
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Исследование физико-механических свойств газотермических порошковых покрытий
О. М. ЖАРКЕВИЧ, к. т.н., доцент,
Т. М. БУЗАУОВА, к. т.н., ст. преподаватель,
О. А. НУРЖАНОВА, ст. преподаватель,
Карагандинский государственный технический университет, кафедра ТОМиС
Ключевые слова: порошок, газотермическое покрытие, характеристика, зависимость, прочность, износ.
О
дной из актуальных задач в машиностроительной промышленности является кардинальное повышение ресурса и улучшение служебных характеристик различных технологических систем. Пути решения этой задачи могут быть весьма разнообразны и определяются в основном тем параметром или группой параметров, которые требуется обеспечить. Анализ существующих на сегодняшний день направлений, связанных с повышением работоспособности различных деталей, показывает, что стремление к повышению их долговечности за счет дальнейшего ужесточения требований к точности геометрических параметров малоэффективно, так как в большинстве случаев приводит к существенному росту технологических издержек на изготовление. Применение новых высокопрочных материалов хотя и способствует росту статической прочности, однако сопровождается существенным ростом себестоимости изделий. Поэтому наиболее эффективным является повышение эксплуатационных свойств деталей технологическими методами. В данном случае использовалось газотермическое напыление порошков ПГ-10Н-01, ПГ-СР2, СНГН – 60 (таблица 1), использующихся для деталей, которые работают в агрессивных средах [1].
В результате проведенных экспериментальных исследований получены значения физико-механических характеристик исследуемых покрытий при изменении конструкторско-технологических факторов:
- дистанции напыления – 100-200 мм;
- расход порошка – 4-5 кг/ч;
- толщины напыляемого покрытия – 200-400 мкм.
Для того чтобы оценить качество нанесенного газотермического покрытия, были проведены испытания таких характеристик, как:
- деформация покрытия екр;
- модуль упругости Е;
- прочность сцепления фсц;
- когезионная прочность уп.
Таблица 1 – Характеристика порошков по назначению
Обозначение порошка | Химический состав | Назначение |
ПГ-10Н-01 | Ni – основа, | Для восстановления деталей из стали, чугуна с местным износом, работающих при знакопеременных нагрузках, в агрессивных средах и при повышенных температурах. |
ПГ-СР2 | Ni – основа, | Для наплавки и напыления износостойкого слоя на детали машин и оборудования, работающих в условиях воздействия: абразивного изнашивания, коррозии, эрозии при повышенных температурах или в агрессивных средах. |
СНГН-60 | Ni – основа; | Для газопорошковой наплавки и газотермического напыления деталей, работающих в условиях абразивного изнашивания (с ударными нагрузками) при температурах до 600єС и в агрессивных средах. |
Важной характеристикой, определяющей качество покрытия, является прочность сцепления – адгезия. Единым критерием, определяющим прочность сцепления покрытия с основой, является критическая деформация разрушения (е) – деформация, при которой возникает первый дефект в покрытии. Этот параметр позволяет оценить предельное состояние соединения «подложка – покрытие», независимо от характера разрушения покрытия (отслоение, растрескивание и т. д.) [2].
Графические зависимости екр, Е, фсц, уп представлены на рисунках 1 – 4.
Из рисунка 1 и 2 видно, что при дистанции напыления L = 150 мм значения адгезионной прочности и критической деформации разрушения покрытия максимальны.
Высокая прочность сцепления газотермических покрытий при оптимальных режимах нанесения обусловлена наличием на границе раздела основа-покрытие не только адгезионных, но и химических связей [3].
Так, при формировании покрытия СНГН – 60 изменение дистанции напыления как в сторону изменения до 100 мм, так и в сторону увеличения до 200 мм приводит к ухудшению свойств покрытий (рисунок 3).
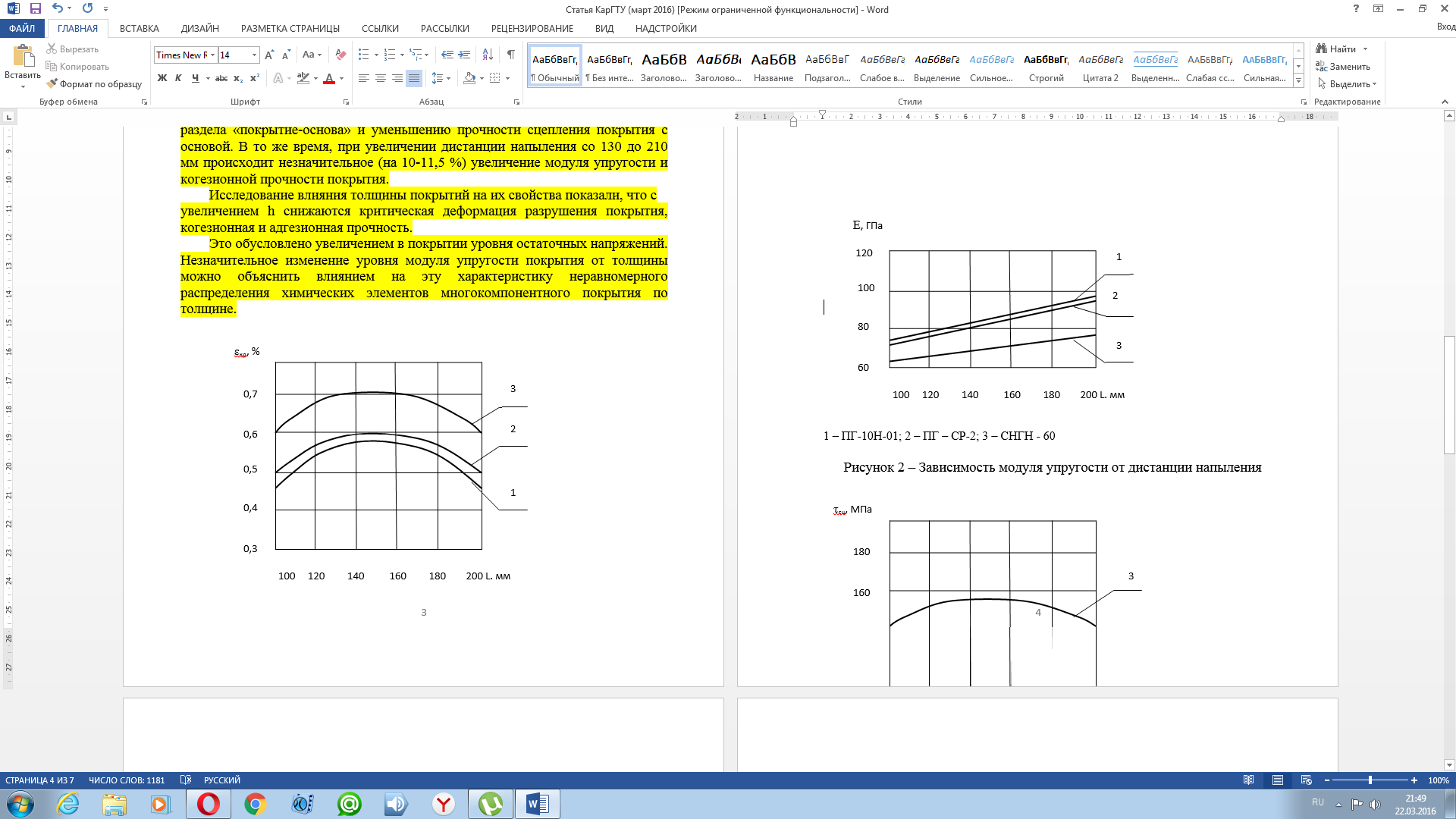
1 – ПГ-10Н-01; 2 – ПГ – СР-2; 3 – СНГН – 60
Рисунок 1 – Зависимость критической деформации разрушения покрытия от дистанции напыления
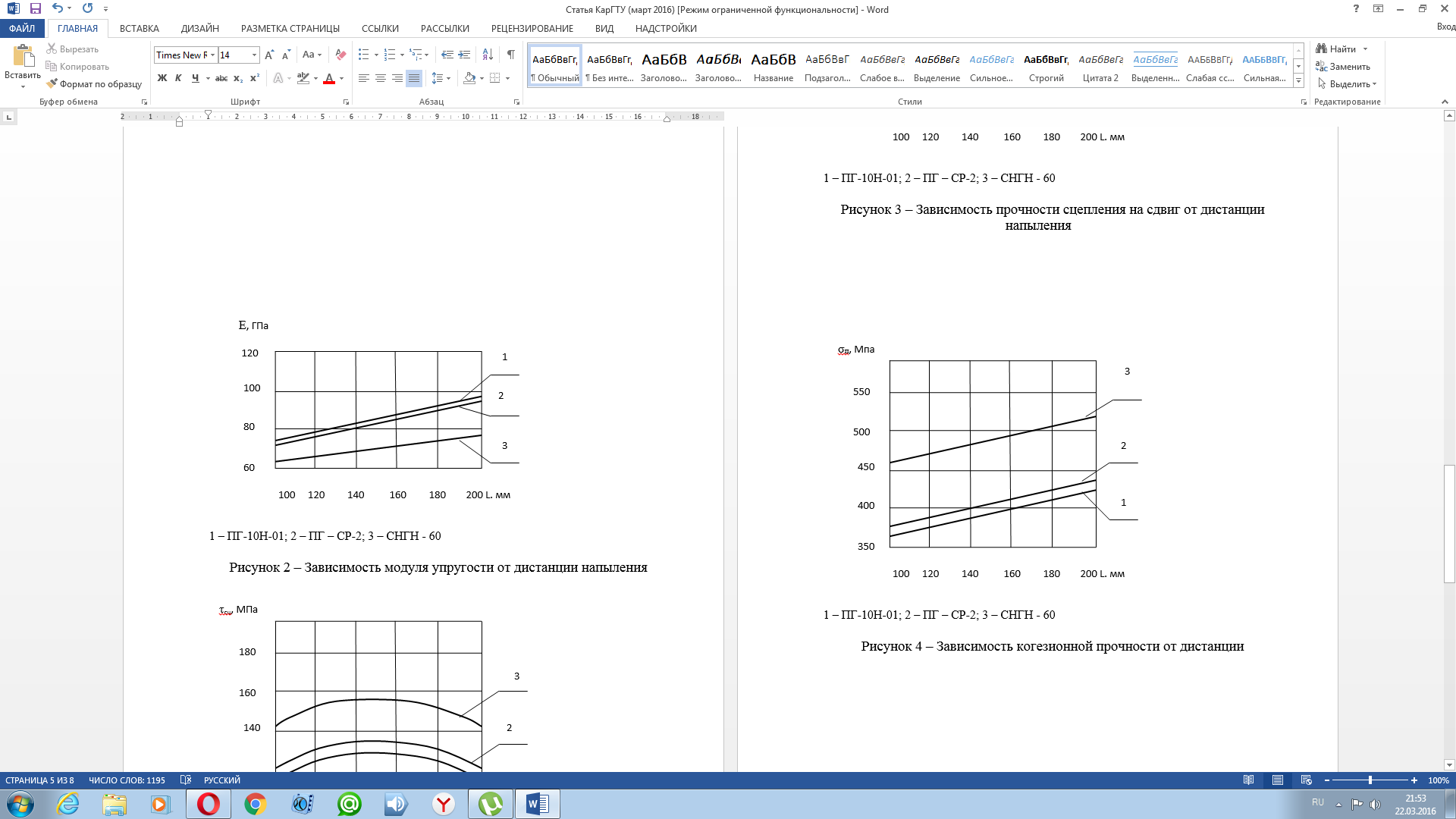
1 – ПГ-10Н-01; 2 – ПГ – СР-2; 3 – СНГН – 60
Рисунок 2 – Зависимость модуля упругости
от дистанции напыления
При малой дистанции напыления имеет место перегрев покрытия и его растрескивание под действием температурных напряжений, а при слишком большой дистанции температура и скорость частиц снижаются, что приводит к образованию пор на границе раздела «покрытие-основа» и уменьшению прочности сцепления покрытия с основой.
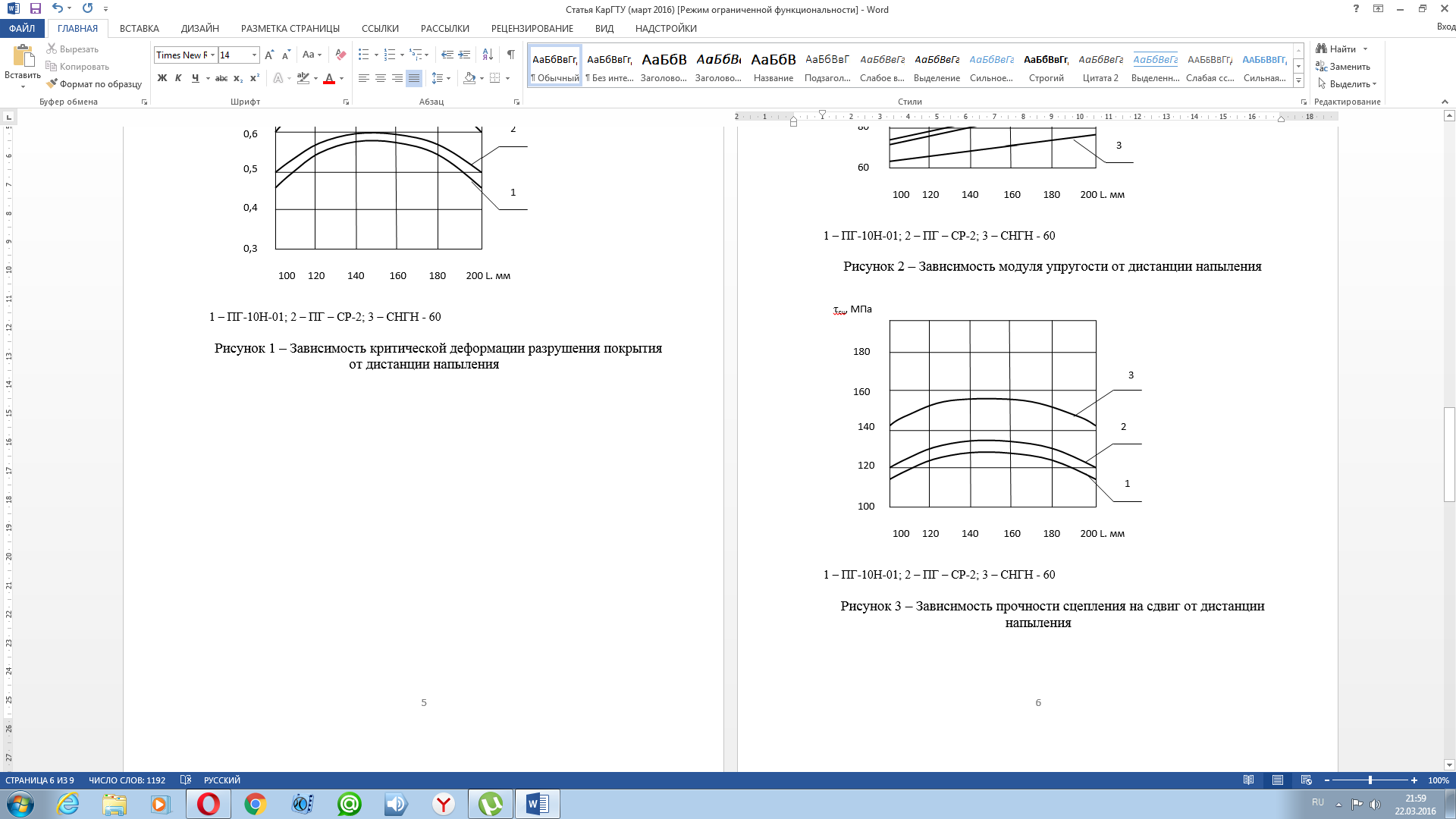
1 – ПГ-10Н-01; 2 – ПГ – СР-2; 3 – СНГН – 60
Рисунок 3 – Зависимость прочности сцепления
на сдвиг от дистанции напыления
Когезионная прочность – это условное напряжение, соответствующее наибольшей нагрузке, предшествующей разрушению связей между частицами покрытия и (или) самого материала частиц [4].
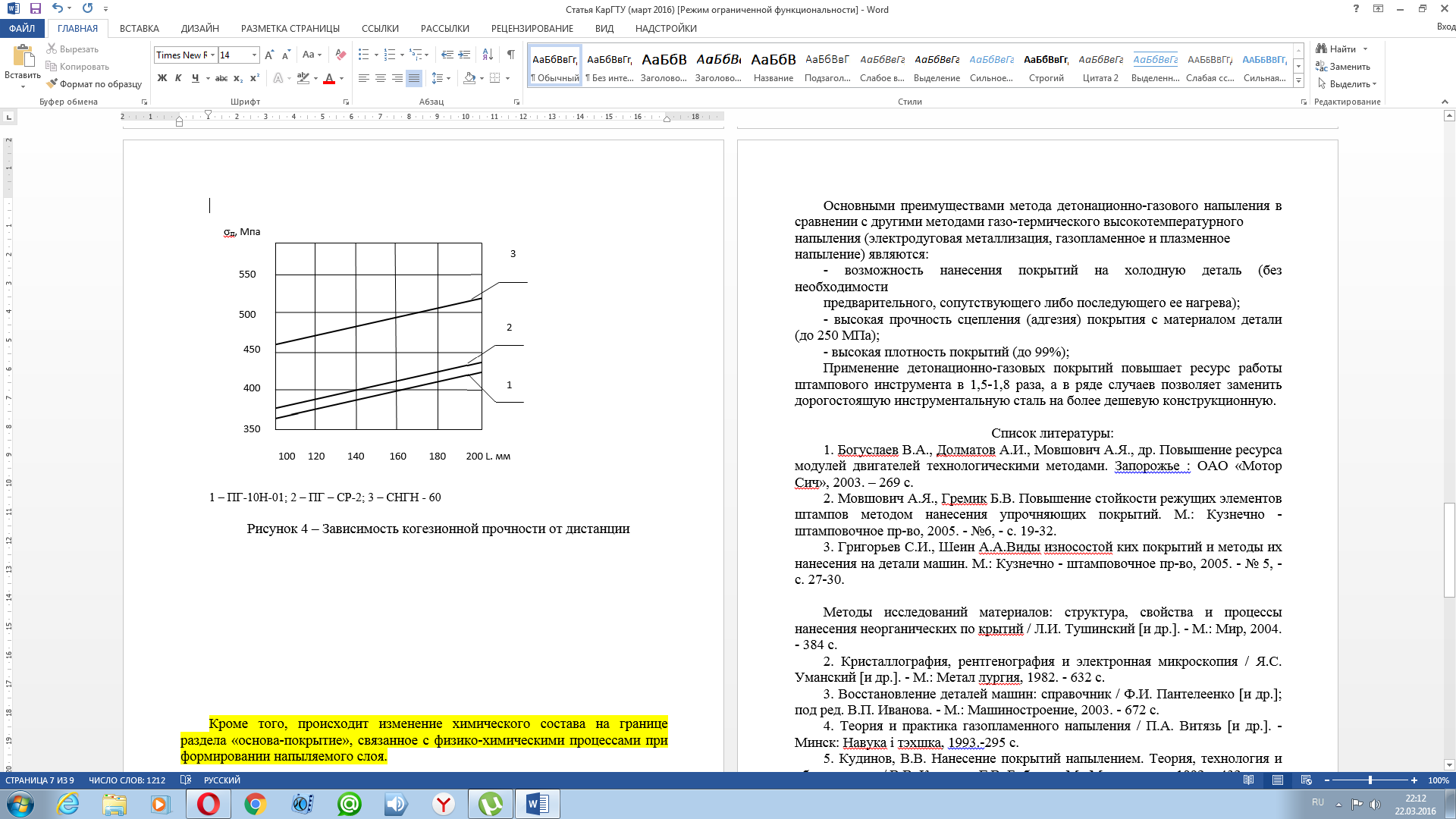
1 – ПГ-10Н-01; 2 – ПГ – СР-2; 3 – СНГН – 60
Рисунок 4 – Зависимость когезионной прочности
от дистанции напыления
Установлено, что при увеличении дистанции напыления от 100 до 200 мм происходит незначительное (на 12 – 13 %) увеличение модуля упругости и когезионной прочности покрытия.
Также было установлено, что при увеличении толщины покрытий от 200 до 400 мкм снижаются критическая деформация разрушения покрытия, когезионная и адгезионная прочность. Это объясняется увеличением в покрытии уровня остаточных напряжений.
Незначительное изменение уровня модуля упругости покрытия от толщины можно объяснить влиянием на эту характеристику неравномерного распределения химических элементов многокомпонентного покрытия по толщине.
Кроме того, происходит изменение химического состава на границе раздела «основа-покрытие», связанное с физико-химическими процессами при формировании напыляемого слоя [5].
Кроме того, была определена твердость порошковых газотермических покрытий (таблица 2).
Таблица 2 – Твердость газотермических покрытий
Порошок | Твердость НRС | Толщина, мм |
ПГ-10Н-01 | 42 – 45 | 200 – 400 мкм |
ПГ-СР-2 | 45 – 58 | 200 – 400 мкм |
СНГН-60 | 58 – 60 | 200 – 400 мкм |
Твердость газотермического покрытия СНГС-60 выше твердости подложки металла (Ст 45) из-за закалки наносимого материала в процессе металлизации, наклепа переносимых частиц металла при ударе о поверхность и наличия в сформированном слое окисных пленок.
Для определения износа проводились испытания в течение 10 мин при усилии 20 Н и частоте вращения круга n = 250 мин-1. Марка абразивного круга: А25ПСМ. После испытаний образцы взвешивались и измеряли диаметр круга.
Износ образцов определяли весовым методом по изменению массы образцов после испытания на износ. Путь L, пройденный абразивным кругом, рассчитывался по формуле [6]:
L = р Ч D Ч n Ч t, (1)
где D – средний диаметр круга, мм;
n – частота вращения круга, мм;
t – время проведения испытания, мин.
Интенсивность изнашивания определялась по формуле:
I = ∆m/L, (2)
где ∆m – износ, г.
Результаты испытаний на износ газотермических покрытий представлены в таблице 3.
В частности, износостойкость газотермических из рассмотренных самофлюсующихся сплавов на основе никеля (СНГН) в 3,5 – 4,0 раза выше износостойкости закаленной стали 45.
Повышение ресурса работы деталей машин в различных технологических системах достигается путем нанесения на их рабочие поверхности упрочняющих покрытий электродуговым напылением порошкообразного материала с заданными технологическими характеристиками.
Основные преимущества электродугового метода нанесения порошковых газотермических покрытий:
- детали, подвергаемые напылению, могут иметь практически любую форму и быть изготовлены из любого материала, имеющего температуру плавления выше 400 єС;
- высокая прочность сцепления (адгезия) покрытия с материалом детали (до 150 МПа);
- благодаря особой структуре напыленные поверхности имеют высочайшие антифрикционные свойства;
- газотермическое напыление позволяет обеспечить высокую твердость и износостойкость напыленных поверхностей деталей;
- высокая производительность процесса (до 40 килограммов напыляемого материала в час) позволяет обрабатывать поверхности крупногабаритных деталей;
- минимальные тепловые вложения при газотермическом напылении исключают возможности термодеформации тонкостенных и длинномерных деталей.
Применение газотермических покрытий повышает ресурс работы деталей машин в 1,5 – 2,0 раза, существенно сокращает затраты на обслуживание и ремонт машин и механизмов предприятий.
Таблица 3 – Характеристики износа газотермических покрытий
Порошок | Износ ∆m, г | Диаметр абразивного круга D, мм | Путь трения L, мм | Интенсивность изнашивания |
ПГ-10Н-01 | 4,75 | 188,75 | 1481,69 | 3,2∙10-3 |
ПГ-СР-2 | 5,7 | 188,60 | 1480,51 | 3,9∙10-3 |
СНГН-60 | 4,25 | 188,7 | 1481,30 | 2,9∙10-3 |
СПИСОК ЛИТЕРАТУРЫ
, , Повышение ресурса модулей двигателей технологическими методами. – Запорожье: Сич», 2003. – 269 с. Нанесение покрытий напылением. Теория, технология и оборудование / , . – М.: Металлургия, 1992. – 432 с. , Повышение стойкости режущих элементов штампов методом нанесения упрочняющих покрытий // Кузнечно-штамповочное пр-во. – 2005. – №6. – С. 19-32. Формирование газотермических покрытий: теория и практика. – Минск: Бестпринт, 2002. – 480 с. Основные особенности формирования многокомпонентных газотермических покрытий, обусловливающие физико-механические свойства композиций при напылении // Физико химическая механика материалов. – 1991. – № 1. – С. 65-70. Методы исследований материалов: структура, свойства и процессы нанесения неорганических покрытий / [и др.]. – М.: Мир, 2004. – 384 с.