

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Конструкцию, состояние резиновых слоев рукавов, изготавливаемых для Министерства обороны, проверяют на одном разрезанном рукаве, наружную и внутреннюю поверхность сравнивают с контрольным образцом.
(Измененная редакция, Изм. N 4).
4.16. Допускается применять другие средства измерения с погрешностью измерения не более указанной.
(Введен дополнительно, Изм. N 3).
4.17. Полное электрическое сопротивление рукавов класса Б исполнения Б (А) измеряют по методике, приведенной в Приложении 2.
(Введен дополнительно, Изм. N 5).
5. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
Применение на добровольной основе пункта 5.1 обеспечивает соблюдение требований Федерального закона от 01.01.2001 N 123-ФЗ "Технический регламент о требованиях пожарной безопасности" (Приказ Росстандарта от 01.01.2001 N 474).
Применение на добровольной основе пункта 5.1 обеспечивает соблюдение требований Федерального закона от 01.01.2001 N 123-ФЗ "Технический регламент о требованиях пожарной безопасности" (Приказ Ростехрегулирования от 01.01.2001 N 1573).
5.1. На каждом рукаве на одном конце должна быть рельефная или другая маркировка, сохраняющаяся в течение всего гарантийного срока эксплуатации, хранения, с указанием:
а) товарного знака или наименования предприятия-изготовителя и его товарного знака;
б) класса рукава;
в) группы рукава;
г) внутреннего диаметра;
д) рабочего давления;
е) длины;
ж) даты изготовления: месяц (квартал) и год;
з) обозначения настоящего стандарта;
и) штампа технического контроля.
Пример маркировки: К - Б - 2 - 25 - 10 - 1000 - VI - 1975 ГОСТ 5398.
Допускается по соглашению с потребителем не указывать длину рукава.
Маркировка рукавов класса Б исполнения Б (А) должна быть нанесена оттиском на подложке из красной резины. Допускается приклеивать на рукав бирку красного цвета с нанесенным несмываемой краской текстом маркировки по подпунктам а) - и).
(Измененная редакция, Изм. N 1, 3, 4, 5).
5.2. Рукава, предназначенные для поставки на экспорт в районы с тропическим климатом, должны маркироваться в соответствии с требованиями ГОСТ 15152.
5.3. (Исключен, Изм. N 5).
5.4. Рукава складывают в пачки или сворачивают в бухты с соблюдением минимальных радиусов изгиба и перевязывают любым перевязочным материалом, обеспечивающим сохранность рукавов при транспортировании. Транспортная маркировка - по ГОСТ 14192.
(Измененная редакция, Изм. N 4).
5.5. (Исключен, Изм. N 1).
5.6. Рукава транспортируют транспортом всех видов в крытых транспортных средствах в соответствии с правилами перевозок грузов, действующими на транспорте данного вида.
5.7. Рукава должны храниться в помещении параллельными рядами высотой не более 1 м при температуре от минус 25 до плюс 30 °C и размещаться на расстоянии не менее 1 м от теплоизлучающих приборов.
Рукава, изготавливаемые для Министерства обороны, допускается хранить в помещении или на открытой площадке под брезентом или навесом при температуре окружающего воздуха свернутыми в спираль без перехлестывания внутренним радиусом не менее 1,5 минимального радиуса изгиба.
Не допускается хранение рукавов вблизи работающего оборудования, способного выделять озон, а также искусственных источников света, выделяющих ультрафиолетовые лучи.
Рукава должны быть защищены от воздействия прямых солнечных и тепловых лучей, от попадания на них масла, бензина, керосина, от действия их паров, а также кислот, щелочей и других веществ, разрушающих резину.
5.6; 5.7. (Измененная редакция, Изм. N 3).
6. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
6.1. Изготовитель гарантирует соответствие рукавов требованиям настоящего стандарта при соблюдении условий эксплуатации, транспортирования и хранения.
(Измененная редакция, Изм. N 1).
6.2. Гарантийный срок хранения рукавов - три с половиной года со дня изготовления.
Гарантийный срок эксплуатации в пределах гарантийного срока хранения рукавов - два года со дня ввода в эксплуатацию.
6.3. Гарантийный срок хранения рукавов класса Б группы 2, изготовленных для Министерства обороны, - пять с половиной лет со дня изготовления.
Гарантийный срок эксплуатации в пределах гарантийного срока хранения - два с половиной года со дня ввода их в эксплуатацию.
7. УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ
7.1. Монтаж
7.1.1. Рукава монтируются на штуцера (патрубки) металлических и пластмассовых трубопроводов.
Штуцера на участках крепления рукавов должны иметь гладкую или волнообразную поверхность. Наружный диаметр штуцера должен быть в 1,02 - 1,05 раза больше внутреннего диаметра рукава. Выступы на штуцерах должны быть не более 1,2 мм.
Штуцера и трубопроводы должны быть очищены от консервации, ржавчины, загрязнений.
Штуцера не должны иметь острых кромок, заусенцев, раковин и вмятин. Шероховатость наружной поверхности штуцера должна быть не более Rz = 20 мкм, радиус скруглений выступов - не менее 0,6 мм. Длина штуцера должна быть длиннее манжеты и входить в спиральную часть рукава на 2 - 3 витка. Для облегчения монтажа допускается смачивание внутренней поверхности манжеты рукава водой или мыльной эмульсией.
7.1.2. Крепление рукавов на штуцерах производится хомутами. Конструкция хомута должна обеспечивать равномерное обжатие муфты без складок в месте разъема.
Острые кромки хомутов должны быть притупленными, радиус скругления - не менее 0,6 мм. Крепление рукавов внутренним диаметром от 16 до 38 мм допускается производить одним хомутом с расположением его в пределах 25 - 30 мм от торца (края) манжеты.
Крепление рукавов внутренним диаметром от 50 до 100 мм рекомендуется производить двумя хомутами, а рукавов внутренним диаметром от 125 до 325 мм - тремя хомутами.
Расположение двух и более хомутов рекомендуется производить следующим образом:
расстояние между хомутами - в пределах 30 - 40 мм;
болтовые соединения хомутов должны быть смещены в пределах 30 - 45 °C.
Затяжка хомутами не должна превышать 30% толщины стенки рукава.
7.1.3. Армирование рукавов концевой арматурой должно производиться при плюсовой температуре.
В случае транспортирования и хранения рукавов при минусовой температуре перед монтажом арматуры необходимо рукав выдержать не менее суток при температуре (20 +/- 5) °C.
7.1.4. При монтаже рукавов не допускается:
скручивание относительно оси рукава;
изгиб рукавов менее радиуса изгиба, предусмотренного табл. 2;
сжатие и растяжение спиральной части рукава.
7.2. Эксплуатация
7.2.1. При эксплуатации рукавов необходимо соблюдать требования, предусмотренные настоящим стандартом.
7.2.2. В процессе эксплуатации не допускается:
соприкосновение с вращающимися (подвижными) деталями механизмов;
передавливание и изломы рукавов;
перемещение рукавов волочением;
эксплуатация (хранение) рукавов вблизи открытого огня и сильно нагретых предметов;
попадание масла и другой рабочей среды в торец изделия.
7.2.3. Рукава, пересекающие пешеходные проходы и транспортные проезды, должны быть защищены мостиками.
7.1 - 7.2.3. (Введены дополнительно, Изм. N 1).
7.2.4. При перекачке нефтепродуктов для отвода статического электричества рукава заземляют медной проволокой диаметром не менее 2 мм (или медным тросиком сечением не менее 4 мм2) с шагом витка не более 100 мм.
Один конец проволоки (или тросика) соединяется пайкой (или "под болт") с металлическими заземленными частями трубопровода, а другой - штуцером. Штуцера должны быть изготовлены из меди или других неискрящих материалов. Допускается изготовление стальных штуцеров с покрытием неискрящими материалами достаточной толщины.
Предельное допустимое сопротивление заземляющего устройства, предназначенного для защиты от статического электричества, должно быть не более 100 Ом.
Рукава класса Б исполнения Б (А) медной проволокой не заземляют.
(Измененная редакция, Изм. N 1, 5).
Приложение 1
Справочное
СХЕМА КОНСТРУКЦИИ РУКАВА
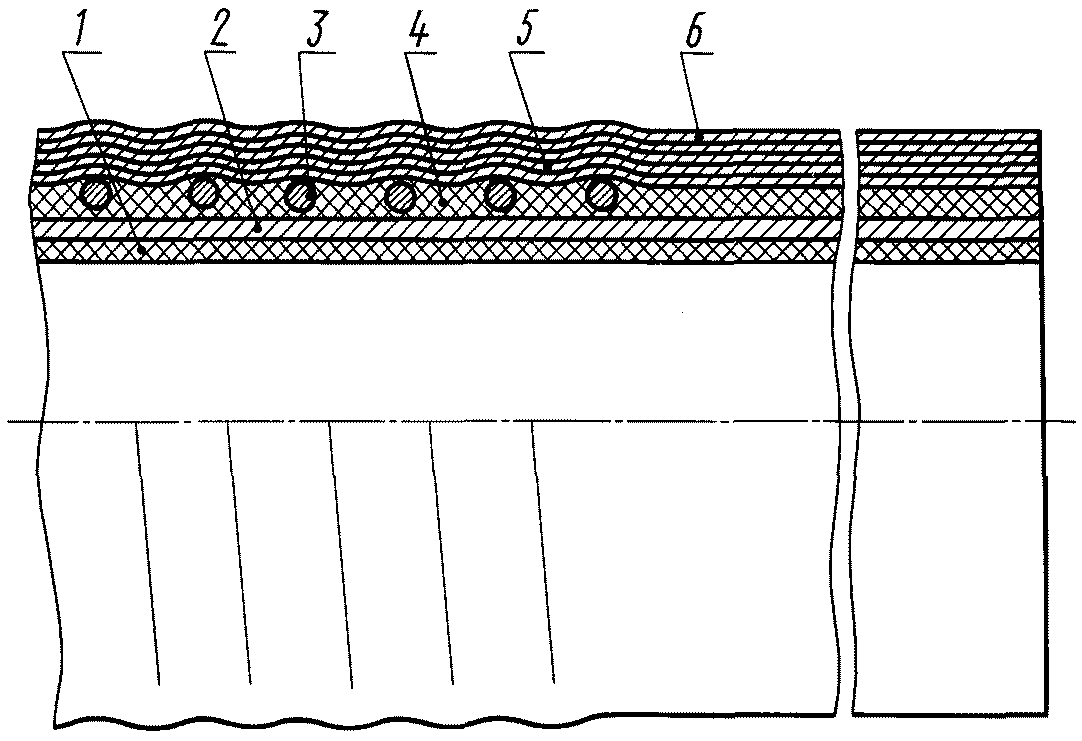
1 - внутренняя резиновая камера; 2 - текстильный слой;
3 - проволочная спираль; 4 - промежуточный резиновый слой;
5 - текстильный слой; 6 - наружный текстильный слой
(или резиновый для КЩ, П и Б)
Приложение 1. (Измененная редакция, Изм. N 5).
Приложение 2
Обязательное
МЕТОДИКА
ИЗМЕРЕНИЯ ПОЛНОГО ЭЛЕКТРИЧЕСКОГО СОПРОТИВЛЕНИЯ
Настоящая методика регламентирует выполнение измерений полного электрического сопротивления (R) при изготовлении бензомаслостойких напорных и напорно-всасывающих рукавов в антистатическом исполнении <*>.
--------------------------------
<*> Освидетельствование рукавов по показателю электрического сопротивления, изменяющегося под воздействием перекачиваемого продукта в процессе эксплуатации рукава, проводит заказчик по собственной методике.
1. Точность измерения
1.1. Методика обеспечивает измерение полного электрического сопротивления от ![]() до
до ![]() Ом с относительной погрешностью не более 20% при доверительной вероятности 0,95.
Ом с относительной погрешностью не более 20% при доверительной вероятности 0,95.
1.2. В погрешность по п. 1.1 включены все составляющие, в том числе погрешности средств измерения, метода и округления результатов.
2. Методы измерения
2.1. Полное электрическое сопротивление (R) определяют на рукаве методом непосредственной оценки с помощью стандартных приборов по схеме на черт. 1.

1 - измерительный прибор; 2 - проводник; 3 - электрод;
4 - рукав
Черт. 1
2.2. Сущность метода заключается в том, что внутрь рукава вставляют электроды специальной формы, на которых имеются клеммы для подключения измерительного прибора. R определяют непосредственно по показаниям измерительного прибора.
3. Средства измерений, вспомогательные устройства
3.1. Мегаомметр с комплектом соединительных проводов по ГОСТ 23706 и основной погрешностью не более 1,5% длины рабочих частей шкал (для типов Е6-16, Е6-17, Е6-4А и др.).
Прибор должен иметь метрологическую аттестацию в соответствии с ГОСТ 8.409 и проходить государственную поверку в установленные сроки.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 |
