
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
ПРИМЕР ОФОРМЛЕНИЯ СТАТЬИ
УДК 621.92
ГРНТИ 30.01.13
СТРУКТУРНЫЙ АНАЛИЗ ОПЕРАЦИИ ЗАТОЧКИ ЗУБЬЕВ КРУГЛЫХ ПРОТЯЖЕК
1, 2
1 ФГАОУ ВО «Севастопольский государственный университет», Севастополь, Российская федерация
2 завод „Машиностроитель“», Пермь, Российская федерация
Аннотация
Выполнена декомпозиция операции заточки зубьев круглых протяжек. По функциональным признакам анализируемая операция разбита на подсистемы «инструмент», «заготовка», «станок», «приспособление», «смазочно-охлаждающее технологическое средство». В отличие от известных схем декомпозиции, особо выделены подсистемы «зона контакта» и «правка инструмента». Установлено, что при шлифовании зубьев протяжек параметры технологической системы могут изменяться с течением времени под действием различных факторов. В предложенной структурной схеме особенности процесса абразивной обработки отражены прямыми и обратными связями.
Ключевые слова: шлифование, подсистема, входной вектор, качество поверхности, износ круга, зубья протяжки.
STRUCTURAL ANALYSIS OF THE ROUNDBROACHES TEETH GRINDING OPERATIONS
V. B. Bogutsky1, L. B. Shron2
1 Sevastopol State University, Sevastopol, Russian Federation
2 OAO “Perm plant “Mashinostroitel”, Perm, Russian Federation
Abstract
In this article a decomposition of the round broaches teeth sharpening operation is constructed. Analysed operation is divided into «tool», «workpiece», «machine», «device», «cutting-cooling technological means» due to junctional characteristics. As contrast to the known schemes of decomposition, subsystem «contact zone» and «tool amendment» are distinguished. It was established that during the teeth broaches grinding the technological parameters of the system can be changed over a period of time due to various factors. In the proposed scheme, the structural features of abrasion are reflected in backward and forward linkages.
Keywords: grinding, subsystem, the input vector, surface quality, wear circle, pulling teeth.
Перед производителями режущего инструмента достаточно остро стоит задача обеспечения его качества, в значительной степени определяющего эффективность механической обработки деталей. Высокий уровень требований к современным режущим инструментам обусловил ряд проблем, связанных с созданием высокопроизводительных технологических процессов, обеспечивающих их изготовление с заданными параметрами качества, определяющими функциональную пригодность инструмента.
Целью статьи является – выполнить системный анализ операции шлифования зубьев протяжек для выражения основных зависимостей динамической модели.
Обработка стружечных канавок протяжки и шлифование её зубьев по передней поверхности выполняется профильным абразивным инструментом, износ которого в значительной степени определяет вероятность возникновения прижогов и, как следствие, происходит ускоренный выход из строя дорогостоящего инструмента [1].
При выполнении технологической операции шлифования передней поверхности зубьев и стружечных канавок круглой протяжки (рис. 1) шлифовальному кругу с прерывистой поверхностью, установленному на шпиндель станка под углом 5 к оси вращения заготовки, сообщают вращательное движение с окружной скоростью [2-3].
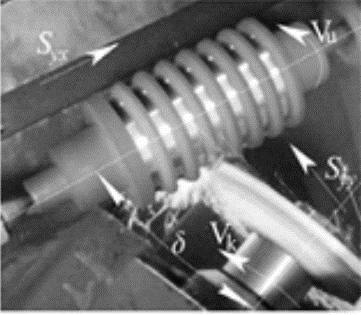
Рис. 1. Схема круглого наружного шлифования стружечных канавок и передней поверхности зубьев круглой протяжки
Известно также, что состояние рабочей поверхности шлифовального круга, сформированное при его правке, оказывает доминирующее влияние на процесс шлифования. По данным , расход шлифовальных кругов на правку составляет 90-95% от общего их расхода, а затраты на правку достигают 70% от себестоимости операций (таблица 1).
Таблица 1. Затраты на правку при круглом наружном шлифовании
Условия шлифования | Материал заготовки | Затраты на правку в % от себестоимости операции |
Черновое шлифование | Сталь 5HRC 38-46 | 30-40 |
Чистовое | Сталь 20Х23Н18 ЯЛ С 55-58 | 30-40 |
Сталь Р9Ф5ЯЛС 64-66 | 60-70 |
На поведение технологических подсистем оказывают влияние не только текущие значения параметров, но и значения, существовавшие в предыдущие моменты времени:
![]() , (1)
, (1)
где ![]() – вектор параметров состояния соответствующей подсистемы; Ф – закон отображения, отражающий связь между подсистемами технологической системы………….
– вектор параметров состояния соответствующей подсистемы; Ф – закон отображения, отражающий связь между подсистемами технологической системы………….
На основе системного подхода рассмотрена структура операции заточки зубьев круглой протяжки, сформулированы основные положения и принципы анализа процесса. При структурном анализе операция разделена по функциональным признакам на подсистемы станка, приспособления, инструмента, детали, СОТС, зоны контакта.
Список литературы
Мера устойчивости к сингулярным возмущениям и робастные свойства линейных систем / , // Проблемы управления и информатики, 2010. – Вып. 3 – С.17 – 28. Современное состояние метода D-разбиения / , , // Автоматика и телемеханика. – 2008. – № 11. – С. 3 – 40. Experimental study of the strength of joints "steel-composite" / // Труды МГТУ «Математическое моделирование сложных технических систем», М. Bauman MSTU Publ., 2006. – №. 593, С. 125-130.
References
Кabanov А. А., Dubovik S. A. A Measure of Stability Against Singular Perturbations and Robust Properties of Linear Systems. Problemy upravleniya i informatiki, 2010, No. 3, pp. 17-28. Polyak B. T., Gryazina E. N., Tremba A. A. D-decomposition technique state-of-the-art. Avtomatika i telemekhanika, 2008, No. 12, pp. 3-40. Astakhov M. V., Tagantsev T. V. Experimental study of the strength of joints "steel-composite". Trudy MGTU “Matematicheskoe modelirovanie slozhnykh tekhnicheskikh system” [Proc. of the Bauman MSTU “Mathematical Modeling of Complex Technical Systems”], Moscow, Bauman MSTU Publ., 2006, No. 593, pp. 125-130.
Структура публикации:
Номер УДК в соответствии с классификатором. Номер ГРНТИ в соответствии с классификатором. Название статьи. Авторы, с указанием представляемых организаций. Аннотация (не менее 80 слов): на русском и английском языках. Ключевые слова (до 10 слов) на русском и английском языках. Текст статьи, оформленный согласно требованиям. Список литературы: не менее 15 наименований на русском и английском языках (оформлять в соответствии с ГОСТ Р 7.05-2008 «Библиографическая ссылка»). При транслитерации названий публикаций и источников для английского варианта (если у этих источников нет официального англоязычного названия) просим придерживаться системы ALA-LC (она же LC). Вы можете воспользоваться автоматическими системами транслитерации, например, на сайте http://ru. translit. ru/?account=lc с выбором опции «LC».Текст должен быть тщательно вычитан и проверен авторами.
Требования к оформлению работы
Все требования отображены в стилях прилагаемого файла-шаблона. Просьба авторам не изменять структуру файла и не вставлять дополнительные переносы строк и прочие элементы оформления.
Размер страницы – А4; поля (сверху/снизу/слева/справа), см: 2,7/2,3/1,8/1,8; «красная строка» – 0,75 см. Переносы включены.
Заголовок статьи: Arial, прописными буквами, полужирный, размер 14 пт, выравнивание – по левому краю, без переносов.
Фамилия авторов: Times New Roman; курсив, размер 12 пт, выравнивание – по левому краю.
Сведения об организации: Times New Roman, курсив размер 10 пт, выравнивание – по левому краю.
Аннотация: объем – не менее 70 слов; кегль – 10 пт; «красная строка» – 0,75 см; выравнивание – по ширине.
Основной текст: Times New Roman, обычный, размер 12 пт, в две колонки, межстрочный интервал – 1, выравнивание – по ширине.
Оформление рисунков: Рисунки представляются в форматах TIFF, PNG, JPEG, WMF. Размер рисунков не должен превышать размеров одной страницы. Подпись к рисунку печатается обычным (не жирным) шрифтом размером 10 пт и при необходимости может быть продолжена на следующей строке с выравниванием по ширине. Ответственность за качество рисунков лежит на авторах.
Оформление таблиц: ширина – в одну (две) колонку. Все таблицы нумеруются и именуются. Заголовок таблицы печатается нежирным шрифтом размером 10 пт.
Оформление списка литературы: ссылки на использованные источники даются по тексту и обозначаются цифрами в квадратных скобках (например, [1], [2, 3], [4-7], [4, стр. 23-28].). При оформлении библиографического списка используется ГОСТ Р 7.05-2008.
Оформление формул: формулы выполняются в редакторе MS Word Microsoft Equation Editor. Для набора переменных (букв) следует использовать шрифт Times, курсив, не жирный (устанавливается в настройках): например, ![]() . Для набора цифр следует использовать шрифт Times, не курсив(!), не жирный: например, 1, 2, 15. Размер шрифта для переменных и цифр – 12пт. Размеры остальных элементов формул: крупный индекс – 8пт; мелкий индекс – 6пт; крупный символ (знаки суммы, интеграла) – 14пт; мелкий символ – 11пт, выравниваются формулы по центру, по правому краю формула нумеруется в круглых скобках, например, (1).
. Для набора цифр следует использовать шрифт Times, не курсив(!), не жирный: например, 1, 2, 15. Размер шрифта для переменных и цифр – 12пт. Размеры остальных элементов формул: крупный индекс – 8пт; мелкий индекс – 6пт; крупный символ (знаки суммы, интеграла) – 14пт; мелкий символ – 11пт, выравниваются формулы по центру, по правому краю формула нумеруется в круглых скобках, например, (1).
Статьи должны иметь следующие основные элементы:
Постановка проблемы в общем виде и ее связь с важными научными и практическими заданиями; Анализ последних достижений и публикаций, в которых начато решение данной проблемы, выделение нерешенных ранее частей общей проблемы, которым посвящается данная статья; Формулирование цели и постановка задач работы; Представление основного материала исследования с полным обоснованием полученных научных результатов, формулирование рекомендаций; Выводы по данному исследованию и перспективы дальнейшего развития данного направления.Число авторов статьи не должно быть более трех.
Максимальное количество статей, представленных одним автором - две.
Объем статьи: 4-6 страниц.
