
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Практическое задание по закреплению знаний при изучении штангенинструмента
Измерения штангенциркулем, считывание результатов показаний
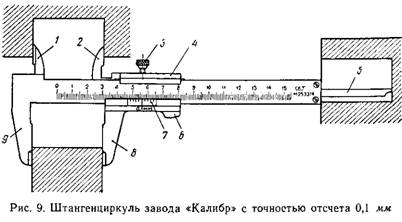
Штангенциркуль ШЦ-I, являясь высокоточным средством измерительной техники, позволяет определять внутренние и внешние – линейные – размеры деталей, глубины выступов и отверстий. Измерения проводятся с точностью 0,1 мм.
Наружные и внутренние размеры измеряют с помощью широких нижних и вспомогательных заостренных губок соответственно. Кстати, заостренные губки используют и для нанесения разметки на детали. Глубину отверстий и размеры выступов определяют с помощью глубиномера, являющегося элементом штангенциркуля.
Процесс измерения нониусным, стрелочным или цифровым штангенциркулем совершенно одинаков, разница заключается лишь в представлении данных прибором. Именно по этой причине работу со штангенциркулем рассмотрим на примере нониусного штангенциркуля, а комментарии, разъясняющие работу с приборами других типов, будут даваться по ходу.
Подготовка к процессу измерения
Перед тем, как приступить непосредственно к измерениям, штангенциркуль следует очистить от смазки и пыли (уделяя особое внимание рабочим поверхностям) и проверить на точность.
Выполнить проверку на точность с нониусным прибором несложно – достаточно просто совместить основные (широкие) губки инструмента, расположенные снизу. При этом должны совпасть нулевые отметки двух шкал – подвижной нониусной и неподвижной шкалы рабочей – миллиметровой – поверхности. Одновременно с этим девятнадцатый штрих миллиметровой шкалы должен совместиться с десятым штрихом на нониусе. Если оба условия выполняются – инструмент пригоден к работе.
Для того, чтобы проверить стрелочный и цифровой штангенциркули также необходимо совместить губки прибора. Стрелка на циферблате стрелочного прибора должна указать на нулевую отметку. На дисплее электронного штангенциркуля должна отобразиться цифра «0».
Последовательность измерения штангенциркулем, порядок отсчета показаний штангенциркуля
Нониус − вспомогательная шкала для отсчёта долей делений, с пределом измерений, равным цене деления основной шкалы. Нониусы имеют различную цену деления, которая определяет точность замера данным инструментом. Значение точности (цену деления) измерения маркируется на инструменте, например: 0,1; 0,5; 0,01 мм. Поверхность шкалы нониуса имеет небольшой скос, предусмотренный для лучшего совмещения её с основной шкалой – именно по взаиморасположению этих двух градуировок и определяется размер детали.
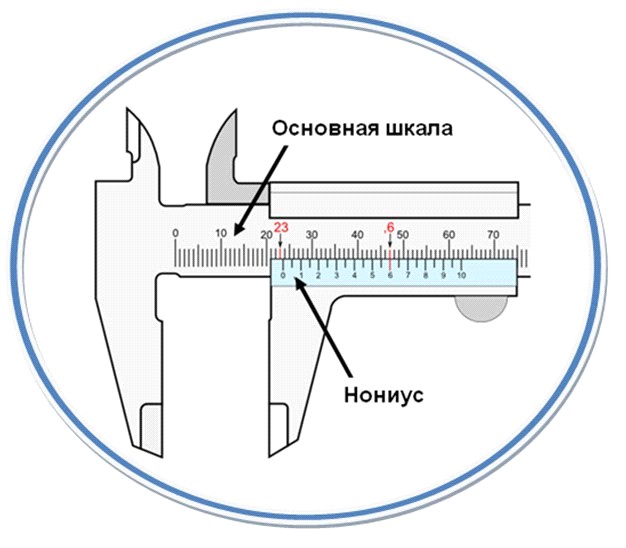
Рисунок 1 - Нониус
Последовательность измерения штангенциркулем
При измерении штангенциркулем измерительные поверхности губок доводят до требуемого размера путем соприкосновения с проверяемой поверхностью, проверяя при этом правильность их положения (отсутствие перекосов и нормальность усилия при перемещении), закрепляют рамку и читают показание. При перемещении рамки правая рука должна поддерживать штангу.
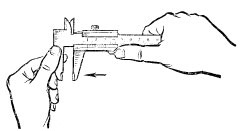
Рисунок 2 - Применение штангенциркуля при измерениях
Положение рук относительно штангенциркуля и незакрепленной детали
При измерении незакрепленной детали левая рука должна находиться за губками и захватывать деталь недалеко от губок; правой рукой поддерживают штангу, при этом большим пальцем этой руки перемещают рамку до соприкосновения с проверяемой поверхностью, не допуская перекоса губок и добиваясь нормального измерительного усилия.
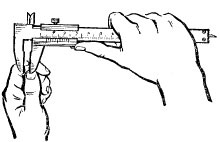
Рисунок 3 - Положение рук относительно СИ и детали, незакрепленной в приспособлении
Закрепление рамки надо производить большим и указательным пальцами правой руки, поддерживая штангу остальными пальцами этой руки; левая рука при этом должна поддерживать гайку фиксирующего винта штанги.
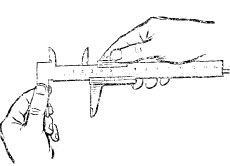
Рисунок 4 - Закрепление рамки фиксирующим винтом
Нормальное измерительное усилие достигается легким контактированием при перемещении проверяемых поверхностей детали относительно измерительных поверхностей инструмента.
При чтении показаний штангенциркуль следует держать прямо перед глазами. Если смотреть на показания сбоку, это приведет к неправильным результатам измерений. Из этих же соображений (предотвращение искажения показаний) поверхность, на которой нанесена шкала нониуса, имеет скос для того, чтобы приблизить шкалу нониуса к основной шкале па штанге.
После окончания работы штангенинструмент надо протереть, смазать антикоррозионным составом, развести измерительные губки на 2-3 мм, ослабить зажимы рамки и инструмент положить в футляр.
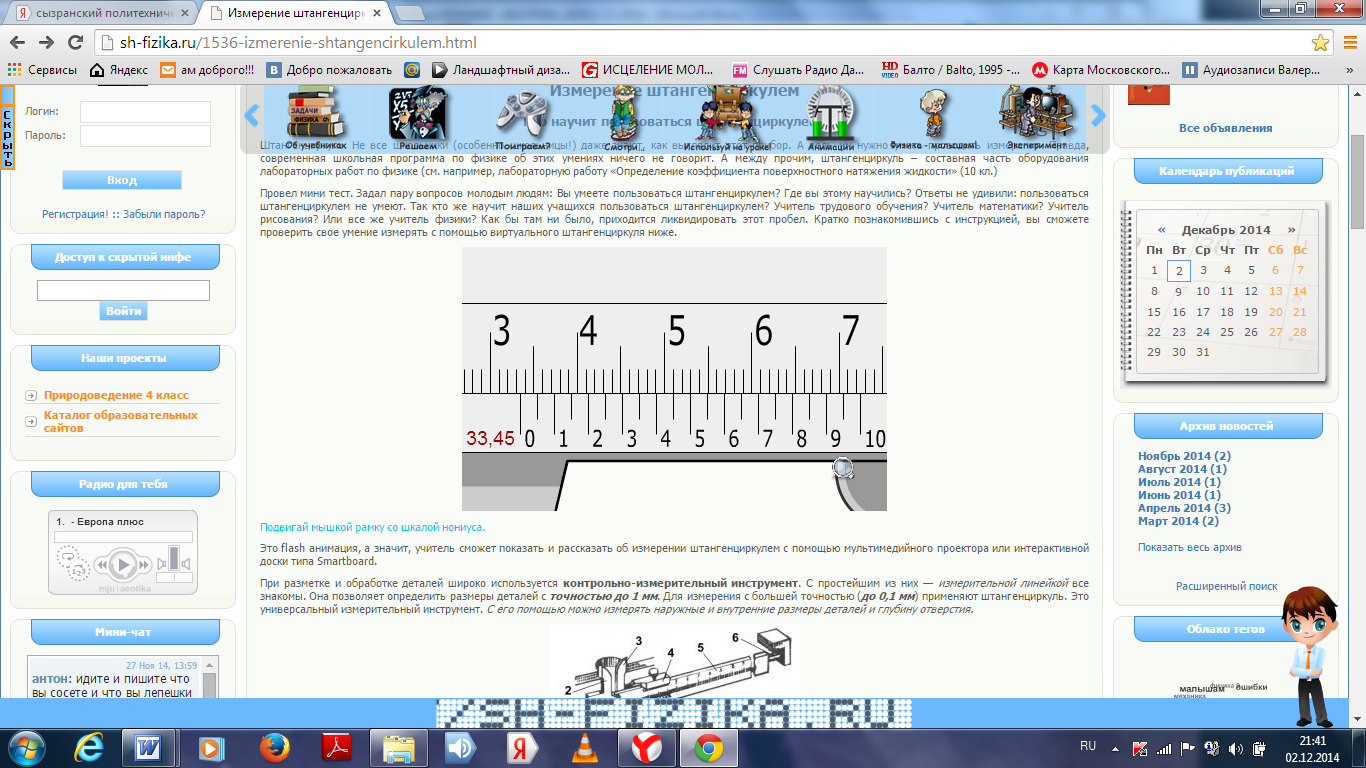
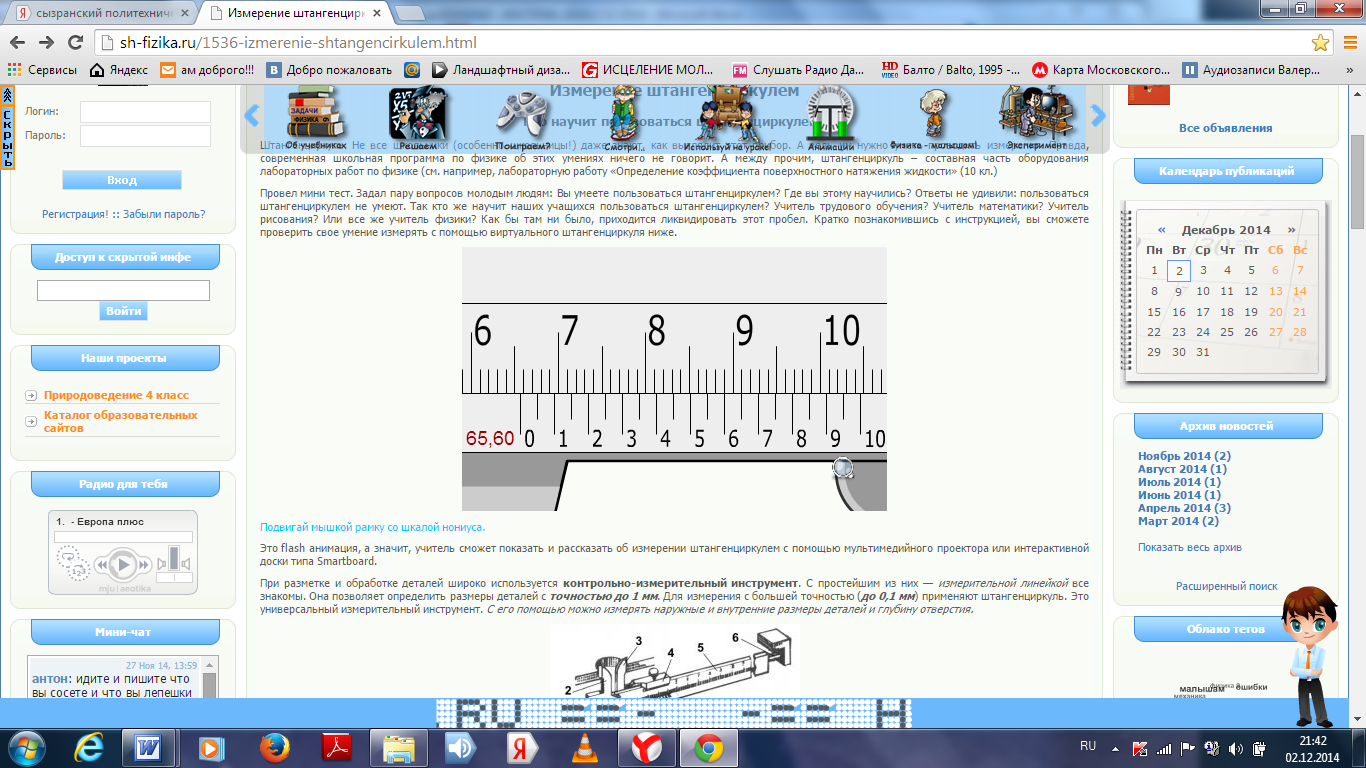
Порядок отсчета показаний штангенциркуля следующий:
- читают число целых миллиметров, для этого находят на шкале штанги штрих, ближайший слева к нулевому штриху нониуса и фиксируют его;
- читают доли миллиметра, для чего на шкале нониуса находят штрих, ближайший к нулевому штриху нониуса, совпадающий со штрихом на штанге, и умножают его порядковый номер на цену деления нониуса;
- подсчитывают полную величину показания инструмента, суммируя число целых миллиметров и его долей.
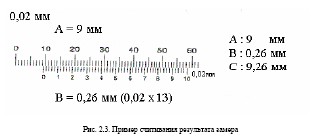
Рисунок 7 - Пример считывания результата замера
Считывание результатов измерения (С) приведено на рисунке 7. Для получения результата измерения (С) производят суммирование показаний шкалы штанги (А) и нониуса (В), таким образом результат измерения равен С = А + В.
Практическое задание
1 Укажите название частей штангенциркуля ШЦ-I, наименование частей занесите в таблицу
1 | 7 |
2 | 8 |
3 | 9 |
4 | 10 |
5 | 11 |
6 | 12 |
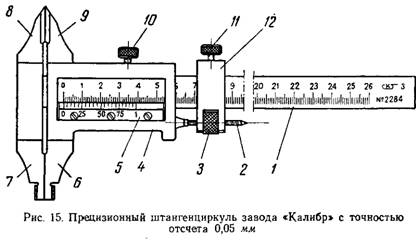
2 Укажите название частей штангенциркуля ШЦ-II, наименование частей занесите в таблицу
1 | 7 |
2 | 8 |
3 | 9 |
4 | 10 |
5 | 11 |
6 | 12 |
3 Укажите название частей штангенглубиномера. Наименования занесите в таблицу
1 | 7 |
2 | 8 |
3 | 9 |
4 | 10 |
5 | 11 |
6 | 12 |
4 Выберите, на каком из рисунков измерение глубины отверстия выполнено правильно, а где - не правильно?
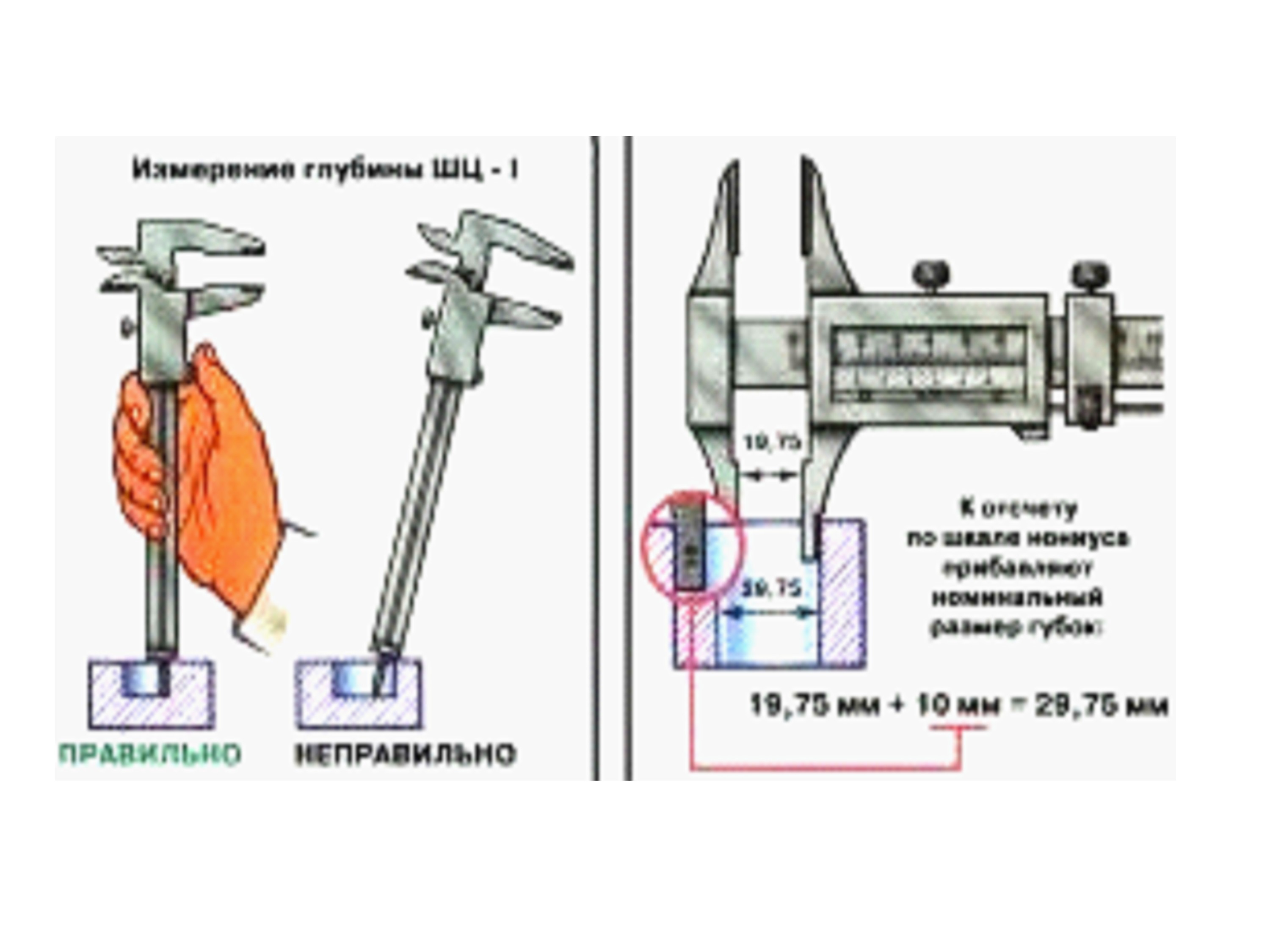
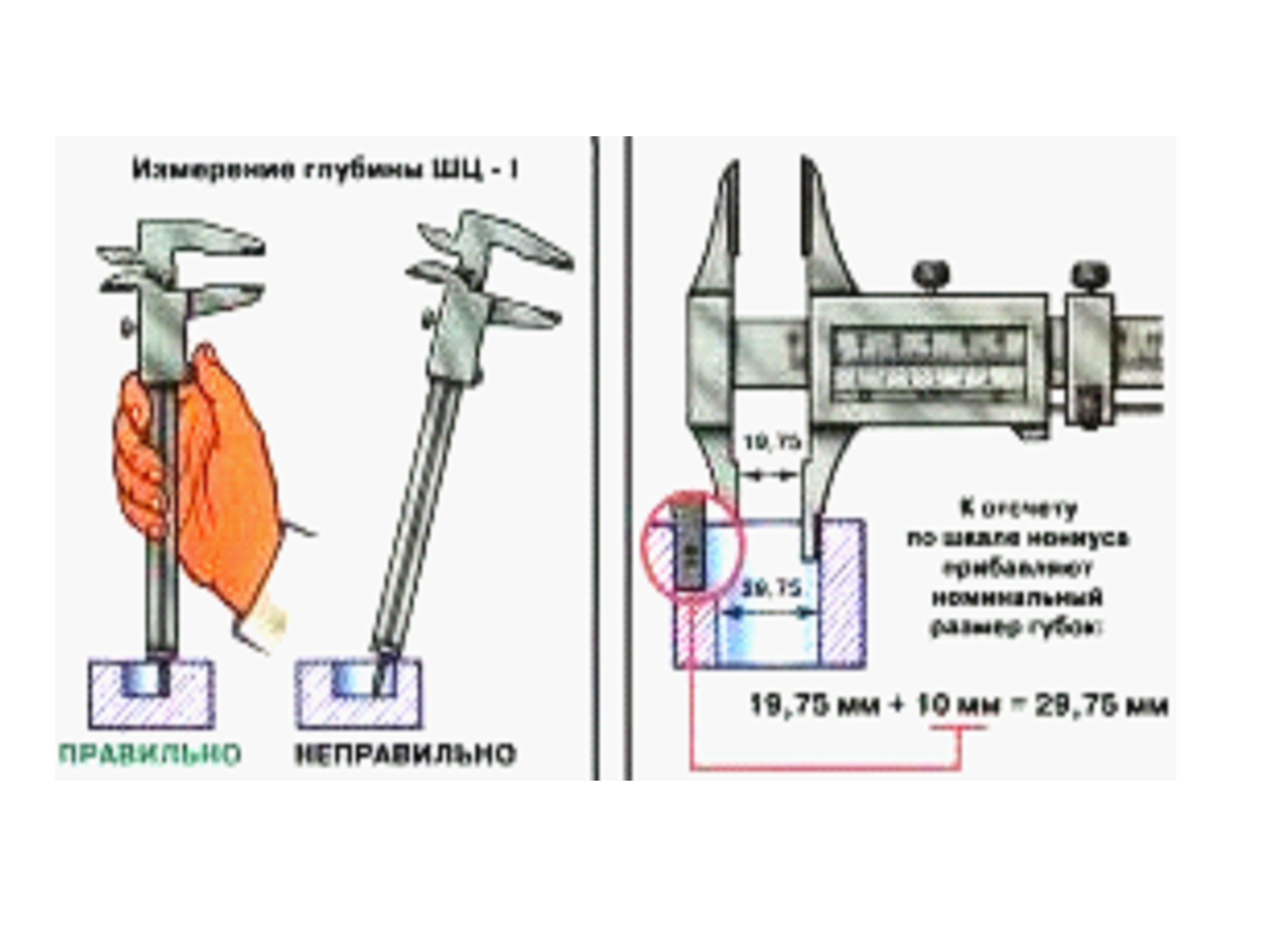
а) _____________________ б) _____________________
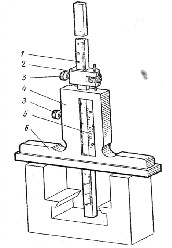
5 Укажите название частей штангенрейсмаса. Наименования занесите в таблицу
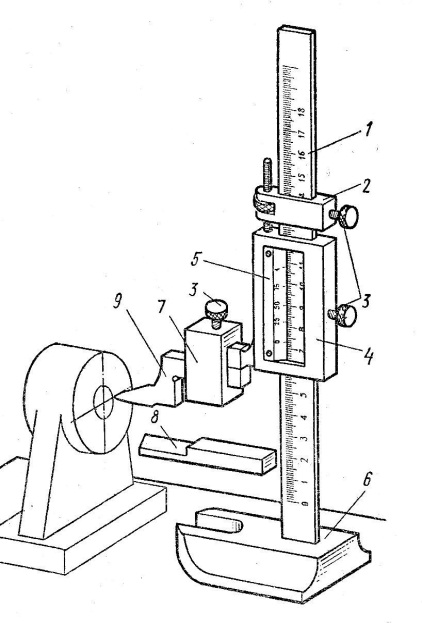
1 | 7 |
2 | 8 |
3 | 9 |
4 | 10 |
5 | 11 |
6 | 12 |
6 Прочитайте результаты показаний штангенциркуля
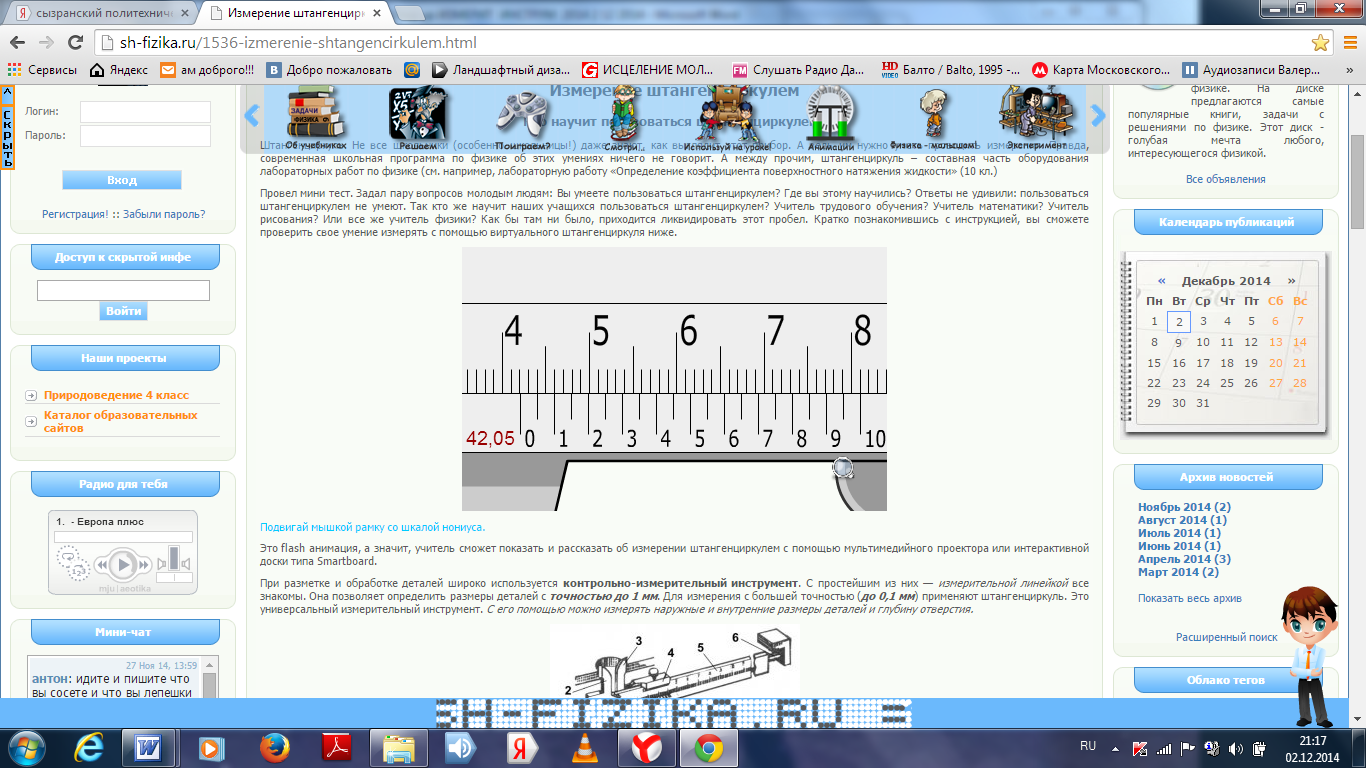 _________
_________  _________
_________
 _______
_______  ______
______
