

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Тема программы
«Заправка и регулировка швейного
оборудования»
Тема урока
«Освоение приёмов правильной посадки за
Классификация современного швейного оборудования
Швейная машина - техническое устройство для выполнения процессов соединения, скрепления или отделки деталей швейных изделий. Швейные машины являются тем основным технологическим оборудованием, которое служит для производства одежды, белья, трикотажных изделий.
Швейные машины весьма разнообразны по своему внешнему виду, конструкции и кинематике.
По технологическим особенностям швейное оборудование подразделяют на следующие группы в зависимости от их назначения:
- прямострочные двухниточные и однониточные машины; прямострочные многониточные машины; машины для зигзагообразной строчки; швейные машины с обметочными стежками; машины для потайной строчки; полуавтоматы для прикрепления фурнитуры, талонов к крою, для выполнения закрепок, выметывания петель и коротких программируемых швов; швейные машины полуавтоматического действия и полуавтоматы для сборки и обработки отдельных деталей одежды.
Внутри каждой из этих групп машины подразделяются на две подгруппы в зависимости от характера выполняемой строчки:
- машины, выполняющие цепную строчку; машины, выполняющие челночную строчку.
По конструкторским особенностям машины подразделяются на одноигольные и многоигольные, челночные и бесчелночные, машины с вращающимися и качающимися челноками.
Все швейные машины подразделяются на машины универсальные, специализированные по видам работ.
К универсальным относятся машины, на которых можно выполнить несколько различных технологических операций (стачивать, настрачивать, втачивать, притачивать).
Специальными являются машины, на которых можно выполнять какую-либо одну, совершенно определенную технологическую операцию: например, пришить пуговицы, выметать петли и т. д.
По степени участия человека в управлении машиной и контроле за её работой машины подразделяют на автоматические, неавтоматические и полуавтоматы.
Полностью автоматические машины все операции выполняют самостоятельно.
К неавтоматическим относятся машины, которые работают лишь при постоянном участии работающего.
В полуавтоматах большинство операций выполняется машиной, но с участием работающего. Например, при работе на петельной машине работающий выполняет операции по установке и снятию изделия, а остальные операции (выметывание петель, прорубание ткани, транспортировка), включая остановку машины в конце цикла, выполняются автоматически самой машиной.
Все модели швейных машин, выпускаемые современными производителями, работают от электричества. Так, у всех швейных машин имеется электрический привод, который в свою очередь и приводит в действие маховое колесо.
Большее количество функций имеет электронные швейные машины, которые также как и электромеханические работают от электрического тока, но работать на них работающий будет не с помощью переключения различных рычажков, а управляя работой микропроцессора. Для того чтобы выбрать, например, определённую комбинацию вида стежка и его длины нужно будет всего лишь нажать на одну или несколько кнопок. Именно с помощью этих кнопок и выбирается одна из заранее прописанных в электронную память программ работы. Кроме того, некоторые индивидуальные параметры можно подстроить и вручную.
Есть машины, в которых не надо вытягивать наверх нижнюю нить - машина это сделает сама при первом же стежке. В некоторых машинах предусмотрен коленный, и даже автоматический подъем лапки.
На сегодняшний день, индустрия швейного оборудования предоставляет колоссальный выбор разнообразных моделей швейных машин: начиная от самых простых, которые выполняют всего несколько операций, заканчивая электронными швейными машинами, которые позволяют создавать свои собственные строчки или даже вышивку.
Чем выше класс машины, чем сложнее она устроена, тем легче на ней работать.
Приобретая твердые знания и хорошие практические навыки по эксплуатации швейного оборудования, его использования и применения в жизни человека можно получить не только массу новых и интересных знаний об изучаемом оборудовании, но и стать высококвалифицированным мастером своего дела.
ОСНОВНЫЕ ОРГАНЫ ШВЕЙНОЙ МАШИНЫ.
Промышленная швейная машина состоит из головки машины, промышленного стола и индивидуального привода.
Рукав, стойка рукав, платформа – все эти части называются головкой швейной машины.
Рукав швейной машины слева имеет фронтальную часть (доску). Вращение от электрического двигателя передаётся маховому колесу. В рукаве машины и под платформой расположены детали, передающие движение от махового колеса рабочим органам машины.
Расстояние от стойки рукава до линии движения иглы называется вылетом рукава (машины). Это расстояние определяется габаритами изделия, которое можно расположить на платформе справа от иглы.
Для выполнения челночного стежка в каждой машине имеются следующие основные рабочие органы:
- Игла, служащая для прокола материала, проведения через него верхней нити и образования петли или напуска. Механизм иглы расположен в рукаве машины, совершает возвратно-поступательные движения (вверх, вниз). Челнок, захватывая петлю или напуск иглы, расширяет ее, обводит вокруг шпульки, осуществляет переплетение верхней и нижней нитей. Механизм расположен под платформой и совершает вращательные движения. Нитепритягиватель сдергивает нитку с бобины или катушки, подает нитку игле и челноку, затягивает стежок. Совершает вращательное или колебательное движение и находится в рукаве машины. Рейка – механизм передвижения ткани, служащий для перемещения ткани на величину стежка, расположен под платформой, совершает движение в виде овала, идя к работающему поднимается; идя от работающего – опускается. Лапка – прижимает к игольной пластине и рейке ткань, механизм расположен в рукаве машины и не совершает ни каких движений.
РАБОЧЕЕ МЕСТО ОПЕРАТОРА ШВЕЙНОЙ МАШИНЫ
Организация рабочего места оператора швейной машины.
- Расположение машины, педали, коленоподъемника и стула должно быть удобным. Детали располагаются справа от швеи, а готовый полуфабрикат складывают на подставку, тележку, расположенную слева от швеи. Стол устанавливают так, чтобы дневной свет падал слева от швеи. Между рабочими местами должно быть расстояние не менее 90 см. Работающий должен сидеть напротив головки машины. Изделие должно располагаться на расстоянии 30 – 40 см от глаз работающего, а локти – на одном уровне с крышкой стола.
Рациональные приемы работы на швейной машине с применением различных средств малой механизации.
Приемы в работе определяются видом выполняемых работ.
- При стачивании деталей на универсальной машине необходимо избегать припосаживания и стягивания слоев ткани, а так же прокладывать строчки на необходимом расстоянии от среза или от сгиба материала. Для этого швея руками управляет положением обрабатываемых деталей относительно иглы, а ровное прокладывание строчки относительно среза достигается применением швейных приспособлений – ограничительные линейки на магнитах или стационарные откидные. Не допускается делать резких и больших усилий при стачивании деталей, поскольку возможны поломка иглы или пропуски стежков. Контроль положения стачиваемых деталей при большой их длине обеспечивается перехватами, т. е. детали контролируются справа (за зоной шитья) и слева (до зоны шитья). Нижняя нитка должна наматываться на шпульку одновременно с выполнением операции. При прохождении утолщений и резких изменениях направления прокладывания строчки необходимо уменьшить частоту вращения главного вала. Закрепление строчки в начале и конце полуфабриката выполняется обратным ходом иглы при нажатии рычага обратного хода. При резком изменении направления прокладывания строчки поворот детали выполняется при крайнем нижнем положении иглы. Для избежания пропусков и обрыва нити на обрабатываемой детали не допускается поворот вала при поднятой прижимной лапке. Ровное прокладывание отделочных строчек на 2,0 мм; 5,0 мм; 6,0 мм и т. д. достигается применением лапок с бортиками с необходимым расстоянием. Для рационального использования рабочего места и сокращение времени на выполнение операций стачивания, настрачивания и отстрачивания деталей применяются правые или левые компенсационные лапки с необходимым расстоянием прокладывания отделочных строчек. С помощью таких лапок можно качественно выполнять несколько операций, например, стачать две детали изделия шириной шва 1,0 см и отстрочить шов стачивания на 0,2 мм. Применение на рабочем месте швеи различных средств малой механизации, например лапок для настрачивания эластичной тесьмы, лапок для настрачивания канта, шнура, приспособления для окантовки срезов и т. д. облегчает работу швеи, сокращает время на выполнение операций и обеспечивает качественное выполнение различных операций. При выполнении работ на швейных машинах без автоматической обреки верхней и нижней нитей обычно после окончания операции нитки не обрезаются, а под лапку подкладываются новые детали и продолжают выполнение операции. При этом уменьшается расход ниток на концы строчек и исключается возможность вытаскивания ниток из ушка иглы, что вызывает потерю рабочего времени на перезаправку машины.
Уход за швейной машиной.
Срок службы машины зависит от правильного ухода за ней. Для правильного хода машины в начале смены работающий должен произвести подготовительные операции:
- проверить на шум; проверить на легкость движения механизмов (несколько раз повернуть маховое колесо на себя); проверить правильность установки иглы; проверить правильность заправки нитей швейной машины; подобрать нитки по номеру и цвету обрабатываемого материала; проверить качество строчки на кусочке материала из основной ткани изделия; после выполнения указанных работ работающий, убедившись, что швейная машина работает хорошо, выполняет основную работу.
Ежедневный контроль за работой оборудования.
- проверять наличие крепления ограждений; удалять кистью после окончания работы загрязнения из зоны челнока,
рейки, игольной пластины;
- протирать поверхность головки швейной машины, промышленного стола и электрического привода.
Во время работы запрещается:
- опускать лапку, если не подложена ткань; тянуть ткань, т. к. ее перемещение осуществляется рейкой; работать на машине, если шпульный колпачок в машине не
зафиксирован;
- работать на машине при открытых фронтовой и задвижной решетках.
Чистка и смазка швейных машин.
Так как современные швейные машины оснащены централизованной автоматической смазкой, то смазка швейной машины заключается в своевременной замене машинного масла в поддоне машины.
Чистка швейной машины производится после окончания работы. Кисточкой или ершиком удаляются загрязнения с челночного устройства, с рейки продвижения материалов и т. д. Протирается от пыли электропривод, стол и поверхность головки швейной машины.
Тема программы
«Заправка и регулировка швейного оборудования»
Тема урока
«Регулировка универсальной швейной машины»
ХАРАКТЕРИСТИКА МАШИНЫ JUKI DDL – 8300N
JUKI DDL-8300N Универсальная прямострочная швейная машина челночного стежка.
Промышленная швейная машина JUKI DDL-8300N предназначена для шитья легких и средних материалов. Механизмы нитепритягивателя, челнока, заправки нити, прижимной лапки и механизм продвижения были тщательно исследованы и модифицированы, чтобы обеспечить возможность шитья при низком натяжении нити. Таким образом, эта универсальная швейная машина JUKI может использоваться на различных материалах, выполняя высококачественные строчки.
Машина швейная промышленная DDL-8300N проста в обслуживании и наладке. Оснащена системой автоматической смазки.
Технические характеристики швейной машины DDL-8300N:
Максимальная длина стежка - 5 мм
Число оборотов главного вала - 4500 об/мин
Максимальная скорость шитья - 5500 ст/мин
Ход игловоди,7 мм
Подъем прижимной лапки рукой - 5,5 мм
Коленом - 13 мм
Зубчатая рейка - 4 ряда
Челнок - вращающийся с автоматической смазкой
Тип и номер иглы - DBx1 № 60-100

ЗАПРАВКА И РЕГУЛИРОВКА НАТЯЖЕНИЯ ИГОЛЬНОЙ НИТИ В МАШИНЕ JUKI DDK -8300N.

Заправка игольной нити.
Заправка осуществляется следующим образом:
- верхняя нить сматывается с бобины, установленной на стойке, пропускается через ушко бобинодержателя; заправляется в дополнительный регулятор натяжения нити 2, продевая нить через ушко державдевается в нитенаправитель 3 обводится вокруг основного регулятора натяжения 4 цепляется за нитенаправительную пружину 5 затем за нитенаправительный уголок 6 вдевается в нитенаправитель 7 заправляется в глазок нитепритягивателя 8 далее через нитенаправитель 9 нить заправляется в проволочный нитенаправипродевается через ушко нитенаправителя установленного на иглодержазаправляется в ушко иглы 12 со стороны длинного желобка.
Регулировка натяжения верхней игольной нити.
Регулирование натяжения верхней игольной нити осуществляется поворотом гайки на регуляторе натяжения 4. Вращая гайку по часовой стрелки, увеличивается натяжение игольной нити. Предварительной натяжение игольной нити в дополнительном регуляторе 2 не должно превышать натяжение, создаваемое основным регулятором натяжения 4.
ЗАПРАВКА И РЕГУЛИРОВКА НАТЯЖЕНИЯ НИЖНЕЙ ЧЕЛНОЧНОЙ НИТИ.
Намотка челночной нити на шпульку.
В швейной машине JUKI DDL 8300N устройство для намотки челночной нити установлено на промышленном столе справа от ременной передачи машины.
Челночная нить сматывается с бобины, установленной на стойке, пропускается через ушко бобинодержателя. Заправляется в нитенаправитель с регулятором натяжения и обводится 3-4 раза вокруг шпульки, которая устанавливается на вал для моталки. Для включения моталки нажимаем на рычаг для фиксации наполнения шпульки. Шпулька, установленная на вал моталки, смещается с валом моталки к ременной передачи машины. При наполнении шпульки, рычаг выходит из контакта с нитками шпульки, отщелкивается, шпулька с валом моталки смещается от ременной передачи машины.
Натяжение нити при намотке: нить на шпульку должна быть намотана достаточно свободно и равномерно.
Заправка шпульки с челночной нити.
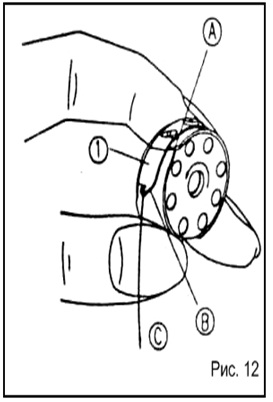
Для заправки челночной нити установите шпулю в шпульный колпачок таким образом, чтобы намотка нити была по часовой стрелке.
Пропустите нитку через отверстие А и потяните в направлении С. Нитка пройдет под натяжительной пружиной (1), затем её необходимо вытянуть через отверстие В.
Убедитесь, что шпуля вращается по направлению часовой стрелки, когда вы тянете нитку в направлении С.
Когда шпулька установлена в шпульный колпачок, задвижную пластину на платформе машины выдвигают влево и, поворачивая шкив машины, поднимают иглу в крайнее верхнее положение.
Пальцами левой руки, удерживая за пластину защелки, шпульный колпачок со шпулькой вставляют в осевой стержень шпуледержателя пустотелый стержень шпульного колпачка. При этом вырез на шпульном колпачке должен быть обращен вверх.
После установки шпульного колпачка в шпуледержатель проверяют фиксацию шпульного колпачка в челноке машины.
Для вывода челночной нити наверх, поворотом шкива, удерживая игольную нить и натягивая ее при выходе из-под игольной пластины, вытягивают обе нитки и направляют их под лапку от работающего.
Регулировка натяжения челночной нити.
Регулировка натяжения челночной нитки выполняется регулировочном винтом прижатия натяжительной пружины (1) на шпульном колпачке.
УСТАНОВКА ИГЛЫ.

Игла выбирается соответственно типу нити и прошиваемой ткани. Перед заменой иглы машина должна быть отключена от сети.
Прокрутите маховик, установив игловодитель в максимально высокое положение. Ослабьте винт (2), придерживая иглу (1) стороной А направленной вправо (В), и убедитесь, что длинная бороздка С направлена влево. Установите иглу в отверстие в игловодителя по направлению стрелки максимально глубоко. Зажмите винт (2).
ВОЗМОЖНЫЕ НЕИСПРАВНОСТИ И МЕТОДЫ ИХ УСТРАНЕНИЯ В ШВЕЙНОЙ МАШИНЕ JUKI DDL – 8300N.
Неисправность | Причина неисправности | Метод устранения |
Обрыв нижней нити | Некачественные нитки. Шпулька чрезмерно и неравномерно наполнена нитками. Неправильное вращение шпульки. Неправильно заправлена нижняя нитка. Сильное натяжение нижней нитки. | Заменить нитки. Снять излишки нитки со шпульки. Установить правильно шпульку. Правильно заправить нижнюю нитку. Ослабить натяжение нижней нити. |
Обрыв верхней нити. | Некачественные нитки (недостаточной прочности, неровные, с узелками). Слишком большое натяжение нитки. Некачественная игла с плохо отполированным ушком, с заусеницами в желобках. Отверстие под иглу в игольной пластине разработалось, имеет неровную поверхность, заусеницы, зазубрины. Нитка не соответствует номеру иглы. Неправильная заправка верхней нити. Неправильно вставлен шпульный колпачок. Неправильно установлена игла в иглодержателе. | Сменить катушку с нитками. Ослабить натяжение верхней нити. Сменить иглу. Сменить игольную пластину, если нельзя исправить отверстие располировкой. Подобрать нитку в соответствии с номером иглы. Проверить заправку верхней нити. Правильно установить шпульный колпачок. Правильно установить иглу. |
Пропуски стежков. | Тупая или погнутая игла. Игла не соответствует номеру выбранной нитки. Неправильная установка иглы относительно челнока. Верхняя нитка имеет неровную крутку. Неправильно заправлены нитки. | Сменить иглу. Сменить иглу. Точно соблюдать порядок и все требования установки игловодителя и челнока. Заменить нитки. Проверить заправку нитей в машине. |
Поломка иглы. | Неправильный выбор номера иглы. Не правильные приемы шитья. Игла вставлена в игловодитель не до отказа или слабо закреплена. Игла погнута. | Нельзя шить слишком тонкой иглой толстые материалы. Во время шитья не тянуть материал рукой, подача обеспечивается самой машиной. Правильно вставить иглу. Заменить иглу. |
Неравномерная подача ткани. | Затупились зубцы двигателя ткани (Рейки). | Заменить зубчатую рейку двигателя ткани. |
Повышенный нагрев челнока. | Недостаточное поступление смазки в челнок. | Увеличить приток смазки к челноку. Сменить загрязнившийся фильтр. |
Петление снизу и сверху, неправильная строчка. | Неравномерная намотка ниток на бобине или катушке и на шпульке. Слабое натяжение обеих ниток. | Заменить бобину или катушку, перемотать нитку на шпульке. Усилить натяжение нижней нитки поворотом по часовой стрелке регулировочного винта на шпульном колпачке, а по нему отрегулировать натяжение верхней нити. |
Некачественная строчка (пропетливание снизу) | Слишком слабое натяжение верхней нити или слишком сильное натяжение нижней нити. Между шайбами регулятора натяжения верхней нити попали обрезки или куски ниток. | Отрегулировать натяжение верхней нити, так чтобы переплетение нитей строчки осуществлялось в середине стачиваемых материалов. Почистить шайбы регулятора натяжения. |
Некачественная строчка (пропетливание сверху) | Слишком слабое натяжение нижней нити или слишком сильное натяжение верхней нити. Под пластинчатую пружину шпульного колпачка попали грязь или обрезки ниток. Под пластинчатой пружиной на шпульном колпачке образовалась прорезь. | Отрегулировать натяжение нижней нити, так чтобы переплетение нитей строчки осуществлялось в середине стачиваемых материалов. Почистить шпульный колпачок. Заменить шпульный колпачок. |
Неправильная строчка (изменение длины стежка) | Слабый прижим ткани лапкой. Не закреплен регулятор длины стежка. Затупились зубцы рейки. | Отрегулировать давление лапки на ткань. Закрепить регулятор длины стежка в нужном положении. Заменить зубчатую рейку двигателя ткани. |
Грязная строчка. | Плохо вычищена машина (особенно под игольной пластиной). Смазка машины осуществляется темным маслом. | Снять игольную пластину и вычистить машину. При обработке деталей из светлых тканей применять только бесцветное масло. |
Некачественная тугая строчка. | Сильное натяжение обеих ниток. | Ослабить натяжение нижней нити поворотом против часовой стрелки регулировочного винта на шпульном колпачке, а по нему отрегулировать натяжение верхней нити. |
Тема программы
«Заправка и регулировка швейного оборудования»
Тема урока.
«Заправка и регулировка строчки, и работа на специальных машинах»
ХАРАКТЕРИСТИКА КРАЕОБМЕТОЧНОЙ МАШИНЫ JUKI MO – 6704S.
3-х ниточная краеобметачная машина JUKI МО – 6704S предназначена для обметывания краев деталей швейных изделий из хлопчатобумажных, шерстяных, шелковых, льняных, синтетических тканей и трикотажных полотен с одновременной обрезкой края.
Технические характеристики:
Ширина обметки - 4 мм.
Величина дифференциальной подачи - (0,7-2)
Длина стежка – до 4 мм.
Высота подъема лапки 7 мм.
Автоматическая смазка.
Максимальная скорость шитья до 7000 ст/мин.
Используемые иглы: DCx27, возможно DC x 1.
Основные преимущества:
Машина комплектуется "утопленным" столом для комфортной работы, обладает классом повышенной надежности. Обеспечивают отсутствие шума и вибрации даже на самой высокой скорости, оснащена дифференциальным механизмом подачи материала и централизованной автоматической системой смазки.
ХАРАКТЕРИСТИКА СТАЧИВАЮЩЕ-ОБМЕТАЧНОЙ МАШИНЫ JUKI MO – 6716S.
5-ти ниточная стачивающе-обметачная машина JUKI MO-6716S предназначена для обметывания и одновременного стачивания цепным стежком краев деталей швейных изделий из хлопчатобумажных, шерстяных, шелковых, льняных, синтетических тканей и трикотажных полотен с одновременной обрезкой края.
Технические характеристики:
Ширина обметки - 4 мм.
расстояние между иглами - 3,2 мм.
Величина дифференциальной подачи - (0,7-2)
Длина стежка – до 4 мм.
Высота подъема лапки 7 мм.
Автоматическая смазка.
Максимальная скорость шитья до 7000 ст/мин.
Используемые иглы: DCx27, возможно DC x 1.
Основные преимущества:
Машина комплектуется "утопленным" столом для комфортной работы, имеют класс повышенной надежности. Обеспечивают отсутствие шума и вибрации даже на самой высокой скорости, оснащена дифференциальным механизмом подачи материала и централизованной автоматической системой смазки
ПРИЕМЫ РАБОТЫ И ЗАПРАВКА ОБМЕТАЧНОЙ И СТАЧИВАЮЩЕ-ОБМЕТАЧНОЙ МАШИН.
- Работа на обметочной и стачивающее-обметачной машинах выполняется так же, как и на обычных стачивающих прямострочных машинах. Обычно после окончания операции нитки не обрезаются, а под лапку подкладываются новые детали и продолжают обметывание. При этом уменьшается расход ниток на концы строчек и исключается возможность вытаскивания ниток из ушка иглы или петлителей, что вызывает потерю рабочего времени на перезаправку машины. Направление материалов при обметывании на машине с ножом должно быть точно определенным, иначе край деталей может быть неровно обрезан или же срезан больше, чем это нужно. Для качественного выполнения обметочной строчки необходимо срезать ножом около 2,0 мм края обрабатываемых деталей
Заправка нитей обметочной машины JUKI MO – 6704S.
Заправка нитей в машину трехниточного обметочного стежка производится согласно ниже приведенной схеме. Такая схема заправки нитей закреплена на внутренней стороне передней крышки машины. В этой схеме каждая нить обозначена определенным цветом, что соответствует цвету, обозначения всех деталей машины, через которые заправляется нить.


Заправка нитей в стачивающее-обметачной машины JUKI MO – 6716S.
Заправка нитей в машину пятиниточного стачивающее-обметочного стежка производится согласно ниже приведенной схеме. Такая схема заправки нитей закреплена на внутренней стороне передней крышки машины. В этой схеме каждая нить обозначена определенным цветом, что соответствует цвету, обозначения всех деталей машины, через которые заправляется нить.
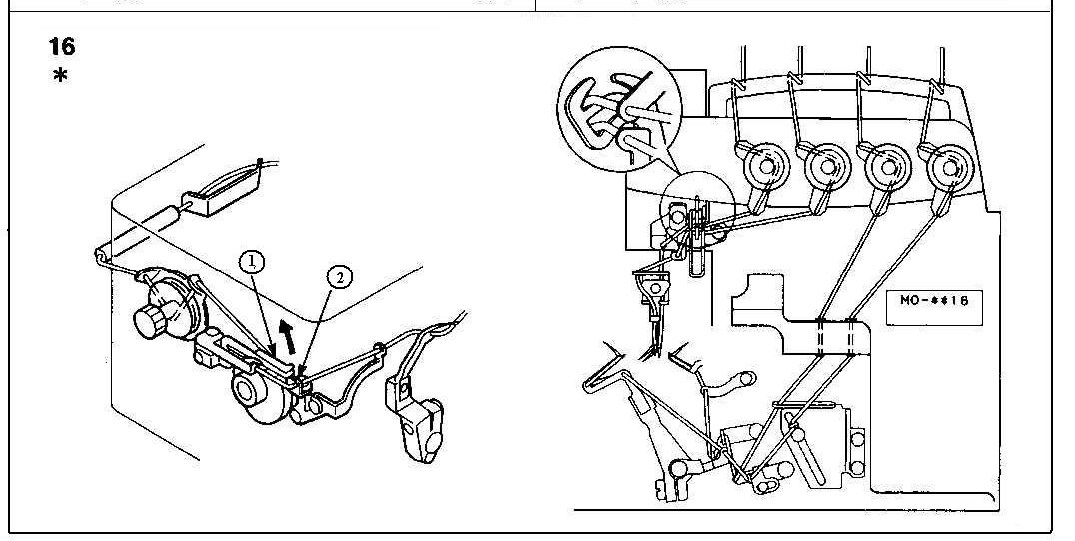
Для заправки нижней нити стачивающей строчки двойного цепного стежка в петлитель, необходимо поднять нитенаправитель кулачка петлии заправить нить. Возвратить нитенаправитель кулачка петлив его обычное положение и надежно его зафиксировать (2).
Для заправки верхней нити стачивающей строчки двойного цепного стежка необходимо пропустить заправляемую нить через рычаг нитенаправителя.
Для заправки игольной нитки обметочной строчки заправляемая нить пропускается через рычаг нитенаправителя, размещенный внутри.
При использовании не крученой нитки, такой как, например нейлоновой или шерстяной нити, накручивать ее вокруг промежуточного нитенаправителя не нужно.
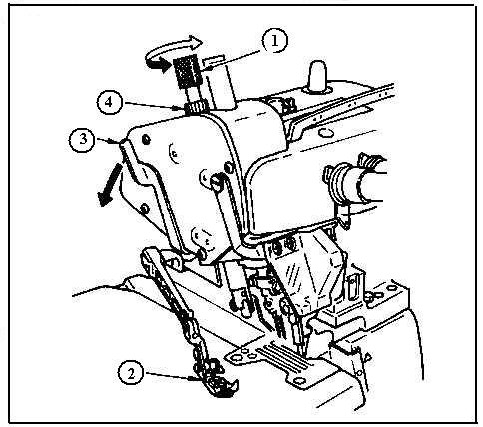
Регулировка усилия прижимной лапки и снятие прижимной лапки при заправке игольных нитей в обметочной машине JUKI MO-6704S и стачивающее-обметачной машине JUKI MO-6716S.
- В зависимости от свойств обрабатываемых материалов и для выполнения качественных строчек, необходимо отрегулировать усилие прижимной лапки, для этого нужно ослабить первую гайку (4), повернуть регулировочный винт (1) и отрегулировать усилие прижимной лапки.
Поворотом регулировочного винта по часовой стрелке можно увеличить усилие прижимной лапки, а поворотом против часовой стрелки – уменьшить. После установки необходимого усилия прижимной лапки, надежно затянуть винт (4).
- Для заправки игольных нитей необходимо отодвинуть прижимную лапку. Для того чтобы отодвинуть лапку (2) в сторону, необходимо поднять иглы до наивысшей позиции их хода и нажать вниз рычаг прижима лапки (3).
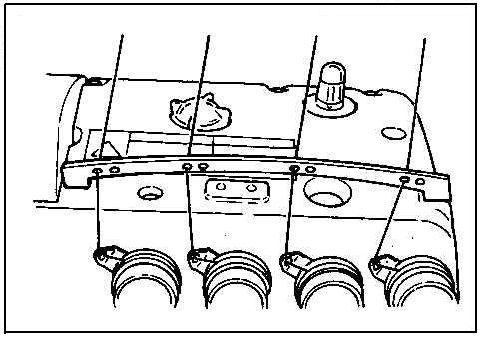
Установка игл.
Для замены игл игловодители должны находиться в самом верхнем положении. Иглы должны быть вставлены в игловодители до упора, длинным желобком к работающему. И надежно зажаты установочным винтом.
Уход за машинами.
- Ежедневно необходимо очищать машину от отходов, образующихся при работе машины; Чистить составные части игловодителей и петлителей один раз в день. В противном случае, масло может просачиваться, что приведет к загрязнению пошивочного материала; Не вытирать поверхность головки машины жесткими материалами, т. к. это может привести к повреждению поверхности; Ежедневно необходимо снимать игольную пластину и очищать от очесов и пыли ее, ограничители игл, двигатели тканей, и другие детали; Во избежание поломки игл при работе машины нельзя тянуть материал рукой; Нельзя пускать машину в ход при открытой передней крышке машины.
Возможные неисправности и методы их устранения.
Неисправности | Причины | Методы устранения |
Некачественная строчка неправильная затяжка шва неправильное переплетение ниток строчек | Неправильное натяжение игольных нитей Неправильное натяжение ниток петлителей | Отрегулировать натяжение игольных нитей Отрегулировать натяжение ниток петлителей |
Обрыв ниток (игольных и петлителей) | Плохое качество ниток, недостаточная прочность по номеру, узлы. Большое натяжение ниток Неправильная заправка ниток Заусенцы на нитенаправляющих поверхностях | Сменить нитки Ослабить натяжение нитей Произвести правильную заправку Отполировать места прохождения ниток |
Пропуск стежков | Неправильное взаимное положение игл и петлителей Неправильная установка иглы по высоте Острие петлителя далеко отстоит от иглы Тупое или обломанное острие петлителя Неправильно подобран номер игл и ниток Тупая или изогнутая игла Слабое натяжение нитки стачивающего петлителя | Проверить взаимное расположение игл и петлителей, произвести необходимую регулировку. Правильно установить иглу по высоте Уменьшить зазор Сменить петлители Правильно подобрать номер ниток и номер игл Сменить иглу Усилить натяжение нити |
Плохое продвижение ткани | Затупление зубцов двигателей ткани Недостаточный подъем двигателей ткани над игольной пластиной Шероховатая поверхность прижимной лапки Неправильное давление лапки на ткань | Сменить зубчатую рейку двигателя ткани Отрегулировать подъем зубчатой рейки над уровнем игольной пластины Отполировать прижимную лапку Отрегулировать усилие прижимной лапки |
Поломка игл | Дефекты игл Неправильный подбор игл по номеру в соответствии с толщиной обрабатываемых материалов Неправильное положение игл по отношению к петлителям, отверстиям в игольной пластине. Несогласованность движений механизма продвижения материала и игл | Заменить иглу Правильно подобрать иглу по номеру Выявить причину и правильно установить детали Продвижение должно начинаться только тогда, когда игла выйдет из материала |
Плохое качество среза ткани | Тупой верхний или нижний нож Неправильная заточка ножей Неправильная установка ножей Недостаточной усилие пружины нижнего ножа | Заточить или сменить нож Заточить или сменить нож Правильно установить ножи Отрегулировать усилие пружины нижнего ножа |
Тема программы
«Выполнение машинных строчек и швов»
Тема урока
«Обучение приемам работы на специальных машинах и полуавтоматах»
ХАРАКТЕРИСТИКА ПОЛУАВТОМАТА GLOBAL BS 473
Пуговичный полуавтомат GLOBAL BS 473 - это одноигольная швейная машина, однониточного цепного стежка, с цилиндрической платформой, для пришивания плоских пуговиц. Машина снабжена автоматической обрезкой нити.
Число стежков 8, 16 или 32.
Диаметр пуговиц от 9 до 25 мм.
Макс. скорость - 1500 об/мин.
Ход игловодителя, мм 48,1
Подъем прижимной лапки, мм 14
Расстояние между отверстиями в пуговице, мм 2,5/6,5

Заправка игольной нити в полуавтомате GLOBAL BS473.
Игольная нить заправляется в пуговичный полуавтомат GLOBAL BS473, согласно приведенным ниже схемам.
- нить сматывается с бобины, установленной на стойке, пропускается через ушко бобинодержателя; поступает в нитенаправитель 1, заправляется между шайбами механизма натяжения нити 2 и 3, заправляется через рычаги нитеотводчика 4, затем через зажим 5, продевается через отверстие нитенаправителя 6, через верхний глазок лицевой пластины заправляется в отверстие нитенаправителя 7, заправляется в отверстие нитенаправителя 8, продевается через нитенаправитель механизма натяжения нити 9, заправляется между шайбами механизма натяжения нити 10, продевается в глазок нитенаправителя 11, заправляется в ушко иглы со стороны длинного желобка с фронтальной части в сторону задней части машины и протягивается на 6-7 мм.
Для того чтобы свободно протянуть нить, необходимо нажать плунжерную гайку освобождения зажима 12, после чего зажим нити 5 освободиться и нить свободно можно вытянуть.
Функция зажима нити заключается в том, чтобы предохранить нить от вытягивания из ушка иглы, когда, при завершении цикла, механизм прижима пуговицы идет вверх и обрезает нить. Зажим 5 будет защипывать нить, и удерживать ее от обрезки.
Основные требования безопасности при работе на полуавтомате GLOBAL BS473.
- Приводной ремень должен иметь заграждение; Должен быть установлен экран, предохраняющий работающего на случай поломки иглы.
Установка иглы.
- Освободить отверткой стопорный винт на нижнем конце стержня игловодителя; Вставить иглу в игольное отверстие игловодителя до упора длинным желобком к работающему. Ось ушка иглы должна быть направлена вдоль оси вала рукава; Надежно зажать стопорный винт.
Пришивание пуговиц.
- Включить полуавтомат в работу кнопкой пуск; Установить пуговицу между лапкой и упором пуговицедержателя, которые должны находиться в поднятом положении; Подложить под лапку материал; Нажать на педаль. При нажиме на педаль пуговицедержатель с пуговицей опускается, игла получает отклонения поперек платформы машины и пришивает пуговицу в два ближних отверстия; После закрепляющего прокола пуговица и материал перемещаются на работающего; Игла вновь получает отклонения поперек платформы машины и пришивает пуговицу в два дальних отверстия; После закрепляющего прокола машина отключается, нитка под платформой обрезается. Пуговице держатель поднимается.
Характерные неисправности в работе полуавтомата GLOBAL BS473.
Неисправности | Причины | Методы устранения |
Обрыв нити | Неправильно отрегулировано натяжение нити Плохо отполирована игла, имеются острые края и заусенцы Игла при опускании касается краев отверстия игольной пластины Заусенцы или острые края на носике петлителя или отводчика нитки Неправильная установка пуговицы в лапках пуговичного полуавтомата (игла не попадает в центр отверстия пуговицы) Плохая обработка отверстий в пуговицах (сколы, заусенцы ит. п.) Зажим сильно удерживает нить | |
Пропуски стежков | Неправильно установлена игла, короткий желобок несколько повернут в сторону от носика петлителя слишком рано или поздно носик петлителя подходит к игле Петлитель слишком далеко проходит от иглы | |
Поломка иглы |
