексной соли (PdSnmClx)4‒. После обработки плат в совмещенном растворе следуют промывки в воде, в результате чего происходит гидролиз солей и адсорбция гидроксидных соединений Sn вместе с солями Pd и его коллоидными частицами на поверхности диэлектрика. Простейшая интерпретация механизма активации следующая:
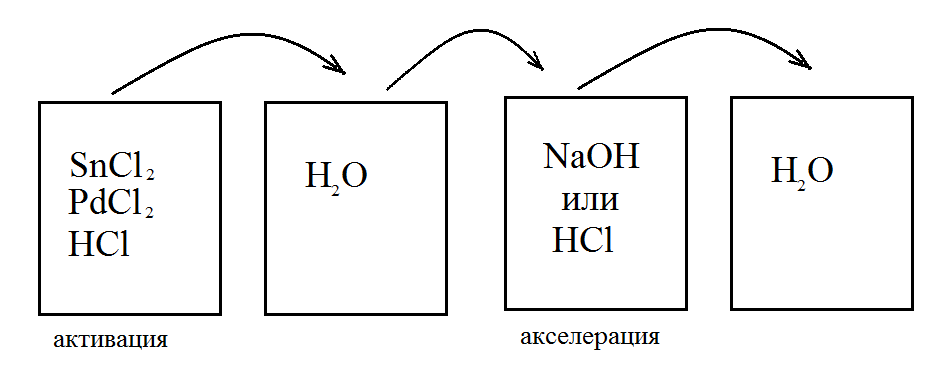
Рисунок 2 – Совмещенная активация
1. Заполнение катализатором микровпадин и адсорбция его на поверхности.
2. Гидролиз комплексных соединений при промывке в воде.
PdSnCl+H2O↔SnOHCl+PdCl2
3. Обработка в растворе «ускорителя» (раствор акселератора), в котором осуществляется полное восстановление палладия и удаление солей олова. Происходит коагуляция частиц палладия и перевод гидроокисных соединений олова в растворимую форму станнита, если «ускоритель» щелочной, или хлорида, если «ускоритель» кислый.
Sn2++Pd2+→Pd0+Sn4+
4. Промывка в проточной воде. При этом происходит коагуляция частиц Pd и отмывка от соединений Sn (IV).
Следующим этапом является процесс химического меднения. В основе нанесения слоя металла на диэлектрик химическим путем лежит реакция восстановления иона металла из расьотвора. Первоначально процесс представляет собой образование мелких частиц меди на частичках палладия. После образования частиц меди каталитическое действие оказывает не только сам катализатор (палладий), но и медь, которая обладает каталитической активностью, т. е. процесс из каталитического переходит в автокаталитический. При этом химическое восстановление меди протекает на двух разных катализаторах Pd и Cu по двум различным механизмам.
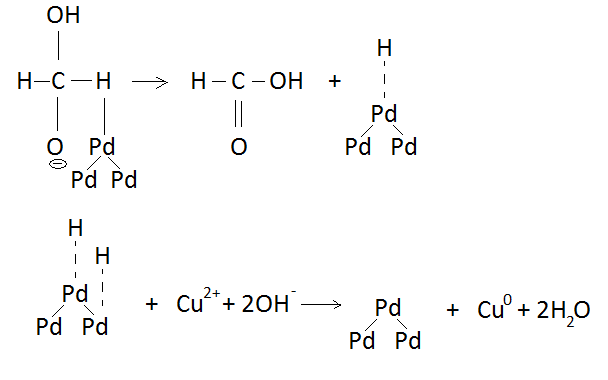
На поверхности палладия медь осаждается по химическому механизму. Формальдегид в водном растворе существует в основном в виде гидрата метиленгликоля CH2(OH)2, который в щелочной среде диссоциирует с образованием аниона CH2O2H‒. Анион метиленгликоля, адсорбируясь на палладии, реагирует с катализатором, давая нестабильное соединение, из которого освобождается ион гидрида. Этот ион гидрида сразу фиксируется на центрах палладия, находящегося рядом:
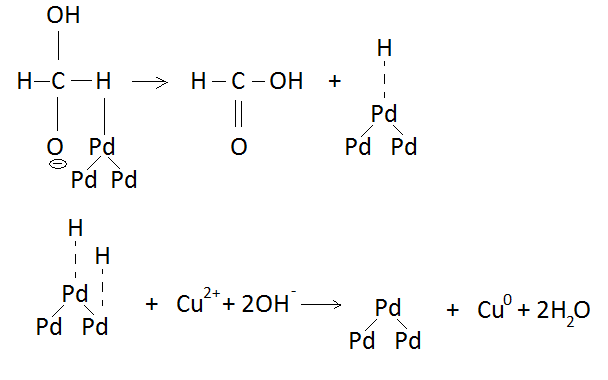
Затем происходит химическое взаимодействие на межфазной границе. Ион гидрида реагирует с присутствующим в растворе Cu2+.
Необходимым является также автокаталитический характер реакции восстановления. Для автокаталитической стадии процесса химического меднения был предложен и экспериментально доказан электрохимический механизм, согласно которому металл-катализатор в растворе служит лишь проводником электронов, облегчающим их переход от восстановителя к окислителю. В отсутствие автокатализа реакция восстановления если и протекает, то во всем объеме раствора и приводит к образованию порошкообразного металла. Степень автокатализа зависит от природы восстановителя.
Для протекания этой реакции необходимо, прежде всего, присутствие в растворе достаточно сильного и активного восстановителя. Очевидно, что выбор возможных восстановителей тем шире, чем положительнее стандартный потенциал металла, т. е. чем он благороднее.
Применяемые восстановители – в основном водородосодержащие соединения. Восстанавливающая способность водородосодержащих соединений увеличивается с повышением рН раствора. В основном по этой причине большинство растворов металлизации являются щелочными. Эффективность действия восстановителя может оцениваться по его окислительно-восстановительному потенциалу. Если окислительно-восстановительный потенциал очень мал, процесс восстановления протекает медленно, если же высок – слишком бурно.
Раствор хим. меднения должен содержать:
-Cu2+ | любая растворимая соль, чаще сульфат меди (дешевая) |
лиганд | сегнетова соль, трилон Б, иногда их сочетание или другие добавки; свободных ионов Cu2+ в щелочной среде быть не может, потому что там выпадает гидроксид меди (II) (показатель произведения растворимости равен 19). Связывает ион металла в растворимый комплекс, ингибирует реакцию восстановления таким образом, чтобы этот процесс не мог начаться самопроизвольно и происходил бы не в объеме раствора, а только на активированной поверхности диэлектрика. |
NaOH | рН=12 ‒ достигается необходимый окислительно-восстановительный потенциал формальдегида (при pH=14 потенциал равен ‒1,07, а при pH=1 он гораздо положительнее и равен ‒0,06 В) |
восста-нови-тель | формальдегид доступен и дешев, позволяет получать медные покрытия при комнатной температуре, а самое главное – процесс восстановления меди является автокаталитическим только при использовании формальдегида. |
стаби-лизи-рующие добавки | серноватистокислый натрий, роданистый калий, роданин, железосинеродистый калий По типу действия: каталитические яды или окислители. предотвращают образование Cu2O |
уско-ряющие добавки | - соединения осмия или осмиаты - анионы – ацетат, нитрат, хлорид, хлорат, перхлорат - органические соединения (мочевина, ароматические амины) |
Вещества, которые можно использовать в качестве лигандов в растворе химического меднения, должны удовлетворять следующим требованиям:
1. Образовывать достаточно прочный комплекс с двухвалентной медью в щелочной среде, чтобы предотвратить выпадение Cu(OH)2. Лиганд должен обеспечивать образование комплекса такой устойчивости, чтобы концентрация ионов Cu2+ была не более 10‒15‒10‒17 моль/л при pH=12‒13.
2. Обеспечивать стабильность раствора химического меднения по отношению к реакции восстановления меди (II) в объеме раствора.
3. Не реагировать с восстановителем (формальдегидом). Поэтому нельзя использовать, например, первичные и вторичные амины.
4. Не тормозить каталитический процесс восстановления металла, т. е. не затруднять анодное окисление CH2O. Поэтому непригодны в качестве лигандов цианиды, гетероциклические соединения с азотом и т. д.
Процесс химического меднения качественно рассматривается как сумма частных сопряженных электрохимических реакций катодного восстановления металла и анодного окисления восстановителя. Основная катодная реакция восстановления меди может быть представлена уравнением:
Cu2++2HCOH+4OH−→Cu+H2+2HCOO−+2H2O.
Анодная реакция заключается в окислении формальдегида:
2HCOH+2OH−→ 2HCOOH+H2+2e−.
Обе реакции протекают на поверхности меди.
Увеличенный против реакции расход формальдегида и щелочи объясняется протеканием реакции Канниццаро:
2HCOH+NaOH→ HCOONa+CH3OH.
Побочной реакцией, происходящей при химическом восстановлении меди, является частичное восстановление меди до одновалентного состояния и образования закиси меди Cu2O:
2Cu2++5OH−+HCOH →Cu2O+HCOO−+3H2O.
Образование частиц оксида меди (I) является одной из причин разложения раствора, так как они, играют роль катализатора, обуславливают восстановление меди в объеме раствора. Cu2O может окисляться растворением кислородом, поэтому перемешивание растворов, особенно сжатым воздухом способствует повышению их стабильности.
Кроме того, частично гидроксид натрия, взаимодействуя с углекислым газом воздуха, карбонизуется по реакции:
2NaOH+CO2=Na2CO3+H2O
К другим возможным вариантам создания проводящего слоя на диэлектрической подложке относятся: прямая металлизация и термическое разложение солей меди. Последний не получил широкого распространения вследствие неуправляемости процесса, разрыва металлизации в месте перехода металлизированного отверстия и контактной площадки, непокрытия отверстий, трудности удаления продуктов термолиза как из отверстий, так и с поверхности фольги.
Существует большое количество систем прямой металлизации: коллоидные системы, содержащие Pd, углеродная или графитовая, процесс, основанный на осаждении токопроводящих полимеров. Самая простейшая система родилась из процесса активации поверхности диэлектрика для химической металлизации. Сущность данного способа металлизации заключается в нанесении взамен рыхлого слоя меди при традиционном способе, включающем активацию и химико-гальваническую металлизацию более плотного осадка Pd, на который впоследствии напрямую наносят медь электрохимическим путем. Такая замена позволяет сократить количество операций, это «зеленая» технология, позволяет обработать отверстия малого диаметра, ряд процессов прямой металлизации более устойчив и не требует приобретения новых линий.
2. ГАЛЬВАНИЧЕСКОЕ МЕДНЕНИЕ
К гальваническим осадка меди предъявляют ряд обязательных требований:
1) равномерность толщины металлизации элементов проводящего рисунка (не менее 25 мкм в отверстиях);
2) мелкокристаллическая структура;
3) высокая адгезия к проводящей поверхности;
4) пластичность (относительное удлинение осажденной меди 4–6 %);
5) низкое удельное электрическое сопротивление (1,8–2,5Ч10‒6 Ом·см).
Чрезвычайно важное значение имеет пластичность осажденного слоя меди, так как в условиях эксплуатации платы подвергаются значительному нагреву и происходит тепловое расширение металла, из которого изготовлена плата, и слоя меди. Коэффициент линейного расширения эпоксидной смолы почти в 5 раз больше коэффициента линейного расширения меди (б1=9,2Ч10–5 мм/мм·°С и б2=1,77Ч10–5 мм/мм °С), поэтому в результате термоударов в слое меди, осажденной на стенках отверстий, возникают значительные напряжения и, если медь недостаточно эластична, происходит ее разрыв, а разрыв меди в переходном отверстии приводит к выходу из строя всего блока.
Учитывая вышеизложенное, необходимо обращать большое внимание на пластичность осажденной меди, которая с учетом ужесточенных эксплуатационных требований к печатным платам, должна составлять по величине относительного удлинения не менее 6 %.
При выборе электролита прежде всего необходимо учитывать его рассеивающую способность и выравнивающую, которые обеспечивают равнотолщинное распределение металла.
Повышение pH уменьшает среднюю толщину покрытия, сокращает расход металла, обеспечивает точность и высокую плотность монтажа. Кроме того, электролиты должны быть просты в эксплуатации, стабильны в работе и высокопроизводительны.
Лучшим электролитом считался бы такой, в котором толщина металлизации в отверстиях и на поверхности плат, в центре платы, на периферии была бы одинакова.
При металлизации ПП с целью повышения рассеивающей способности электролита применяют рассеивающую способность электролита, покачивание катодных штанг, непрерывная или периодическая фильтрация организмов. Наиболее простой способ РС – применение разбавленных электролитов, однако при этом обычно резко снижается допустимая плотность тока. Лучшее решение – подбор специальных, вводимых в электролит, сочетающих выравнивающее действие с блескообразующим.
К сожалению, органические соединения, используемые в качестве выравнивающих добавок, трудно поддаются контролю, оптимальная концентрация их часто находится в узких пределах и в ряде случаев они либо образующиеся продукты их разложения вызывают хрупкость осадков, а иногда ухудшают их вид.
Для повышения РС и улучшения равномерности металлизации в отверстиях необходимо обеспечить интенсивное прохождение электролита через отверстия покачиванием катодных штанг в горизонтальной плоскости с частотой 30–40 колебаний катодной штанги в минуту, амплитуда колебаний – до 50 мм.
Электрический режим осаждения также влияет на равномерность покрытий. При использовании низких плотностей тока участки в середине плат будут иметь заниженную толщину покрытия. При работе на верхнем пределе плотностей тока на углах и кромках плат толщина покрытия оказывается превышенной, что приводит к утолщению и шероховатости слоя на этих участках. Тем не менее, интенсификация процесса гальванопокрытий для печатных плат весьма существенна, так как сокращается время выдержки плат в электролитах и снижает брак, обусловленный отслаиванием и разрушением фоторезистов.
С точки зрения практики более удобным был бы такой технологический процесс, при котором электролиз проводился бы с простым составом электролита (менее чувствительным кразличного рода загрязнениям и изменению состава), а получение осадков с различными свойствами осуществлялось бы несложными приемами, например изменением электрического режима питания ванн. Такую возможность обеспечивает применение нестационарных токовых режимов, к которым относятся реверсный ток (переменной полярности), периодический ток и импульсный (прерывистый) ток.
На нестационарных токовых режимах за счет увеличения скорости осаждения и одновременного улучшения физико-механических свойств покрытия можно в 2–3 раза интенсифицировать процесс осаждения металлов по сравнению с их осаждением на постоянном токе. Меднение на нестационарных токовых режимах позволяет не только интенсифицировать процесс, но и повысить качество осадков.
Применение периодически изменяющегося тока может оказывать значительное влияние на электродный процесс. В этом случае по сравнению с электролизом на постоянном токе нарушается обычный ход образования и роста кристаллов, происходит периодическое перераспределение центров кристаллизации и растущих граней кристаллов, что приводит к изменению физико-химических свойств осадков.
Таким образом, нестационарный электролиз открывает возможность управления ходом электролизного процесса и качеством осадков путем изменения параметров периодического тока.
Как уже отмечалось выше, при металлизации отверстий МПП по подслою химической меди особое значение приобретает рассеивающая способность электролита. По зарубежным данным, рассеивающая способность электролитов меднения составляет: цианистого – 64 %, пирофосфатного – 62 %, сернокислого – 24 %, борфтористоводородного – 17 %, кремнефтористоводородного – 8 %.
Оптимальными для меднения отверстий в печатных платах являются цианистые и пирофосфатные электролиты. При меднении в этих электролитах может быть получено близкое к 1:1 отношение толщины покрытия в отверстии и на поверхности платы.
Однако, несмотря на высокую РС цианистого и пирофосфатного электролитов, их применение для металлизации ПП весьма ограничено. Цианистые электролиты, как известно, весьма ядовиты, и требуют специальных устройств очистки. Из пирофосфатной ванны надежные сквозные отверстия получать нельзя, так как из-за высокой твердости и внутренних напряжений, обусловленных включением фосфора, в осадке могут возникнуть трещины.
В отечественной технологии для меднения ПП применяются главным образом борфтористоводородные или сернокислые электролиты, значительно реже – кремнефтористоводородный электролит.
Борфтористоводородный электролит:
Cu(BF4)2 230–250 г/л
HBF4 5–10 г/л
H3BO3 15–40 г/л
iк 0,5–1,25 А/дм2
iк (перемешивание) 0,5–1,25 А/дм2
Борфтористоводородный электролит характеризуется большой концентрацией солей меди и большой скоростью осаждения меди. Из этого электролита при высоких плотностях тока можно получать мелкокристаллические осадки, чем из сернокислого. Большая скорость выделения металла из борфтористоводородного электролита обусловлена большой скоростью диффузии борфтористой меди. Однако эти электролиты имеют следующие недостатки: агрессивность исходных химических материалов, сложность приготовления, анализа и корректировки электролитов, сравнительно высокую стоимость, недостаточную рассеивающую способность.
Сернокислый электролит:
CuSO4 200–250 г/л
H2SO4 50–70 г/л
C2H5OH 5–10 мл/л
iк 1–2 А/дм2
В последнее время широкое применение находит сернокислый электролит с блескообразующей добавкой ЛТИ:
CuSO4 220–230 г/л
H2SO4 (с=1,84 г/см3) 50–70 г/л
NaCl 5–10 г/л
ЛТИ 0,03–0,06 мл/л
iк 1–2 А/дм2
tкомн.
Добавка ЛТИ – комплексная. В качестве первичногоблескообразователя используется ароматический дисульфид, а в качестве вторичных смачивающих агентов смачиватель ОС-20 и органические красители – метиловый голубой и нитрозин водорастворимый. Необходимым условием правильной эксплуатации этих электролитов является применение фосфорсодержащих медных анодов, поскольку при этом снижается шламообразование и пленка, образующаяся на анодах, препятствует окислению добавки. Считают, что фосфор входящий в состав анодов, выполняет две основные функции: способствует раскислению медного зерна при прокате, что предупреждает шламообразование, и приводит к включению ионов одновалентной меди в соединение Cu3P, которое образует черную анодную пленку, устраняя тем самым реакцию диспропорционирования ионов меди. Содержание фосфора в анодах АМФ 0,03–0,16%.
Концентрация H2SO4не может выбираться произвольно, так как растворимость CuSO4 зависит от содержания H2SO4, снижаясь с увеличением содержания кислоты.
Серная кислота в электролите выполняет ряд функций:
1) повышает электропроводность, что позволяет при более низком напряжении поддерживать повышенную плотность тока;
2) уменьшает активную концентрацию ионов осаждаемого металла, способствуя образованию более мелкокристаллических структур;
3) предотвращает гидролиз сернокислой закиси меди, который способствовал бы образованию рыхлого осадка.
Рост рассеивающей способности сульфатного электролита достигается путем изменением концентрации сульфата меди и H2SO4.
Уменьшение концентрации ионов металла в сочетании с увеличением концентрации свободной кислоты вызывает изменение катодной поляризации, при которой зоны, близкие к анодам, имеют склонность к поляризации в последнюю очередь и таким образом на участках, более удаленных от анода, осаждается больше металла. Такое изменение катодной поляризации приводит к существенному выравниванию и плотности тока по всей поверхности катода, включая стенки отверстий.
Сернокислый электролит весьма чувствителен к органическим примесям, что приводит к шероховатости, хрупкости покрытия, появлению трещин в отверстиях ПП при термических воздействиях, а также указывает на частичное растворение в электролитах материалов, используемых для изготовления ПП. Необходимо проводить очистку электролита фильтрацией с использованием активированных угольных волокнистых материалов (АУВМ).
Лабораторная работа № 3
МЕТАЛЛИЗАЦИЯ ОТВЕРСТИЙ ПЕЧАТНЫХ ПЛАТ
Цель работы – ознакомление с процессом осаждения меди в отверстиях печатной платы путем химического восстановления Cu и дальнейшим наращиванием гальванического медного осадка на поверхности и в отверстиях ПП.
Методика выполнения работы
Для выполнения работы вырезают образец из фольгированного диэлектрика и делают 5‒10 отверстий. Образец для металлизации отверстий представляет собой прямоугольник из фольгированного с двух или одной стороны диэлектрика с просверленными отверстиями (рисунок 1). Для расчета площади поверхности, на которой будет осуществляться химическая металлизация и дальнейшая гальванозатяжка, необходимо учесть всю видимую металлизированную и не металлизированную поверхность образца: сложить верхнюю, нижнюю и боковые площади прямоугольника, учесть внутренние площади отверстий, которые представляют собой цилиндрическую поверхность и вычесть площади отверстий.
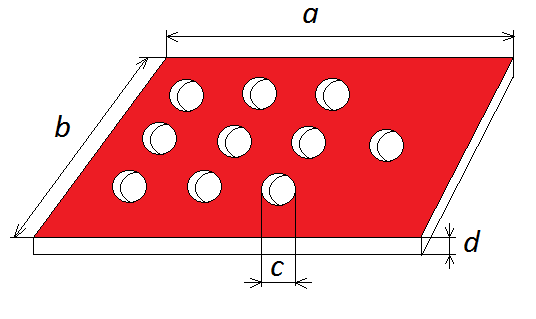
Рисунок 1 – Образец для металлизации отверстий
Площадь образца рассчитывается по формуле:
S=Sверх+Sниз+4Sбок+nSпов. цилиндр‒2nSкруг=2·(a·b+ d·b+ a·d)+ n·2·р·r·d‒ n·2·р·r2=2·(a·b+ d·b+ a·d)+ n·р·с·d‒ n·0,5·р·с2
, где n – количество отверстий в образце.
Далее вырезанный образец с рассчитанной площадью подвергают последовательной обработке, строго соблюдая временной режим.
Таблица 5 – Составы растворов для подготовки поверхности и нанесения металлических покрытий и технологические параметры
№ | Операция | Состав электролита | Концентрация, г/дм3 | t, °C | ф, мин |
1 | Травление | H2SO4:HF | 1‒1,5 | ||
2 | Промывка проточной водопроводной водой | ||||
3 | Химическое обезжиривание | 1)Na3PO4∙12H2O Na2CO3 ОС-20 | 25 25 5 | 50‒60 | 10‒15 |
4 | Горячая промывка | 1‒2 | |||
5 | Холодная промывка | ||||
6 | Подтравливание | (NH4)2S2O8 H2SO4 | 90‒120 10‒12 | 3‒6 | |
7 | Проточная промывка | ||||
8 | Декапирование | H2SO4 | 5‒7 % | 1 | |
9 | Активация | PdCl2 SnCl2 HCl | 0,15‒0,3 25‒30 150 | 35 | 4‒5 |
10 | Проточная промывка | ||||
11 | Акселерация-ускоритель | HBF4 глицерин | 25 г/л (100 %) 8‒12 | 4‒5 | |
12 | Промывка в проточной воде | ||||
13 | Химическое меднение | CuSO4∙5H2O Трилон Б NaOH Фомалин (37 %), мл/л Добавка, мл/л | 25‒35 50‒70 18‒20 3,5‒4,5 1 мл | 15‒20 | |
14 | Промывка | ||||
15 | Электро-химическое меднение | CuSO4∙5H2O H2SO4 ЛТИ ОС-20 | 100‒120 160‒180 0,06‒0,08 0,4‒0,6 | 20‒25 | 20 |
16 | Промывка |
Большое значение имеет порядок приготовления растворов.
Как правило, NaOH растворяют в 1/3 необходимого количества дистиллированной воды, затем там же растворяют комплексообразователь. Раствор охлаждают до комнатной температуры. В отдельной емкости растворяют CuSO4 и тонкой струёй при интенсивном перемешивании выливают ее в щелочной раствор, после чего полученный раствор доводится до необходимого объёма.
Непосредственно перед работой (за 20 минут до проведения химического меднения) в него вводят остальные добавки (стабилизаторы, буферные добавки) и после этого – расчетное количество формалина.
При нанесении гальванической меди необходимо использовать аноды АМФ.
Контрольные вопросы:
1. Стадии предварительной подготовки ПП перед процессом химического меднения (подробно).
2. Способы изготовления ПП.
3. Химическое меднение.
4. Гальваномеднение. Требования к покрытию, электролитам.
