
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Журнал «Обработка металлов (технология • оборудование • инструменты)»
______________________________________________________________________
Метод динамического испытания металлов
ИНФОРМАЦИЯ О СТАТЬЕ
УДК 620.171.2
История статьи:
Поступила: 14. 02. 18 г.
Рецензирование:
Принята к печати:
Доступно онлайн:
Ключевые слова:
Динамическое нагружение,
Высокоскоростные испытания,
Магнитно-импульсные технологии,
Диаграмма предельных деформаций (FLD).
АННОТАЦИЯ
Благодаря внедрению в производство прогрессивных методов пластического деформирования, характеризующихся высокими скоростями протекания процесса (электрогидроимпульсная штамповка, магнитно-импульсная штамповка) стало возможным расширить номенклатуру получаемых изделий. В сравнении с традиционными методами ОМД было установлено иное поведение металла, в частности, заключающееся в увеличении технологической пластичности. На данный момент не существует адекватных способов оценки механических свойств, поведения материала в условиях динамической, высокоскоростной нагрузки, что сдерживает дальнейшее развитие предложенных методов в производстве.
Наиболее распространенным методом оценки предельного формоизменения листового материала является метод испытаний для построения диаграмм предельных деформаций (FLD). Однако условия испытаний ограничивают скорость нагружения статической областью. Таким образом, актуальной задачей является разработка метода испытаний материалов в условиях динамической нагрузки.
Существующие методики, использующие в качестве источника энергии взрыв, электромагнитное поле, сжатый газ и др. имеют ряд недостатков. В статье предлагается использовать импульсное магнитное поле высокой напряженности в качестве источника нагружения. Для определения наиболее оптимальных параметров проведения испытаний были спроектированы три схемы: с разгоном пуансона, с разгоном «пакета», с непосредственным воздействием импульсного магнитного роля на заготовку. В результате апробации к дальнейшей разработке была принята схема с разгоном пуансона. На основании выбранной схемы была обоснована методика проведения испытаний в области высокоскоростного нагружения, подобраны оптимальные параметры разрядного тока. Проведены динамические испытания заготовок из алюминиевого сплава 5182, по результатам испытаний с помощью системы обработки цифровых изображений были построены FLD диаграммы.
Для цитирования: , , Метод динамического испытания металлов / // Обработка металлов (технология, оборудование, инструменты
1. Введение
Детали ответственного назначения, применяемые в авиационной и авиакосмической промышленности (переходники, конусы, фланцы, крутоизогнутые патрубки), детали сложных форм с изменением формы сечения (круг, прямо - или многоугольник, овал и др.), изготавливаемые из листового металла, зачастую невозможно получить благодаря традиционным методам листовой штамповки. [1]. Данная задача решается за счет внедрения прогрессивных, высокоскоростных методов обработки материалов, таких как штамповка взрывом, электрогидроимпульсная штамповка и магнитно-импульсная штамповка [2]. Процессы, происходящие при данных видах обработки, характеризуются весьма малым временем силового воздействия на заготовку (10-3 – 10-5 сек), что при прочих равных условиях требует соответствующей оценки свойств листового материала. Традиционные методы испытаний свойств листового материала (одноосное растяжение, испытание на выдавливание, двойной перегиб) не позволяют получить полную картину о предельных возможностях металлов, в частности формуемости, при высокоскоростном нагружении. Для анализа предельного формоизменения материала при листовой штамповке широко применяются диаграммы предельных деформаций (FLD-диаграммы), которые устанавливают связь между компонентами главных деформаций в момент начала потери локальной устойчивости [3-5]. Существует международный стандарт [6], который предъявляет требования к испытаниям для построения FLD-диаграмм в области квазистатического нагружения. Однако возрастающий интерес к высокоскоростным методам пластического деформирования требует соответствующей адекватной оценки свойств металлов, что позволят сделать FLD-диаграммы.
Исследования, проведенные в работе [7], показали, что предельные возможности листовых металлов зависят от скорости нагружения или скорости деформации. Авторы работы [8] установили, что влияние скорости деформации весьма существенно. Например, увеличив скорость деформации с е=1 c-1 до е=104 c-1 предел текучести уs возрастает на 40%. При таких скоростях деформации процесс носит адиабатический характер в силу локального кратковременного нагрева металла в результате деформирования, что в свою очередь сказывается на увеличении технологической пластичности заготовки и увеличении предельных деформаций. Кроме того, возникающие инерционные силы, приводят к изменению схемы напряженного состояния при плоской деформации, и появлению дополнительного сжимающего напряжения по толщине листовой заготовки, что в свою очередь является дополнительным фактором, препятствующим разрушению материала.
Чтобы объяснить данные эффекты необходимо разработать методику динамического испытания свойств металлов и соответствующее технологическое оснащение, которое обеспечивало бы требуемую скорость деформирования и динамический характер нагружения, а также исключало бы недостатки уже существующих методик и устройств.
2. Методика исследований
Существуют несколько методов высокоскоростных испытаний свойств листовых образцов с помощью устройств, деформирующее усилие в которых развивается посредством преобразования запасаемой энергии, в работу деформирующего инструмента (пуансона). Методика испытаний заключается в деформировании полусферическим пуансоном круглых листовых заготовок, зажатых по фланцу, с вырезами различного диаметра до появления на поверхности трещины, согласно международному стандарту [6] и оценке предельной пластичности с помощью построения FLD - диаграмм. Сравнительные характеристики методов представлены в следующей таблице:
Таблица
Table
Сравнение методов динамических испытаний материалов
Comparison of methods of dynamic material testing
Метод / Method | Maксимальная cкорость деформации The maximum strain rate, | Особенности метода / Features of the method | Источник / Source |
Взрыв | 104 | Небезопасность; сложность создания герметичной оснастки | [9,10] |
Электромагнитный | 104 | Эффективность процесса зависит от электропроводности материала | [11-13] |
Пневматический | 103 | Относительная простая конструкция; сложность герметизации оснастки | [14-16] |
Гидравлический | 103 | Относительная простая конструкция; сложность герметизации оснастки | [17,18] |
Более детальный обзор научных исследований по данной тематике приведен в работе [15]. Стоит отметить, что в силу высоких скоростей деформирования и большой массы подвижных частей существует проблема в остановке процесса деформации в момент начала образования локальной трещины на образцах. Таким образом, на сегодняшний день не существует оптимального метода динамического испытания материалов, который бы в полной мере удовлетворял требованиям проведения эксперимента.
Исследования, проведенные в работе [19] показали, что наиболее оптимальным с точки зрения безопасности и управляемости процессом деформирования является метод динамического испытания листовых материалов, использующий в качестве источника энергии импульсное магнитное поле высокой напряженности.
Для того чтобы определить наиболее оптимальные параметры процесса деформации и технологического оборудования были разработаны три возможные схемы испытаний, которые представлены на рисунке 1.
Схема оснастки | Внешний вид | |
| а) |
|
| б) |
|
| в) |
|
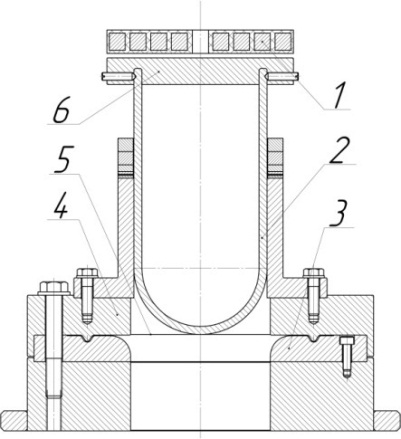

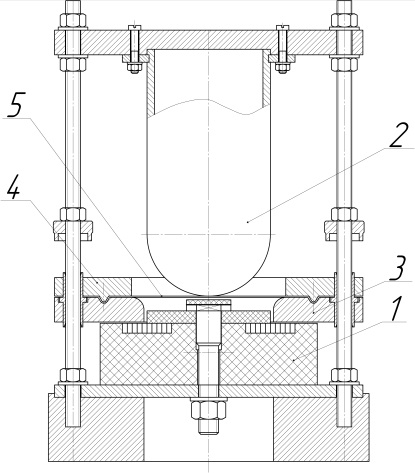

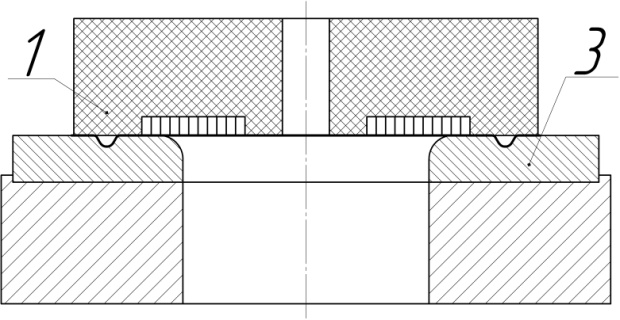

Рис.1. Принципиальные технологические схемы для метода динамических
испытаний с использованием магнитно-импульсного нагружения
Fig. 1 Basic technological schemes for the method of dynamic
tests using magnetic-impulse loading
а) - технологическая схема с разгоном пуансона; б) - технологическая схема с разгоном «пакета»; в) – технологическая схема с непосредственным воздействием импульсного магнитного поля на заготовку:
a) - technology scheme with acceleration of the punch; b) - technology scheme with acceleration of «packet»; c) - technology scheme with direct impact of a pulsed magnetic field on the workpiece:
1.Индуктор; 2. Пуансон; 3. Матрица; 4. Прижим; 5. Заготовка; 6. Крышка.
1.Coil; 2. Punch; 3. Die; 4. Clamp; 5. Workpiece; 6. Cap.
Требования к геометрии деформирующего инструмента отражены в международном стандарте [6]. Радиус сферического пуансона ‑ 50 мм. Диаметр отверстия матрицы ‑ 105 мм. Радиусное скругление на внутренней кромке матрицы ‑ 8 мм. Для испытаний применяются круглые заготовки диаметром 200 мм с вырезами различного радиуса (рис. 2) и толщиной от 0,3 до 4 мм. В зависимости от величины радиуса, реализуется различное напряженно-деформированное состояние (НДС) в плоскости заготовки, что позволяет получить как область двухосного растяжения е1=е2 (заготовка без вырезов), так и область одноосного растяжения е1=-2е2 (заготовка с максимальным радиусом вырезов).
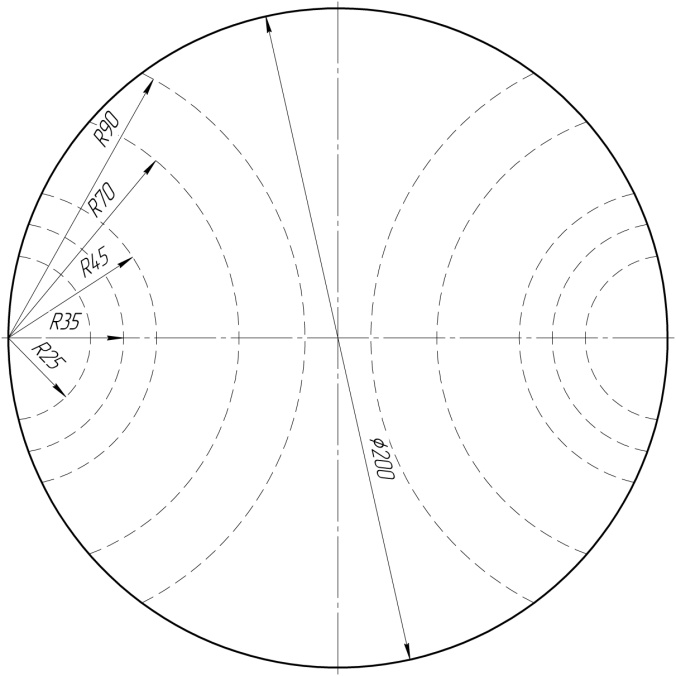
Рис. 2 Форма заготовки для динамических испытаний
Fig. 2 Shape of workpiece for dynamic testing
Схема с разгоном пуансона (рис. 1,а) возможна в двух исполнениях – вертикальном и горизонтальном. В случае горизонтальной компоновки возможна установка зазора между пуансоном и заготовкой. В данном случае учитываются только динамические эффекты нагружения. Недостатком данной схемы является низкая скорость деформирования – 15 м/c, в связи с большой массы пуансона – 2 кг. Схема с разгоном пакета (рис. 1,б) принципиальна схожа с предыдущей, но в данном случае деформация происходит за счет перемещения матрицы и прижима по направляющим колонкам до соударения зажатой заготовки о неподвижный пуансон. Для облегчения массы подвижных частей, а также для увеличения электропроводности, матрица и прижим выполнены из алюминиевого сплава. Скорость деформирования при такой схеме испытаний составила 25 м/c. В ходе апробации выявлена недостаточная стойкость элементов к ударным нагрузкам. Схема с непосредственным воздействием поля на заготовку (рис. 1,в) отличается отсутствием деформирующего инструмента – пуансона. В роли него выступает импульсное магнитное поле высокой напряженности и воздействие происходит бесконтактно. Данная схема обладает рядом особенностей:
Не требуются сложные и металлоемкие штампы, ресурс оснастки в большинстве своем ограничивается ресурсом индуктора Возможность получения больших скоростей деформирования. Простота наладкиОднако является затруднительным обеспечить одинаковую скорость деформирования всех типов образцов, что негативно скажется на адекватности полученных характеристик металла.
Таким образом, по результатам апробации к дальнейшей разработке была принята схема с разгоном пуансона (рис. 1,а).
Испытания алюминиевого сплава 5182
Проводились испытания заготовок толщиной 0,3 мм из алюминий - магниевого деформируемого сплава 5182 на разработанной оснастке в условиях динамического и статического нагружения. Предварительно на поверхности заготовок была нанесена сетка методом электрохимической маркировки для оценки деформированного состояния.
Статические испытания проводили на универсальной испытательной машине Testometric FS150AX (максимальное усилие 150 кН) в режиме сжатия. Скорость испытания – 15 мм/мин. На рисунке 3,а приведено устройство, установленное на испытательную машину. На рисунке 3,б изображены заготовки после проведения испытаний в условиях статического нагружения (15 мм/с).
а) |
б) |
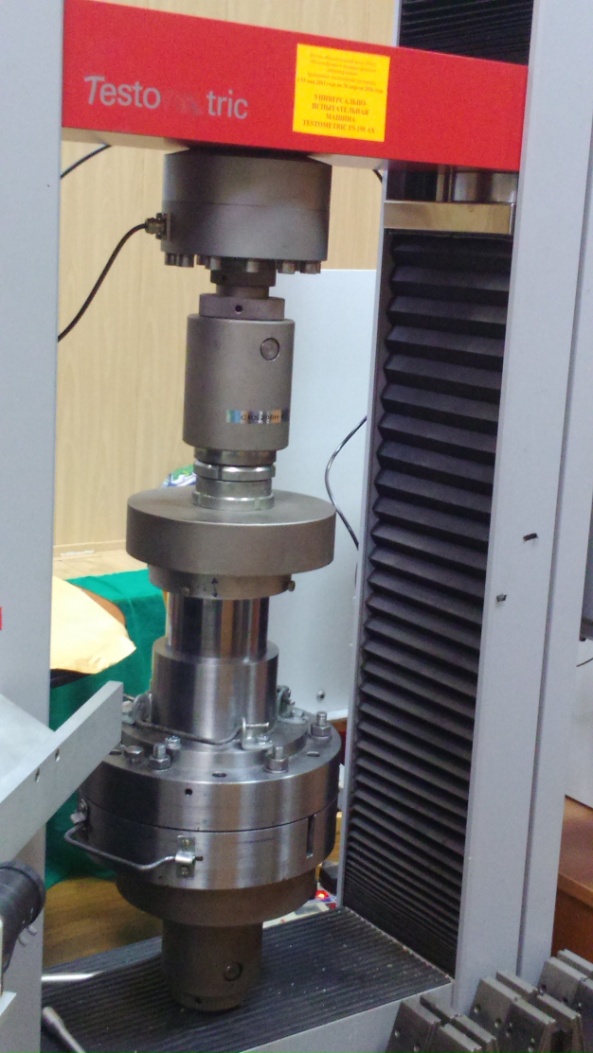

Рис. 3 Оснастка, установленная в испытательную машину (а) и заготовки после проведения статических испытаний (б)
Fig. 2 The equipment installed in the test machine (a) and the workpiece after the static tests (b)
В ходе статических испытаний замерялись усилие на пуансоне и его перемещение. Установлено, что чем шире образец, тем большее усилие требуется для его деформирования (рис. 4,а). При этом максимальная глубина формуемой лунки также увеличивается (рис. 4,б).
а) |
б) |
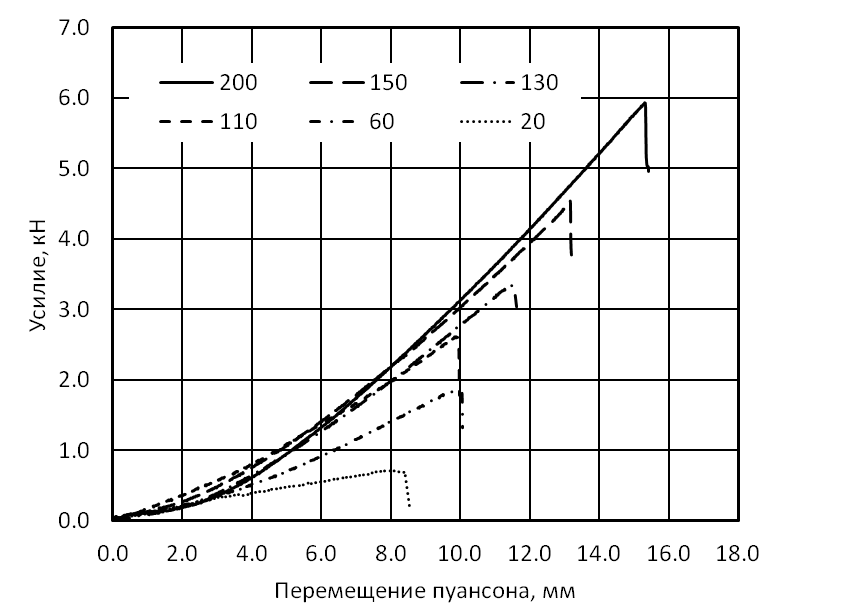
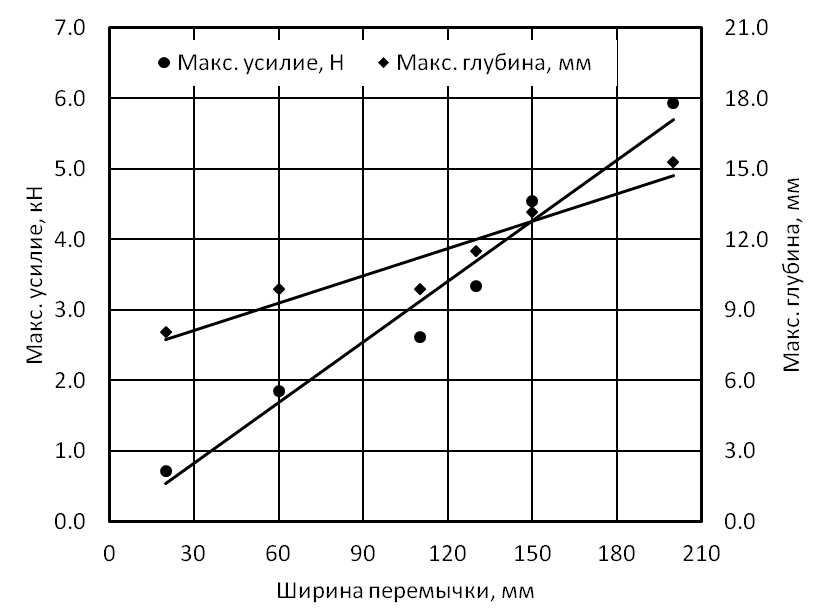
Рис. 4 Зависимость усилия пуансона от перемещения (а) и зависимость максимального усилия и глубины лунки от ширины перемычки (б)
Fig. 4 The dependence of the punch force on displacement (a) and the dependence of the maximum force and depth of the hole on the width of the bridge (b)
В процессе статических испытаний для каждого типа образца определялась глубина лунки hстат, когда в полюсе заготовки происходит локальное трещинообразование. Данная величина является опорной для следующего этапа – динамических испытаний, при этом необходимо ограничивать перемещение пуансона таким образом, чтобы величина хода была на 15-20 %, больше, чем hстат. В ходе серии динамических испытаний уточняется точное значение перемещения пуансона, при котором начинается разрушение, которое и используется в дальнейшем.
Данные действия необходимо повторять для каждого вида заготовки, а также при переходе на другой материал и изменении условий испытания (например, энергии разряда на индукторе).
Для проведения динамических испытаний был спроектирован и изготовлен плоский многовитковый индуктор (рис. 5,а) с количеством витков равным 9, шина спирали сечением 2,8 х 6,8 мм, длина шины 3300 мм. Для оценки эффективности индуктора было произведено измерение напряженности магнитного поля (А/м) по двум взаимно перпендикулярным осям с заготовкой и без нее. При построении графика (рис. 5,б) применялось относительное значение напряженности, равное отношению текущего значения к максимальному значению.
а) |
б) |


Рис. 5 Плоский многовитковый индуктор (а), напряженность магнитного поля индуктора (б)
Fig. 5 Flat multi-turn coil (a), magnetic field strength of coil (b)
Проведение динамических испытаний осуществлялось с использованием магнитно – импульсной установки МИУ - 50 (рис. 6,а), с запасаемой энергией батареи конденсаторов 50 кДж. Заготовки, полученные в ходе динамических испытаний, представлены на рисунке 6,б.
а) |
б) |


Рис. 6 МИУ-50 (а), заготовки после динамических испытаний (б)
Fig. 6 PMI-50 (a), workpiece after dynamic tests (b)
3. Результаты и их обсуждение
В результате проведения испытаний в статической и динамической области нагружения были получены соответствующие образцы из алюминиевого сплава 5182. Установлено, что конфигурация заготовок значительно влияет на энергосиловые параметры процесса деформирования. Также, в ходе динамических испытаний заготовок малой толщины с максимальным радиусом вырезов сложно подобрать оптимальное перемещение пуансона, соответствующее началу развития локальной трещины (рис. 6, б). Оптимизацию параметров процесса возможно осуществить методами компьютерного моделирования, например в программном комплексе решающем задачи нелинейного упругого отклика динамических структур – LS-DYNA [20].
Для оценки конечного НДС заготовок после процесса деформации была применена система корреляции цифровых изображений GOM Argus. По результатам анализа искажения координатной сетки, были определены главные деформации, возникающие в плоскости заготовки в момент трещинообразования, и построены соответствующие FLD-диаграммы для динамической и статической области нагружения (рис. 7).
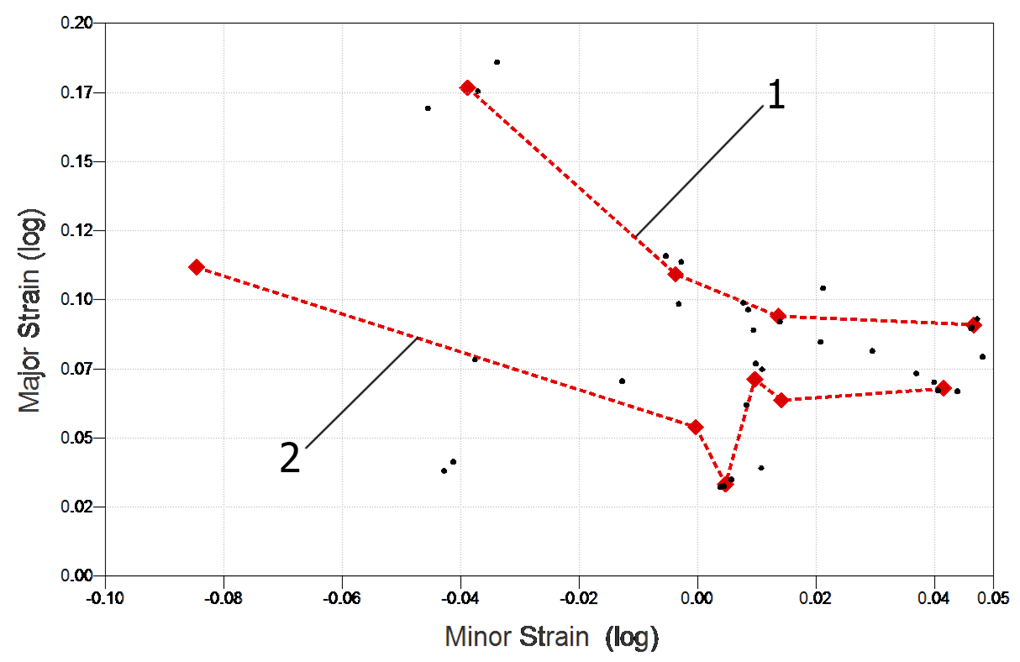
Рис. 7 FLD-диаграммы для динамического (1) и статического (2) испытаний
Fig. 7 Forming Limit Diagram for dynamic (1) and static (2) tests
4. Выводы
Как видно из рисунка 7 точки кривой предельного формоизменения для динамического нагружения лежат выше, чем для статического. Это означает что при одной и той же схеме НДС, материал, в условиях высокоскоростного нагружения имеет больший запас пластичности. Таким образом, возможно разрабатывать технологические процессы высокоскоростного деформирования с учетом различного поведения материала, а также вносить изменения в уже существующий, так например при достаточном запасе пластичности уменьшить толщину листа, сократить количество переходов, что положительным образом скажется на технико-экономические показатели производства.
Список литературы
1. , , Технологическое применение импульсных магнитных полей в ракетно-космической и авиационной технике // Материалы II научно-практической молодежной конференции с международным участием «Творческий потенциал молодежи в решении авиакосмических проблем» (Февральские чтения – 2017). Баку, Азербайджан. Центр Полиграфии Национальной Академии Авиации. С. 43-45.
2. Глущенков, В. А., , Технология МИОМ материалов: монография. Самара: Издательский дом «Федоров». 2014. 208 с.
3. Sklad М. Р., Verhaeghe J. D. Forming limit curve based on shear under tension failure criterion // International Deep Drawing Research Group. 31 May 2 June 2010. Graz, Austria. P. 54.
rajit K. P. Theoretical analysis of strain - and stress-based forming limit diagrams // The Journal of Strain Analysis for Engineering Design. 2013. Vol. 48(3). P. 177-188.
5. Keeler S. P., Backhofen W. A. Plastic instability and fracture in sheet stretched over rigid punches // ASM Trans Q. 1964. Vol. 56. P. 25–48.
6. ISO 12004-2:2008. Metallic materials. Sheet and strip. Determination of forming-limit curves. Part 2: Determination of forming-limit curves in the laboratory.
7. Persy J. N. The effect of strain rate on the forming limit diagram for sheet metal/ Annals of CIPP. 1980. Vol. 29, №1. P. 131-132.
8. El-Magd E., Treppman C. Mechanical behaviour of AA7075, Ck45N and TiAl6V4 at high strain rates//Materialsweek. 2000. Vol. 2, № 1. P. 88-96.
9. Wood W. W. Experimental Mechanics at Velocity Extremes – Very High Strain Rates // Experimental Mechanics. 1967. P. 441-446. Doi:10.1007/BF02326303
10. El-Magd E., Abouridouane M. Einfluss der Umformgeschwindigkeit und temperatur auf das Umformvermцgen metallischer Werkstoffe // Zeitschrift fьr Metallkunde. 2003. Vol. 94. P. 35-45.
11. Bach Fr.-W., Rodman M., Rossberg A., Weber J., Walden L. Verhalten von Aluminiumwerkstoffen bei der elektromagnetischem Umformung // Colloquium elektromagnetische umforming. 28 Mai 2003. Dortmund, Germany. P. 11-19
12. Li et al F.-Q. Formability of Ti–6Al–4V titanium alloy sheet in magnetic pulse bulging // Materials and Design. 2013. Vol. 52. P. 337–344.
13. Seth M., Vohnoutn V. J., Daehn G. S. Formability of steel sheet in high velocity impact // Journal of Materials Processing Technology. 2005. Vol. 168. P. 390–400.
14. Engelhard M., von Senden genannt Haverkamp H., Klose C., Bach Fr.-W. Development of a Pneumatic High-Speed Nakajima Testing Device // 5th International Conference on High Speed Forming. 24 ‑26 April, 2012. Dortmund, Germany. P. 280-290.
15. El-Magd E., Abouridouane M. Characterization, modelling and simulation of deformation and fracture behaviour of the light-weight wrought alloys under high strain rate loading // International Journal of Impact Engineering. 2006. Vol. 32 (5). P. 741 – 758.
16. Engelhardt M., von Senden genannt Haverkamp H., Kiliclar Y., Schwarze M., Vladimirov I., Bormann D., Bach F.-W., Reese S. Characterisation and Simulation of High-Speed deformation processes // 4th International Conference on High Speed Forming. 9 – 10 March, 2010. Columbus, Ohio, USA. P. 145-155.
17. Siegert K., Vulkan perplastische Umformung von Aluminium-Blechen mit nachfolgendem hydromechanischem tiefziehen // Sдchsische Fachtagung Umformtechnik. 2001. Vol. 8. P. 251-271.
18. Kim S. B., Huh H., Bok H. H., Moon M. B. Forming limit diagram of auto-body steel sheets for high-speed sheet metal forming // Journal of Materials Processing Technology. 2010. Vol. 211. P. 851–862.
19. , , Способ динамических испытаний листовых материалов с использованием магнитно-импульсного нагружения // Актуальные проблемы в машиностроении. 2017. Том 4, № 4. С. 94-99.
20. Hallquist J. O. LS-DYNA theoretical manual / Livermore Software Technology Corporation. Livermore. SA. 2006. 498 p.
Конфликт интересов
Авторы заявляют об отсутствии конфликта интересов.
Выражение признательности
Авторами выражается благодарность к. т.н., доценту каф. ОМД Самарского Университета за техническую помощь и теоретические консультации при написании данного материала.
Method of dynamic testing of metals
Vladimir A. Glushchenkov 1, a,, Dmitrij G. Chernikov 1, b, Alexandr. T. Tiabashvili 1, c
1 Samara National Research University named after Academician S. P. Korolev, 34 Moskovskoye Shosse, Samara, 443086, Russian Federation
a ![]() �h�t�t�p�s�:�/�/�o�r�c�i�d�.�o�r�g�/�0�0�0�0�-�0�0�0�2�-�2�8�7�9�-�8�9�9�6��,
�h�t�t�p�s�:�/�/�o�r�c�i�d�.�o�r�g�/�0�0�0�0�-�0�0�0�2�-�2�8�7�9�-�8�9�9�6��, ![]() *****@***ru, b
*****@***ru, b ![]() �h�t�t�p�:�/�/�o�r�c�i�d�.�o�r�g�/�0�0�0�0�-�0�0�0�2�-�2�2�6�8�-�6�5�8�X��,
�h�t�t�p�:�/�/�o�r�c�i�d�.�o�r�g�/�0�0�0�0�-�0�0�0�2�-�2�2�6�8�-�6�5�8�X��, ![]() *****@***ru
*****@***ru
c ![]() �h�t�t�p�s�:�/�/�o�r�c�i�d�.�o�r�g�/�0�0�0�0�-�0�0�0�1�-�5�4�2�6�-�8�1�2�3��,
�h�t�t�p�s�:�/�/�o�r�c�i�d�.�o�r�g�/�0�0�0�0�-�0�0�0�1�-�5�4�2�6�-�8�1�2�3��, ![]() *****@***ru
*****@***ru
ARTICLE INFO
Article history:
Received:
Revised:
Accepted:
Available online:
Keywords
dynamic loading,
high speed tests,
pulse-magnetic process,
forming limit diagram (FLD),
ABSTRACT
Through to the introduction into the production of progressive methods of plastic deformation, characterized by high process flow rates (electrohydropulse stamping, magnetic-pulse stamping, exploding stamping), it became possible to expand the nomenclature of the products obtained. In comparison with traditional methods of metal forming, a different behavior of the metal was established, in particular, an increase in technological plasticity and increase limit mechanical characteristics At the moment, there are no adequate ways to assess the mechanical properties, the behavior of the material under conditions of dynamic, high-speed loading, which hinders the further development of the proposed methods in manufacture.
The most common method for estimating the ultimate shaping of sheet material is the test method for constructing forming limit diagrams (FLD). However, test conditions limit the rate of loading by the static region. Therefore, the actual task is to develop a method for testing materials under dynamic load conditions.
Existing techniques that use as an energy source an explosion, an electromagnetic field, a compressed gas, etc., have a number of defect. The article proposes to use a pulsed magnetic field of high intensity as a loading source. To determine the most optimal test parameters, three schemes were designed: with acceleration the punch, with the acceleration of the "package", with the direct action of the pulsed magnetic field on the workpiece. As a result of approbation to further development, a scheme was adopted with acceleration the punch. On the basis of the chosen scheme, the method of carrying out tests in the field of high-speed loading was substantiated, the optimal parameters of the discharge current were selected. Dynamic tests of workpiece from aluminum alloy 5182 were carried out, according to the results of tests using a digital image processing system forming limit diagram were constructed. The analysis of the diagram showed an increase in the limiting mechanical properties and also the plasticity of the metal with an increase in the deformation velocity.
For citation: Glushchenkov V. A., Chernikov D. G., Tiabashvili A. T., Method of dynamic testing of metals. Obrabotka metallov (tekhnologiya, oborudovanie, instrumenty) = Metal Working and Material Science
References
1. Chernikov D. G., Tiabashvili A. T., Glushhenkov V. A. Tehnologicheskoe primenenie impul'snyh magnitnyh polej v raketno-kosmicheskoj i aviacionnoj tehnike [Technological application of pulsed magnetic fields in rocket-space and aircraft engineering] // Materialy II nauchno-prakticheskoj molodezhnoj konferencii s mezhdunarodnym uchastiem «Tvorcheskij potencial molodezhi v reshenii aviakosmicheskih problem, 2017, no. 1 pp. 43-45.
2. Glushhenkov, V. A., Karpuhin V. F., Tehnologija MIOM materialov: monografija [Technology of MIPM materials: monograph] Samara: publ. Fedorov, 2014. 208 p.
3. Sklad М. Р., Verhaeghe J. D. Forming limit curve based on shear under tension failure criterion. International Deep Drawing Research Group, 31 May 2 June 2010. Graz, Austria, P. 54.
rajit K. P. Theoretical analysis of strain - and stress-based forming limit diagrams. The Journal of Strain Analysis for Engineering Design. 2013. Vol. 48(3). pp. 177-188.
5. Keeler S. P., Backhofen W. A. Plastic instability and fracture in sheet stretched over rigid punches. ASM Trans Q. 1964. Vol. 56. pp. 25–48.
6. ISO 12004-2:2008. Metallic materials. Sheet and strip. Determination of forming-limit curves. Part 2: Determination of forming-limit curves in the laboratory.
7. Persy J. N. The effect of strain rate on the forming limit diagram for sheet metal. Annals of CIPP. 1980. Vol. 29, №1. P. 131-132.
8. El-Magd E., Treppman C. Mechanical behaviour of AA7075, Ck45N and TiAl6V4 at high strain rates. Materialsweek, 2000, Vol. 2, № 1. pp. 88-96.
9. Wood W. W. Experimental Mechanics at Velocity Extremes – Very High Strain Rates. Experimental Mechanics, 1967, pp. 441-446. Doi:10.1007/BF02326303
10. El-Magd E., Abouridouane M. Einfluss der Umformgeschwindigkeit und temperatur auf das Umformvermцgen metallischer Werkstoffe. Zeitschrift fьr Metallkunde, 2003, Vol. 94. pp. 35-45.
11. Bach Fr.-W., Rodman M., Rossberg A., Weber J., Walden L. Verhalten von Aluminiumwerkstoffen bei der elektromagnetischem Umformung. Colloquium elektromagnetische umforming, 28 May 2003, Dortmund, Germany. pp. 11-19
12. Li et al F.-Q. Formability of Ti–6Al–4V titanium alloy sheet in magnetic pulse bulging. Materials and Design, 2013, Vol. 52. pp. 337–344.
13. Seth M., Vohnoutn V. J., Daehn G. S. Formability of steel sheet in high velocity impact. Journal of Materials Processing Technology, 2005, Vol. 168. pp. 390–400.
14. Engelhard M., von Senden genannt Haverkamp H., Klose C., Bach Fr.-W. Development of a Pneumatic High-Speed Nakajima Testing Device. 5th International Conference on High Speed Forming, 24 ‑26 April, 2012. Dortmund, Germany. pp. 280-290.
15. El-Magd E., Abouridouane M. Characterization, modelling and simulation of deformation and fracture behaviour of the light-weight wrought alloys under high strain rate loading. International Journal of Impact Engineering, 2006, Vol. 32 (5). pp. 741 – 758.
16. Engelhardt M., von Senden genannt Haverkamp H., Kiliclar Y., Schwarze M., Vladimirov I., Bormann D., Bach F.-W., Reese S. Characterisation and Simulation of High-Speed deformation processes. 4th International Conference on High Speed Forming, 9 – 10 March, 2010. Columbus, Ohio, USA. pp. 145-155.
17. Siegert K., Vulkan perplastische Umformung von Aluminium-Blechen mit nachfolgendem hydromechanischem tiefziehen. Sдchsische Fachtagung Umformtechnik, 2001, Vol. 8. pp. 251-271.
18. Kim S. B., Huh H., Bok H. H., Moon M. B. Forming limit diagram of auto-body steel sheets for high-speed sheet metal forming. Journal of Materials Processing Technology, 2010, Vol. 211. pp. 851–862.
19. Glushhenkov V. A., Chernikov D. G., Tiabashvili A. T. Sposob dinamicheskih ispytanij listovyh materialov s ispol'zovaniem magnitno-impul'snogo nagruzhenija [The method of dynamic testing of sheet materials using magnetic-impulse loading]. Aktual'nye problemy v mashinostroenii, 2017, Vol 4, № 4. pp. 94-99.
20. Hallquist J. O. LS-DYNA theoretical manual. Livermore Software Technology Corporation. Livermore. SA. 2006. 498 p.
Conflicts of Interest
The author declare no conflict of interest
Acknowledgements
The authors express their gratitude to Ph. D., Associate Professor of the Metal Forming Department Samara University Yerisov Ya. A. for technical assistance and theoretical advice when writing this material.
