
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
ЗАВОД ПРОГРЕСС |
Руководство оператора |
Автомат фасовочно-упаковочный У-03 |
Оглавление
1. Введение 3
2. Внешний вид панели управления 4
3. Выбор блока параметров 6
4. Параметры 7
4.1. Основные параметры. 7
4.2. Дополнительные параметры машины упаковочной 9
4.3. Параметры фасовочного устройства. 10
5. Наладка 12
5.1. Настройка машины упаковочной 12
6. Статистика 15
7. Первый запуск. 16
7.1. Подготовка к пробному запуску. 16
7.2. Настройка с продуктом. 17
7.3. Запуск с продуктом. 17
8. Рабочий запуск АФУ. 19
Введение
ПОЖАЛУЙСТА, ОБРАТИТЕ ВНИМАНИЕ
Установка, настройка, обслуживание и ремонт должны выполняться квалифицированным персоналом
• Пользователь ответственен за соблюдение техники безопасности.
• Пользователь ответственен за выполнение защитных заземлений всех устройств в соответствии с международными и национальными стандартами.
• Многие элементы данного устройства, включая печатные платы, подключены к сетевому питанию. НЕ ПРИКАСАТЬСЯ. Для выполнения работ должен использоваться инструмент с соответствующей изоляцией
• Перед выполнением сервисных работ следует:
- Отключить все питание устройства, включая внешнее питание цепей управления
- На выключателях питания разместить таблички “НЕ ВКЛЮЧАТЬ - РАБОТАЮТ ЛЮДИ”
- Заблокировать все разъединители питания в отключенном положении
- ВЫЖДАТЬ НЕ МЕНЕЕ 15 МИНУТ, давая возможность разрядиться конденсаторам звена постоянного тока.
• Перед подачей питания или пуском следует установить и закрыть все защитные крышки и кожухи
Внешний вид панели управления

Внешний вид органов управления и индикации.
Функциональное назначение органов управления и индикации:
Панель оператора - индикация текущего состояния, меню и сенсорных клавиш для управления АФУ. Кнопка «Шаг-Цикл» - перевод упаковочной машины из шагового режима работы в автоматический и наоборот на шаговый. Кнопка «Пуск» - запуск упаковочной машины для изготовления пакета с продуктом в режиме «Шаг» и для автоматической работы в режиме «Цикл». Кнопка «Стоп» - перевод АФУ в режим завершения работы с выработкой уже набранных доз. Кнопка «Протяжка» - включение одного цикла протяжки (в экране «Рабочий режим»). В режиме «Наладка» протяжка по нажатию. Световой индикатор «Блокировка» - индикация аварийной остановки или срабатывания блокировок. Цвет красный. Кнопка «Блокировка» - аварийная остановка упаковочной машины в любом режиме работы. Световой индикатор «Сеть» - индикация включенного электрического питания АФУ. Цвет зеленый. Кнопка запуска отводящего транспортера. Кнопка запуска загрузочного транспортера. Кнопка остановки отводящего транспортера. Кнопка остановки загрузочного транспортера. Переключатель «Сеть» - выключатель электрического питания АФУ.
До включения сетевого шнура автомата фасовочно-упаковочного (далее АФУ) в сеть, изучить данную инструкцию, получить представление обо всех параметрах, ознакомиться со всеми пунктами структуры меню.
Включение АФУ проводить в соответствии с пунктом №8.
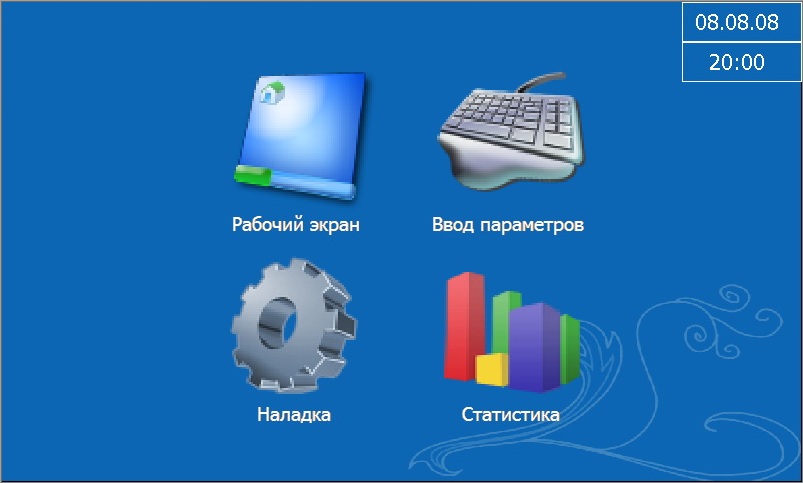
После включения АФУ осуществляется запуск программы, загрузка параметров последнего использовавшегося блока. После завершения всех проверок на панели оператора отображается «главное меню»: текущее время и дата, а также клавиши перехода в другие разделы меню.
Оператор может управлять АФУ, используя адаптивные поля тактильной клавиатуры сенсорного экрана (далее клавиши) и кнопки, расположенные на лицевой панели.
Выбор блока параметров
В работе АФУ используется набор параметров объединенных в блоки (программы). Система позволяет сохранить 99 различных вариантов программ. Блоки параметров помечаются номером от 1 до 99. Кроме того, каждому блоку можно присвоить имя в текстовом виде. При включении автоматически загружается последний использованный блок.
Оператор может загрузить нужный блок, для этого необходимо в меню «Ввод параметров» нажать на поле «Загрузить блок № », в открывшемся окне цифрового ввода ввести нужный номер блока параметров и нажать «Enter». Выбранный блок будет также автоматически загружаться при включении. Аналогично можно скопировать текущие параметры в другой блок.
Параметры
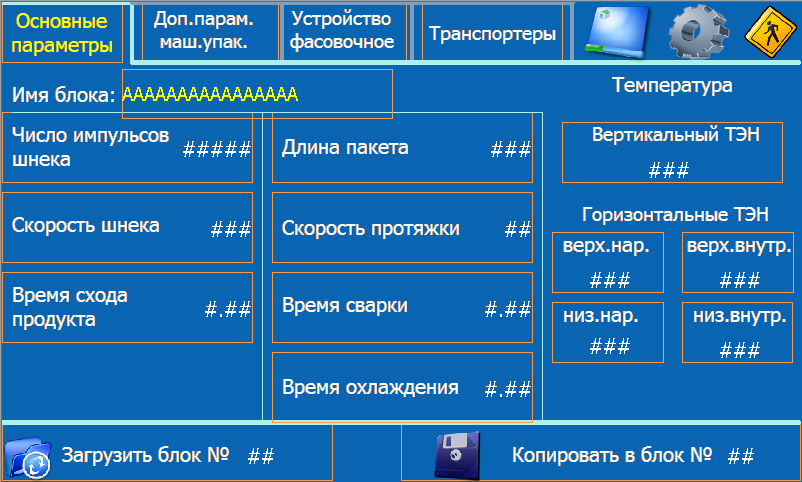
Блок параметров разделен на четыре части:
- Основные параметры. Дополнительные параметры машины упаковочной. Параметры фасовочного устройства. Транспортеры.
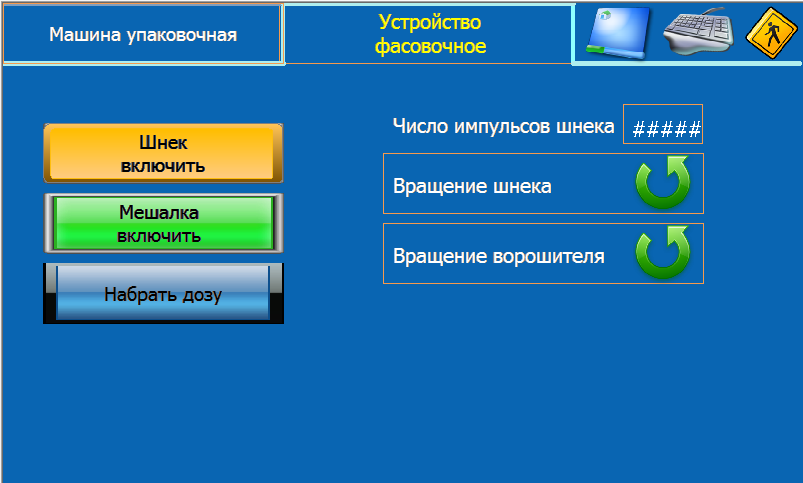
Шнековое фасовочное устройство – является устройством объемного формирования заданной порции. Объем полученной порции определяется кол-вом оборотов шнека. Один оборот шнека кратен 100 «импульсам шнека».
Корректная и точная настройка данной группы параметров определяет общую производительность АФУ, а также точность формирования итогового веса.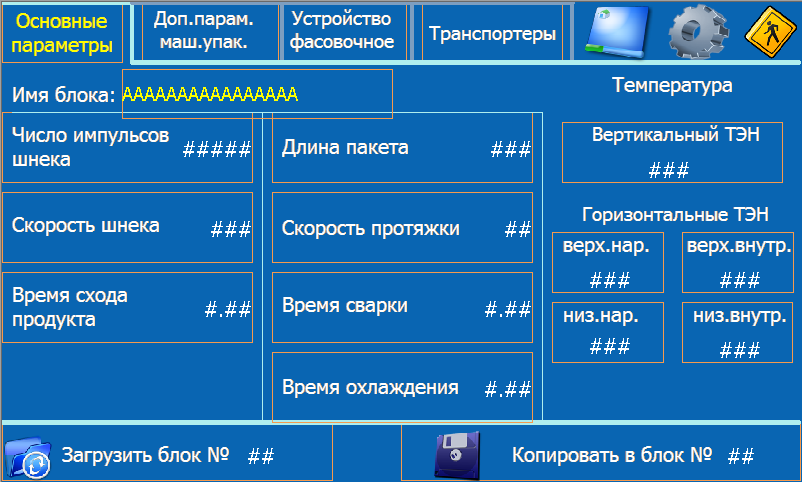
- Число импульсов шнека – задает кол-во оборотов шнека деленное на 100.
Т. е. 1000 имп. шнека = 10 оборотов. 1250 имп. шнека = 12,5 оборотов. Подбирается индивидуально, в зависимости от свойств продукта (объемная плотность, сыпучесть и т. д.).
- Скорость шнека – условная скорость вращения шнека. Определяет общую скорость набора порции. Подбирается экспериментально. При низкой скорости снижается производительность, при слишком высокой возможно неравномерное заполнение витков шнека продуктом, а следовательно снижение точности.
- Время схода продукта – временной интервал между остановкой шнека и сжатием сваривающих губок, необходимый для полного схода продукта в пакет.
- Длина пакета - расстояние, на которое будет протянута пленка узлом протяжки (в режиме протяжки по заданной длине). Задается в условных единицах, зависит от установленной скорости протяжки и параметров разгона и торможения.
- Скорость протяжки – условное значение скорости протягивания пленки гусеницами узла протяжки в % от максимума.
- Время сварки - время, в течение которого сваривающие элементы будут удерживаться в сжатом положении. Подбирается экспериментально в зависимости от типа пленки и температуры сваривающих элементов. Слишком большое значение приводит к уменьшению производительности машины упаковочной, слишком малое значение может привести к неудовлетворительному качеству шва. Время охлаждения - данный параметр определяет время, отведенное на охлаждение полученного шва перед освобождением пакета из губок горизонтального прижима.
Дополнительные параметры машины упаковочной
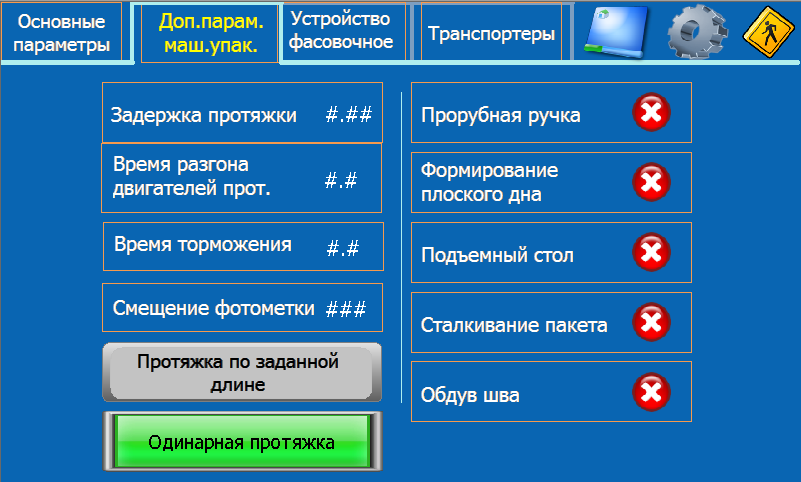
- Задержка протяжки – время между моментом начала разжатия сваривающих ТЭН (губок) до момента включения механизма протягивания пленки. Используется для предотвращения зацепления дна пакета, элементов формирования дна, а также губок. Время разгона/торможения – изменение соответствующих характеристик двигателей протяжки пленки. Смещение фотометки – применимо в режиме протяжки «по фотометке». Смещает линию отреза пакета относительно текущего положения фотодатчика на заданное количество импульсов энкодера. «0» – отключает данную функцию.
Режим протяжки:
- по заданной длине – длина пакета отслеживается датчиком по расходу пленки (энкодером). по фотометке – длина пакета отслеживается фотодатчиком (расстояние между соседними маркерными метками). Смещение среза пакета осуществляется перемещением датчика маркерной метки, либо смешением фотометки. Одинарная протяжка – протяжка на заданную в параметрах «длину пакета», либо на расстояние между соседними маркерными метками. Двойная протяжка – используется, в случае если требуется получить длину пакета больше длины вертикальной сваривающей губки машины упаковочной. Тройная протяжка - используется, в случае если требуется получить длину пакета превышающую две длины вертикальной сваривающей губки машины упаковочной.
Двойная, тройная протяжка «по заданной длине» - двойное, тройное повторение цикла "протяжка на указанную в параметрах «длину пакета», сваривание вертикальных швов и повторная протяжка на «длину пакета»".
Двойная «протяжка по фотометке» - протяжка на заданную в параметрах «длину пакета», сваривание вертикальных швов и повторная протяжка до фотометки.
Тройная протяжка по фотометке - двойное повторение цикла "протяжка на заданную в параметрах длину, сваривание вертикальных швов" и последующая протяжка до фотометки.
Параметры фасовочного устройства.
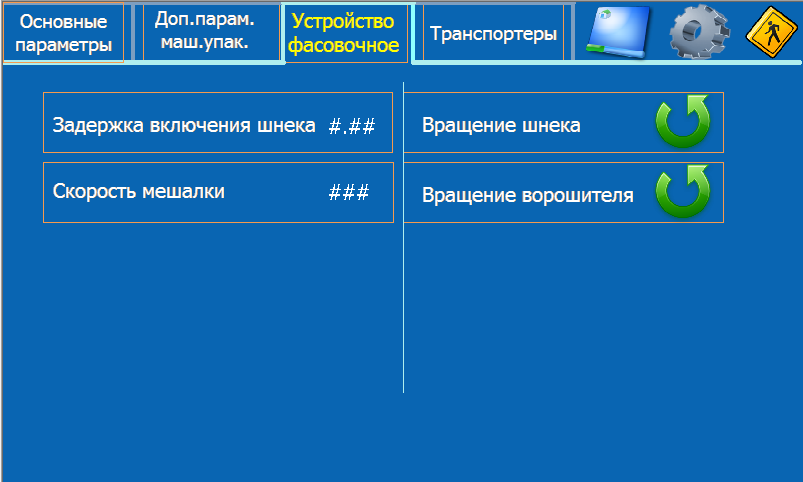
- Задержка включения шнека - выбор промежутка времени от начала сжатия губок до момента включения шнека. Скорость мешалки – скорость вращения мешалки.
- Задержка закрытия отсекателя - определяет временной промежуток после команды остановки вращения шнека до момента закрытия заслонки отсекателя. Подбирается для минимизации эффекта «осыпания» частей продукта со шнека после его остановки. (При наличии устройства отсечения)
- Вращение шнека - определяет направление вращения шнека (по часовой или против). Устанавливается в зависимости от направления витков шнека. Вращение ворошителя - определяет направление вращения «ворошителя» (мешалки). Может меняться оператором для улучшения заполнения шнека. Как правило, вращение шнека и ворошителя противоположное. Отсекатель - включает или выключает функцию закрытия заслонки после набора порции. (При наличии устройства отсечения)
4.4. Транспортеры
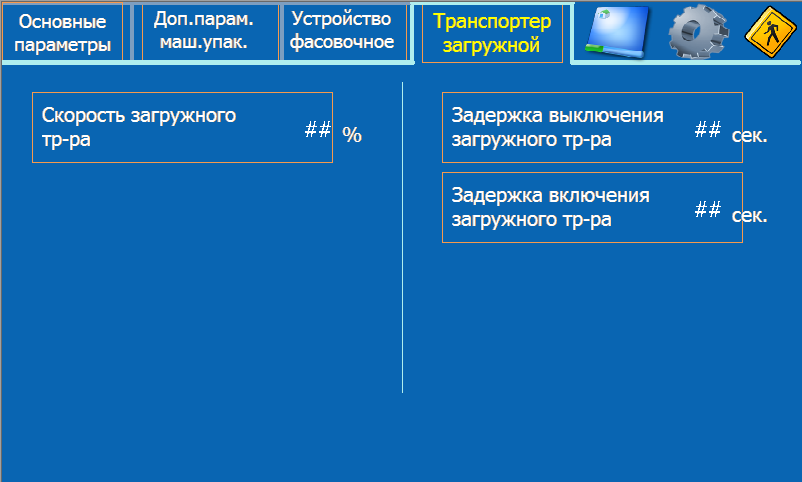
- Скорость загрузочного транспортера - скорость вращения шнека транспортера в % от максимальной. Задержка выключения загрузочного - временной интервал между срабатыванием датчика наполнения бункера и выключением загрузочного транспортера. Задержка включения загрузочного транспортера - временной интервал между срабатыванием датчика наполнения бункера и включением загрузочного транспортера.
Задержка включения транспортера задает время выработки продукта из бункера.
Задержка выключения служит для более полного наполнения бункера продуктом.
Слишком высокие значения задержек включения и выключения транспортера отрицательно повлияют на точность набора дозы.
Наладка
Раздел предназначен только для отладки функциональных узлов АФУ в индивидуальном режиме. Индикация режимов меняется в соответствии с выполняемым действием. Данный раздел не изменяет никаких параметров и режимов работы устройства.
Настройка машины упаковочной
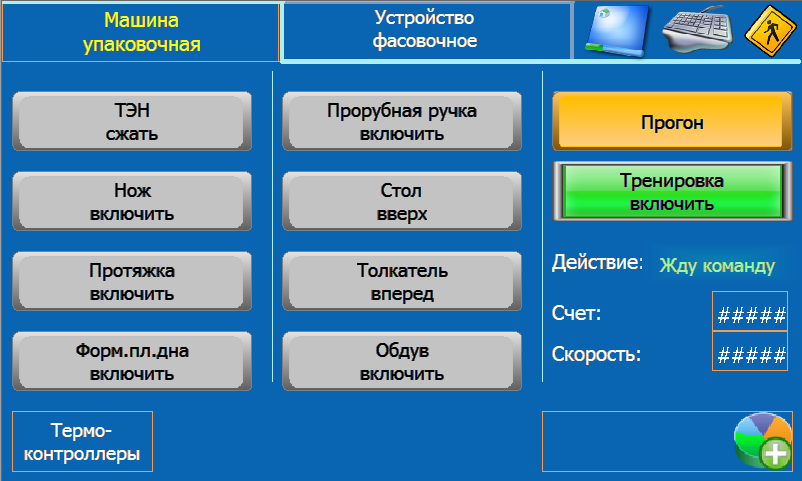
Применяется для отладки и настройки функциональных узлов, а также отдельных элементов и всего цикла работы машины упаковочной.
- Прогон - машина упаковочная совершает 1 цикл формирования пакета. Тренировка - запуск непрерывного циклического процесса формирования пакета.
Нажатием на клавишу «Термоконтроллеры» можно вывести окно настройки термоконтроллеров.

- Состояние - включение, выключение термоконтроллеров. При выключенном термоконтроллере, выключается питание соответствующего ТЭН.
- Тип датчика - тип используемого датчика. Классификация датчиков по применяемым в их производстве материалам. Параметр должен соответствовать установленному типу датчика на машине. Параметр устанавливается на заводе изготовителе и изменяется только в случае замены датчика на другой тип.
- Метод регулировки - переключение метода регулировки нагрева ТЭН.
- ПИД - Пропорционально - интегрально-дифференциальный метод регулирования. Более точный метод регулирования на базе характеристик вычисляемых во время автонастройки.
- 2х позиционный - ТЭН включен, ТЭН выключен. При данном методе регулирования возможны значительные колебания температуры около заданного значения.
- Установка температуры - показывает установленное в параметрах значение температуры для каждого из ТЭН. Устанавливать заданное значение необходимо в меню "основные параметры", пункт 3.1. Значение температуры - значение температуры каждого из ТЭН на данный момент. Корректировка - смещение показателя значения температуры для компенсирования погрешности измерения. Значение устанавливается на заводе изготовителе. Автонастройка - включение, выключение автонастройки термоконтроллеров. Автонастройку необходимо проводить при смене ТЭН, при изменении окружающих условий (температура окружающего воздуха), при недостаточно точном поддержании температуры сваривающих элементов. По завершении выключается сама.
5.5 Устройство фасовочное
Применяется для отладки и настройки функциональных узлов, а также отдельных элементов и всего цикла работы фасовочного устройства.
Статистика
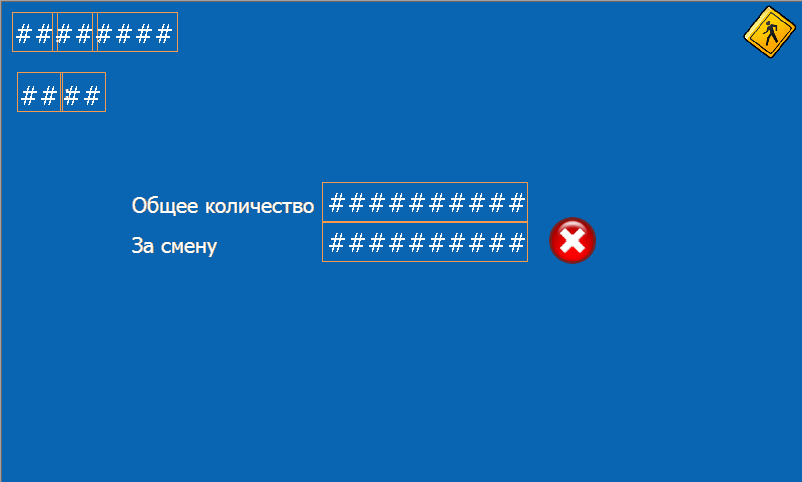
Экран статистики отображает общие результаты работы АФУ.
Общее количество – количество выработанных порций за все время работы фасовочного устройства (необнуляемое значение).
За смену (доз) – число порций выработанных с момента последнего обнуления.
Подготовка к пробному запуску.
- Перед первым запуском оператор должен ознакомиться с данной инструкцией, иметь представление обо всех параметрах, ознакомиться со всеми пунктами структуры меню. Оператор должен быть знаком с механическими частями АФУ, последовательностью заправки пленки. Осуществить стыковку всех разъемных соединений электрических цепей Проверить подключение к защитному заземлению внешнего контура. Проверить и затянуть все внутренние цепи заземления. Открыть дверь блока управления и внутренние автоматические выключатели перевести в положение включено. Закрыть дверь блока управления. Убедиться что выключатель питания «СЕТЬ» находится в положении «OFF». Включить пневмоситему (подать воздух). Проверить соответствие параметров электропроводки, требованиям оборудования. Подключить сетевой шнур АФУ к сети. Перевести выключатель питания «СЕТЬ» в положение «ON». При этом засветится индикатор состояния питания «СЕТЬ», будут запитаны и установлены в исходное состояние все системы управления. На дисплее отобразится номер версии программного обеспечения. После загрузки программы АФУ перейдет в режим ожидания команды. АФУ готов к работе и находится в состоянии ожидания команды от оператора. Перейти в меню ввода параметров и ввести необходимые значения (базовые параметры, дополнительные параметры фасовочного устройства, дополнительные параметры машины упаковочной).
- Перейти в меню «Настройка машины упаковочной» Клавишами «ТЭН Сжать», «НОЖ включить», «ПРОТЯЖКУ включить» проверить работоспособность узлов. Клавишей «Прогон» или кнопкой «Пуск» запустить цикл формирования пакета. Сформировать несколько пакетов, при необходимости изменить параметры длины пакета, времени сварки и пр.
- Перейти в меню «Наладка», далее «Устройство фасовочное» и нажатием на соответствующие поля меню проверить функциональные узлы устройства совместно с продуктом.
- Включить шнек и ворошитель. Убедиться, что шнек вращается, индикация «Счет увеличивается» и продукт подается из шнека в полном объеме. Если продукт не подается, изменить направление вращение шнека. Если скорость подачи низкая, увеличить «скорость шнека». Установить в меню «Параметры» направление вращения ворошителя противоположное шнеку. «Набрать дозу» и оценить полученный объем. Повторив несколько раз, оценить стабильность набираемых порций.
Для получения стабильно высокой точности набора порции необходимо поддержание постоянного уровня продукта в бункере.
- Загрузить бункер продукцией на 80-100% и поддерживать на этом уровне. В меню «Параметры» установить число импульсов шнека 1000. Из главного меню выбрать «Рабочий экран».
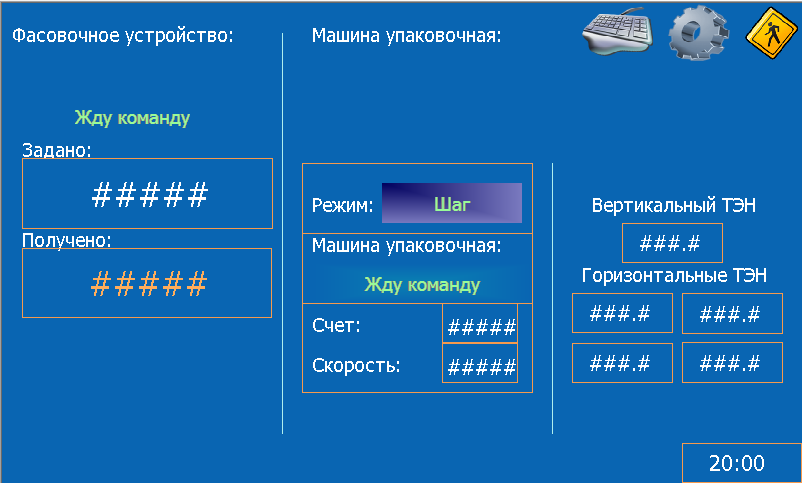
- Нажать кнопку «Пуск». ФУ произведет набор порции в соответствии с заданными параметрами. Повторить процедуру набора порции 3-5 раз для гарантированного заполнения шнека. Оценить параметры набора порции в соответствии с предъявляемыми требованиями. При необходимости изменения требуемого объема нажать на поле «Задано» и ввести новое значение. Для увеличения скорости набора порции необходимо увеличивать скорость вращения шнека. Для увеличения точности, скорость шнека необходимо снижать.
Рабочий запуск АФУ.
- Включить питание. Дождаться загрузки программы. При необходимости выбрать нужный блок параметров. Дождаться завершения прогрева сваривающих элементов. В главном меню выбрать «Рабочий экран». Загрузить бункер продукцией на 80-100% и поддерживать на этом уровне. Нажатием кнопки пуск осуществить запуск набора порции. Изготовить несколько пакетов в шаговом режиме, оценить полученный пакет в соответствии с предъявляемыми требованиями. Нажатием на кнопку «ШАГ\ЦИКЛ» перевести АФУ в режим «Цикл» (непрерывная-циклическая работа) и нажать кнопку «Пуск». Для завершения работы нажать кнопку «СТОП». Выключить питание, либо выбрать другой блок параметров для продолжения работы.
