

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Экспериментальная работа по выбору консистентной смазки
для закладки в подшипниковые и лабиринтовые узлы
при производстве роликов конвейерных по ТУ.
Отчет.
В настоящее время используемые виды смазок (ЦИАТИМ-201 для серийных роликов и GN Grease LX EP2 для роликов тяжелой серии) на производстве не могут обеспечить достаточную степень защиты подшипникового узла от влаги и пыли. Так при работе конвейерных роликов во влажных, либо пыльных условиях применяемые лабиринтовые уплотнения теряют свою работоспособность, что объясняется потерей свойств смазки.
Цель исследования – определение предпочтительного варианта пластичной смазки для использования в лабиринтовых уплотнениях и подшипниковых узлах конвейерных роликов.
Для решения данной цели определены следующие задачи исследования:
- определить плотность смазок;
- определить степень растворимости смазок в воде;
- проанализировать вязкостные свойства смазки при отрицательных температурах (-160С и -400С);
- сравнить свойства при работе под нагрузкой;
- определить качество смазок при работе во влажных и пыльных условиях.
По результатам испытаний проставить баллы от 1 до 8 для каждого испытания (8 баллов для смазки с лучшими показателями).
В таблице 1 представлены испытываемые виды смазок, первые две (Циатим Ц-201 и GN Grease LX EP2) используются в настоящее время, остальные взяты для испытаний.
Таблица 1 - Испытываемые виды смазок
№ п/п | Вид смазки | Интервал рабочих температур, 0С | Плотность, г/см3 (отношение к Ц-201) | Цвет | Стоимость, руб./кг | Стоимость смазки в ролике (на примере 159х307), руб. |
1 | Циатим Ц-201 | -60 … +90 | 0,855 | Желтая | 84 | 2,1 |
2 | Gazpromneft Grease LX EP 2 | -30 … +160 | 0,916 (1,071) | Сине-голубая | 278 | 7,5 |
3 | GN Grease LTS 2 | -30 … +120 | 0,860 (1,006) | Темно-коричневая | 206 | 5,2 |
4 | Gazpromneft Grease EP2 | 0,899 (1,051) | Зелено-серая | 118 | 3,1 | |
5 | Циатим Ц-221 | -60 … +150 | 1,004 (1,174) | Белая | 755 | 22,2 |
6 | Литол-24 | -40 … +120 | 0,855 (1,000) | Светло-серая | 87 | 2,2 |
7 | G-Energy Grease LX EP 2 | -30 … +160 | 0,949 (1,110) | Синяя | 278 | 7,7 |
8 | G-Energy Grease L EP 2 | -30 … +120 | 0,916 (1,071) | Желто-серая | 200 | 5,4 |
1 Методика испытаний
Для проведения экспериментальной работы были разработаны следующие методики.
1. Определение плотности смазки:
1.1 Взять пробник известного объема V и массы m1, наполнить смазкой;
1.2 Взвесить пробник (m2);
1.3 Определить массу смазки в пробнике (m=m2 – m1);
1.4 Определить плотность смазки (с=m/V), данные занести в таблицу 1.
2. Определение степени растворимости в воде:
2.1 В прозрачный пластиковый стакан налить воду;
2.2 Опустить смазку на 48ч;
2.3 По истечении времени, определить визуально степень растворимости.
3. Определение вязкостных свойств при отрицательных температурах:
3.1 При температуре -160С:
3.1.1 Пробник поместить в холодильник на 48ч при температуре -160С;
3.1.2 Оценить вязкостные свойства.
3.2 При температуре -400С:
3.2.1 Пробник поместить в холодильник на 1,5ч при температуре -400С;
3.2.2 Оценить вязкостные свойства.
4. Краткосрочные испытания в дождевой камере:
4.1 Намазать лабиринт смазкой;
4.2 Установить на ролик и поместить его в камеру дождя на 2ч;
4.3 После снятия лабиринтов, визуально установить степень взаимодействия смазки с водой.
5. Испытания на проникновение воды
5.1 Подготовить к испытаниям полнокомплектный ролик с испытываемой смазкой;
5.2 Поместить его в камеру дождя на 48ч;
5.3 По истечении времени, разобрать ролик и установить степень проникновения воды в лабиринтовое уплотнение и подшипник.
6. Испытания на проникновение пыли:
6.1 Подготовить к испытаниям полнокомплектный ролик с испытываемой смазкой;
6.2 Поместить его в камеру пыли на 48ч;
6.3 По истечении времени, разобрать ролик и установить степень проникновения пыли в лабиринтовое уплотнение и подшипник.
7. Последовательные испытания на проникновения воды и пыли:
7.1 Подготовить к испытаниям полнокомплектный ролик с испытываемой смазкой;
7.2 Установить его в камеру дождя на 48ч, а затем в камеру пыли на 48ч;
7.3 По истечении времени, разобрать ролик и оценить состояние лабиринтового уплотнения и подшипника.
8. Ресурсное испытание смазки:
8.1 Смазать подшипники испытываемой смазкой;
8.2 Установить в ролик, закрыть металлическими крышками и поставить на динамический стенд;
8.3 Провести испытание в течение 96ч;
8.4 По истечении времени, разобрать ролик и оценить состояние смазки.
9. Определение водостойкости смазки
9.1 Намазать лабиринтовое уплотнение;
9.2 Герметизировать соединения вал-крышка и стакан-шайба;
9.3 Наверх налить воды.
10. Экономический расчет
Определить стоимость намазки крышки и подшипника в одинаковом количестве при использовании различных смазок. За исходную примем смазку Ц-201, используемую на производстве.
2. Результаты испытаний
1. Определение плотности смазки
В результате экспериментальной работы определены плотности смазок (табл.1). Наименьшее значение имеют Циатим Ц-201 и Литол-24, а наибольшее – Циатим Ц-221.
Необходимо отметить, что увеличение плотности смазки приведет к росту норм намазки лабиринтовых уплотнений и подшипников для поддержания постоянного объема в них.
2. Определение степени растворимости в воде
Оценка осуществлялась по следующим критериям:
- отсутствие либо наличие белого налета на смазке;
- образование мутного раствора.
У образцов смазок №№5, 6 и 7 визуально изменений не произошло. У первого образца виден мутный раствор воды, также на самой смазке наблюдается светлые отложения. На поверхности остальных смазок также имеются следы налета. По результатам данных испытаний проставлены баллы, что отражено в таблице 2.
3. Определение вязкостных свойств
Образцы смазки, помещенные в холодильник при температуре -160С, прошли испытания, их вязкость не изменилась от первоначальной.
Дальнейшие испытания смазок при температуре -400С дали следующие результаты. Образец смазки под №5 не изменил своих свойств полностью, вероятно, мог выдержать и большую температуру. Образец №1 имеет густую вязкую массу, работоспособность не утрачена. На смазке под №7 остается след от нажатия, пограничное состояние от работоспособного. Остальные образцы замерли при испытываемой температуре, ощущается состояние твердого вещества (по типу пластмассы).
Исходя из результатов испытаний в таблицу 2 проставлены баллы.
4. Краткосрочные испытания в дождевой камере
С целью сокращения времени испытаний, металлические крышки не устанавливались, для получения возможности непосредственного воздействия воды на смазку в лабиринтах.
Испытание проводилось на ролике Ш159Ч425 (п.307) в камере дождя ККД-700.
Характеристики испытания:
− вращение ролика - 500 об/мин;
− испытание производились с подачей воды 0,6м3/ч на насадку.
После отработки роликов по 48 часов они были разобраны.
Критериями оценки являлись:
- оценка первоначальной вязкости;
- вымываемость смазки водой из лабиринта;
- образование эмульсии из смазки и воды.
Опираясь на критерии испытаний смазкам выставлены баллы (табл.2). Отметим, что образец №5 не изменил своих свойств смазка однородная, при этом отдельные капли воды на поверхности. У №1 наблюдается белая эмульсия, образованная в результате смешивания смазки с водой, смазка не пригодна для дальнейшего использования
По проведенным выше результатам испытаний для дальнейшего исследования приняты смазки, которые в меньшей степени меняли свои свойства при взаимодействии с водой – это образцы №№ 3, 5, 6 и 7.
5. Испытания на проникновения воды
Испытание проводилось на ролике Ш159Ч425 (п.307) в камере дождя ККД-700.
Характеристики испытания:
− вращение ролика - 500 об/мин;
− испытание производились с подачей воды 0,6м3/ч на насадку.
После отработки роликов по 48 часов они были разобраны.
По результатам осмотра можно сделать следующее заключение:
- смазка имеется во всех образцах;
- первоначальный цвет не изменился;
- консистенция смазки образцов №№ 5, 6 и 7 в лабиринтах не изменилась, №3 - стала мягкой;
- количество смазки образцов №№ 5, 6 и 7 в лабиринтах не изменилось, №3 уменьшилось – произошло ее вымывание.
6. Испытания на проникновение пыли
Испытание проводилось на ролике Ш159Ч425 (п.307) в камере пыли ККП-700.
Характеристики испытания:
− вращение ролика - 500 об/мин;
− концентрация пыли в камере - 6 г/м3.
После отработки роликов по 48 часов они были разобраны.
Критерием пылевых испытаний являлась степень задержания смазкой пыли. Необходимо отметить, что при проведении испытаний в пылевой камере наблюдалось неравномерность пылевоздушного потока.
Результаты испытаний следующие:
- образец №3 имеет меньшую степень загрязнения;
- у образцов под №№5 и 6 загрязнено наружное кольцо лабиринта, внутреннее чистое;
- образец №7 полностью загрязнен.
7. Последовательные испытания на проникновения воды и пыли
Испытание проводилось на ролике Ш159Ч425 (п.307) в камере дождя ККД-700, а затем без разбора в камере пыли ККП-700.
По результатам совмещенных дождевых и пылевых испытаний смазкам в таблице 2 проставлены баллы. Так образцы №№4, 6, 7 имеют следы воды и пыли, цвет смазок изменился на серый. У образца №5 однородная консистенция, цвет белый, наблюдаются незначительные включения пыли.
8. Ресурсное испытание смазки
Испытание проводилось на ролике Ш133Ч380 (п.205) на стенде динамических испытаний КСДИ-700.
Характеристики испытания:
− радиальная нагрузка - 150 кг;
− вращение ролика - 500 об/мин.
Для испытаний под нагрузкой были выбраны смазки №№1, 2 и 6. По истечении времени можно сделать следующие выводы:
− все смазки прошли испытания;
− консистенция смазки №1 стала более жидкой, у №№2 и 6 не изменилась;
− цвет смазок изменился и стал: №1 – темно-коричневый, №2 – темно-синий, №6 – темно-серый.
9. Определение водостойкости смазки
Для проверки степени водостойкости смазки взяты образцы №1 и №6. Схема проведения испытания представлена на рисунке 1.
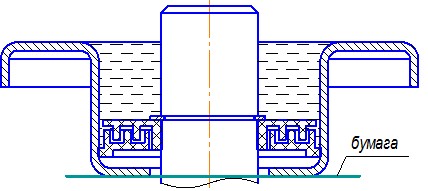
Рисунок 1 - Проверки степени водостойкости смазки
После 24 ч у образца №1 на бумаге наблюдалась вода, у №6 – отсутствовала. Отметим, что при вращении образцов за ось у №1 снизу потекла вода, у №6 не было. Таким образом, можно сделать вывод, что смазки №6 водостойкая, №1 имеет меньшую степень водостойкости.
10. Экономический расчет
На данный момент существующие нормы намазки лабиринтового уплотнения и подшипника определены для смазки Циатим Ц-201, имеющей наименьшую плотность. Таким образом, для поддержания исходного объема намазки потребуется большее количество смазки по массе.
В таблице 1, представлены отношения плотностей смазок к исходной (Циатим Ц-201). Из таблицы видим, что при использовании Циатим Ц-221 увеличивается расход на 17%, применение Gazpromneft Grease LX EP 2 - 5%, при этом смазка Литол-24 не повлечет к изменению норм.
Увеличение массы расходуемой смазки, приведет к росту стоимости на единицу выпускаемой продукции. В таблице 1 в столбце «Стоимость при действующей норме» приведена цена для одинакового количества намазок деталей различными образцами смазок.
Таблица 2 – Результаты испытаний смазок
Испытание | Количество баллов за испытание (8 лучшей) | |||||||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | |
Определение плотности | - | - | - | - | - | - | - | - |
Растворимость в воде (48ч) | 1 | 4 | 5 | 3 | 8 | 8 | 8 | 2 |
В холодильнике при -160С (24ч) | пройдены | |||||||
В холодильнике при -400С (1,5ч) | 7 | 1 | 1 | 1 | 8 | 1 | 6 | 1 |
Ускоренные в дождевой камере (2ч) | 1 | 3 | 4 | 6 | 8 | 7 | 5 | 2 |
Дождевые без металлических крышек (48ч) | - | - | - | 6 | 7 | 6 | 8 | - |
Проникновение влаги (48ч) | - | - | 5 | - | 8 | 6 | 7 | - |
Проникновение пыли (48ч) | - | - | 8 | - | 7 | 7 | 5 | - |
Проникновение влаги и пыли (48+48ч) | - | - | 7 | - | 8 | 7 | 7 | - |
Испытания под нагрузкой (96ч) | 1 | 2 | - | - | - | 3 | - | - |
Определение водостойкости смазки | 1 | - | - | - | - | 2 | - | - |
Выводы:
Годными к использованию признаны все смазки.
По результатам испытаний с лучшей стороны зарекомендовала себя смазка Циатим Ц-221. Она не теряет своих свойств при взаимодействии с водой, препятствует проникновению пыли, имеет самую низкую температуру замерзания. Ограничивает ее применение большая стоимость за 1 кг. При этом смазку целесообразно использовать при работе в климатических условиях с низкими температурами.
На втором месте по результатам испытаний оказалась смазка G-Energy Grease LX EP 2. Она менее стойка к воде, также достаточно эффективно препятствует проникновению пыли, имеет интервал рабочих температур соответствующий ТУ.
На третьем месте, а также, в целом, для дальнейшего использования на производстве, с учетом проведенных пылевых, дождевых, ресурсных испытаний, а также экономического расчета, рекомендована смазка Литол-24. Однако, Литол-24 не может перекрыть весь температурный диапазон эксплуатации роликов, поэтому необходимо ограничить использование этой смазки в северных районах в наземных конвейерах.
Необходимо указывать при заказе продукции конкретные температуры эксплуатации.
Альтернативой смазке Литол-24 при низких температурах (до -50°С) рекомендована смазка ЦИАТИМ-201.
Альтернативой смазке Литол-24 для роликов тяжелой серии (подшипник 309 и выше) рекомендована смазка G-Energy Grease LX EP 2.
