

Sk =2∙ (0,05∙0,05+(0,05 + 0,05) ∙0,02) = 0,009 м2
б) Определим условную поверхность нагретой зоны, она определяется по формуле:
SS=2∙ (L1L2+(L1+L2) ∙L3∙K3), (4.3.2)
SS=2∙ (0,05∙0,05+(0,05 + 0,05) ∙0,02∙0,022) = 0,0052 м2
K3 – коэффициент Пуассона.
в) Удельная мощность блока
По графику зависимости температуры блока от удельной мощности [19] определяем абсолютную температуру нагрева внутри блока: 24єС. Такая температура вполне допустима.
По данным расчета выбираем площадь печатной платы не менее 7700 мм2 и выбираем печатную плату размерами 140х55 мм, так как необходимо учитывать площадь под крепеж печатной платы к корпусу.
Конструкция «УЗ», собрана на печатной плате с печатным монтажом. Этот монтаж характеризуется жесткостью, обеспечивает доступ к ЭРЭ. Печатный монтаж можно производить механизировано и автоматизировано. Он дает возможность применения механизации при подготовке ЭРЭ к монтажу. Сначала устанавливаются на печатную плату резисторы, затем конденсаторы, диоды и в последнюю очередь транзисторы.
Печатная плата выполнена из фольгированного стеклотекстолита толщиной 1,5мм. Стеклотекстолит обладает повышенной влагостойкостью и лучшими электрическими параметрами по сравнению с гетинаксом. Пайка осуществляется припоем ПОС-61 ГОСТ 21031-76. выбор данного припоя, несмотря на его высокую стоимость, оправдывается тем, что у него низкая температура плавления по сравнению с другими припоями, малое время кристаллизации, что позволяет применять этот припой в автоматизированных линиях пайки, что увеличивает скорость пайки и ее качество. Для облегчения пайки используем спиртово-канифольный флюс марки ФКС ОСТ 4.033.200. он хорош тем, что не содержит токсичных компонентов и в небольших концентрациях в воздухе безвреден для здоровья человека. Кроме того, в своем составе флюс не содержит кислот, полионелитов, поэтому не разрушает место пайки, а так же способствует качественной промывке. Для промывки платы используем спирт марки А.
Расчет количественных характеристик надежности схемы
Надежность – это свойство изделия выполнять заданные функции в определенных условиях эксплуатации при сохранении значений основных параметров в заранее установленных пределах. Надежность – физическое свойство изделия, которое зависит от количества и качества, входящих в его состав элементов, от условий в которых оно эксплуатируется (чем выше температура окружающей среды, чем больше относительная влажность воздуха, перегрузки при вибрациях и т. д., тем меньше надежность), и от ряда других причин.
Расчет надежности позволяет определить вероятность безотказной работы за определенное время наработки на отказ, то есть позволяет планировать возможность отказа «УЗ».
Произведем расчет надежности разработанной схемы «УЗ». При ориентировочных оценках надежности для каждого типа элементов определяется интенсивность отказов в номинальном режиме лjн. Особенности эксплуатации «УЗ» учитываются с помощью поправочных коэффициентов kл. Физически он характеризует тот факт, что при эксплуатации изделия в реальных условиях (определяемых его назначением) отказов в ней может быть в десятки и сотни раз больше, чем при ее работе в лабораторных условиях. В этой формуле kл1 учитывает суммарное воздействие вибраций ударных нагрузок, kл2 учитывает воздействия температуры влажности, kл3 учитывает влияние атмосферного давления, kн – коэффициент нагрузки.
Чтобы оценить основные показатели изделия с учетом режимов работы его элементов, для каждого типа элемента и соответствующего ему режима выпишем значения поправочных коэффициентов бj [27]. Необходимо вычислить произведение лjбjni, где ni – количество элементов определенного типа.
Необходимыми данными для расчета являются:
![]()
![]()
![]() =1,5 (Авиационное устройство)
=1,5 (Авиационное устройство)
![]()
![]() = 1,0 (по влажности 60%-70%, по температуре 20-40 С)
= 1,0 (по влажности 60%-70%, по температуре 20-40 С)
![]()
![]() = 1,0 (по высоте, 0-3 км)
= 1,0 (по высоте, 0-3 км)
![]()
![]() – коэффициент нагрузки: для активных элементов 0,7
– коэффициент нагрузки: для активных элементов 0,7
для пассивных элементов 0,4.
коэффициент нагрузки kн указан в таблице.
Тогда kл =1,5.
Для удобства расчета и наглядности все вычисления были сведены в таблицу (таблица 4.4.1)
Таблица 4.4.1
Наименование | Кол-во элементов ni | Ин-ть отказа лjн 10-6 ч-1 | Ин-ть отказа лj 10-6 ч-1 | ni*лj | Коэффициент нагрузки Кн | Поправочный коэффициент бj | лj*бj*ni 10-6 ч-1 |
1 Диод | 19 | 0,7 | 0,73 | 14 | 0,7 | 0,92 | 12,9 |
2 Диодная сборка | 3 | 1,7 | 1,8 | 5,3 | 0,7 | 0,98 | 5,2 |
3 Резистор | 18 | 0,4 | 0,24 | 1,2 | 0,4 | 0,75 | 0,9 |
4 Конденсатор | 5 | 1,2 | 0,72 | 3,6 | 0,4 | 0,94 | 3,4 |
5 Реле | 2 | 0,25 | 0,15 | 0,3 | 0,4 | 0,95 | 0,28 |
6 Стабилитрон | 4 | 0,6 | 0,63 | 2,52 | 0,7 | 0,92 | 2,3 |
7 Транзистор | 5 | 0,7 | 0,7 | 3,6 | 0,7 | 0,55 | 2 |
8 Катушка | 3 | 0,5 | 0,3 | 0,9 | 0,4 | 0,98 | 0,88 |
9 Пайка | 178 | 0,01 | 0,01 | 1,78 | 0,4 | 0,2 | 0,36 |
10 Плата | 1 | 0,7 | 0,42 | 0,42 | 0,4 | 0,2 | 0,1 |
11 Провода соединительные | 10 | 0,015 | 0,01 | 0,1 | 0,4 | 0,2 | 0,02 |
Итого: | 28,34 |
На основании полученных данных строим график безотказной работы «УЗ» по формуле (4.4.1):
![]() (4.4.1)
(4.4.1)
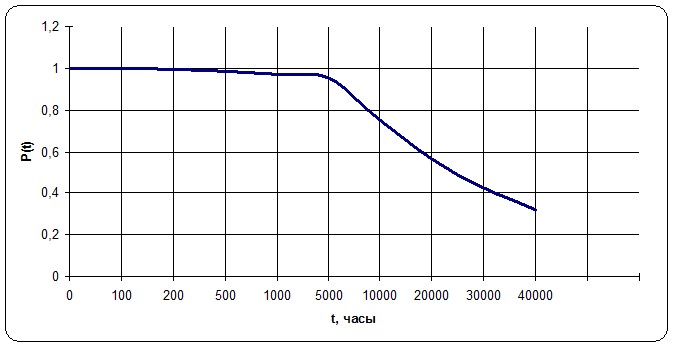
Рисунок 4.4.1 – Изменение вероятности безотказной
работы с течением времени.
По имеющимся данным определим следующие характеристики надежности:
1. Приемлемый уровень вероятности безотказной работы Pα = 0,98 соответствует Тα= 700 ч;
2. Браковочный уровень вероятности безотказной работы определяется на уровне Тβ = 6000 ч и должен быть не менее Pв> 0,9. Полученное значение на уровне Тβ =6000 ч составляет Pв= 0,92.
Рассчитаем вероятность безотказной работы изделия в течение гарантийной наработки 10000 часов. Для нерезервированных систем по формуле:
![]() ,
,
где λ - интенсивность отказов системы.
 , (4.4.2)
, (4.4.2)
где ![]() – число элементов.
– число элементов.
![]()
![]() 1/ч
1/ч
Рассчитаем вероятность безотказной работы в течение заданной наработки.
![]() (4.4.3)
(4.4.3)
где ![]() ч. - заданная наработка.
ч. - заданная наработка.
![]()
Находим среднее время наработки на отказ:
(4.4.4)
![]() ч.
ч.
Таким образом, получаем расчётные значения: среднее время наработки на отказ – 35285,82ч ≈ 4 года; вероятность безотказной работы системы – 0,75 в течение заданной наработки.
5 Технологическое проектирование
5.1 Выбор основного направления техпроцесса
Технологический процесс делится на операции, как по трудоемкости, так и по технологической завершенности. За одним рабочим местом могут закрепляться до десяти операций, работы выполняют рабочие средней и высокой квалификации III - V разрядов.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 |
