


Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
в которой Dtb и Dta - количество губительных дефектов на пластине соответственно до ее входа в установку и после ее выхода из установки без проведения на установке процесса обработки. Значение Dt служит для оценки качества устройств загрузки и перемещения пластин внутри установки, систем откачки и напуска газов, чистоты газовых магистралей и внутренних поверхностей камер и оснастки. Значение Dt входит в суммарную плотность привносимой операцией обработки дефектности Dop.
7. Средние квадратические ошибки уi (или точности) измерения операционных параметров Gi датчиками установки. Если операционный параметр G1 требуется выставлять с технологическим допуском дG1, т. е. G1 ± дG1/2, то точность датчика установки у1 по международным стандартам должна удовлетворять соотношению
у1 ≤ 0,1∙дG1. (7)
Технологические характеристики операций обработки пластин
К технологическим характеристикам операций обработки пластин относятся:
1. Средняя скорость обработки Vm
Vm = [V(max) + V(min)] / 2, (8)
где V(max) и V(min) - соответственно максимальная и минимальная скорости обработки пластины.
2. Неравномерность скорости обработки по пластине (подложке), %
r(V) = [V(max) - V(min)] / [V(max) + V(min)]·100. (9)
Иногда для характеристики процессов обработки пластин используют понятие равномерность обработки R, которое определяется как
R = [1 - 2·r(V)]. (10)
3. Селективность обработки разных материалов (M1 и M2) на поверхности пластины (подложки)
S(M1/M2) = V(M1) / V(M2), (11)
где V(M1) и V(M2) - соответственно скорости обработки материалов M1 и M2. Следует отметить, что селективность обработки материалов слоев может зависеть от соотношения их площадей на поверхности пластины.
4. Анизотропия (показатель анизотропии) обработки поверхности
A = V(ll) / Vd(⊥), (12)
где V(ll) и V(⊥) - соответственно скорости обработки в направлениях параллельном (ll) и перпендикулярном (⊥) поверхности пластины. При A = 1 процесс обработки обеспечивает конформное воздействие на рельефную поверхность пластины. При A « 1 осуществляется в основном обработка по нормали к поверхности пластины, при A » 1 - обработка параллельно поверхности пластины (тангенциальная обработка).
5. Плотность привносимой операцией (процессом) обработки дефектности на поверхность пластины Dop, дефект/cм2
Dop = (Db - Da) / Fw, (13)
где Db и Da - количество дефектов с размером, большим или равным критическому размеру (dD ≥ dcr) (губительных дефектов) на пластине соответственно до и после операции обработки; Fw - площадь пластины.
6. Плотность привносимых операцией обработки радиационных дефектов (radiation-induced defects) в поверхностные слои обрабатываемой пластины DrD, дефект/cм2, определяемая в соответствии с формулой (13).
Следует отметить, что приведенные в этом разделе технологические характеристики относятся не только к операциям, но и к оборудованию, на котором производится обработка пластин, так как нельзя отделить процесс от установки, в которой он реализуется.
Параметры входных (поступающих на операции) структур.
Структуры входящие и выходящие с операций фотолитографии (ФЛ) могут иметь следующие параметры:
1. Материал (марка) фоторезиста (ФР) или антиотражающего покрытия (АОП).
2. Средняя толщина слоя ФР или АОП на пластине
dm = [d(max) + d(min)]/2, (14)
где d(max) и d(min) - соответственно максимальная и минимальная толщины слоя на пластине (подложке).
3. Неравномерность толщины слоя ФР или АОП на пластине, %
r(d) = [d(max) - d(min)]/[d(max) + d(min)]·100. (15)
4. Адгезия материала ФР или АОП к материалу пластины (к материалам функциональных слоев, нанесенных на поверхность пластины), характеризуемая силой адгезионного сцепления на единицу площади Fad, дин/см2.
5. Степень чистоты поверхности, характеризуемая плотностью дефектов с размером большим критического, на поверхности пластины или на поверхности слоев ФР или АОП Ds, дефект/cм2.
6. Степень конформности покрытия ступеньки топологического рельефа (conformality step coverage) слоем ФР или АОП бc, %:
бc = (s/z)·100, (16)
где s и z - соответственно толщина наиболее тонкого и наиболее толстого участков наносимой пленки ФР или АОП на боковой стороне ступеньки (см. рис.1).

7. Степень покрытия боковой стенки ступеньки топологического рельефа (side wall step coverage) слоем ФР или АОП бw, %:
бw = (s/x)·100, (17)
где x - толщина наносимой пленки ФР или АОП на горизонтальной поверхности пластины (см. рис.1).
8. Степень покрытия дна ступеньки топологического рельефа (bottom step coverage) слоем ФР или АОП бb, %:
бb = (y/x)·100, (18)
где y - толщина осаждаемой пленки на дне ступеньки (см. рис.1).
9. Средний размер элемента в пленке ФР Lm, определяемый согласно формуле (14).
10. Разброс (неравномерность) размера элемента в пленке ФР по пластине r(Lm), определяемый согласно формуле (15).
11. Среднее значение угла наклона профиля элемента в пленке ФР вm и его разброс по пластине r(вm), определяемые по формулам (14) и (15).
Распределение времени работы, обслуживания, ремонта и простоя оборудования на заводе.
Диаграммы распределения календарного времени на основные составляющие, связанные с работой, обслуживанием, ремонтом и простоем оборудования на заводе по производству ИМС, а также причины их возникновения, регламентируются согласно международному стандарту SEMI E10-0600 (см. рис.2)
Время работы оборудования (equipment uptime) - период времени, когда оборудование в состоянии выполнять присущие ему рабочие функции, и включающее время изготовления продукции (productive time), резервное время (standby time) и время инженерных работ (engineering time).
Время простоя оборудования, запланированное расписанием (scheduled downtime) - период времени, когда оборудование не в состоянии выполнять присущие ему рабочие функции из-за запланированных условий простоя.

Время простоя оборудования, незапланированное расписанием (unscheduled downtime) - период времени, когда оборудование не в состоянии выполнять присущие ему рабочие функции из-за незапланированных условий простоя.
Время простоя оборудования вне расписания (non-scheduled downtime) - период времени вне расписания, когда оборудование не может быть использовано в производстве.
Лекция 5. Основные регламентные процедуры, процедуры кондиционирования, аттестации и приемки комплекса современного оборудования оптической фотолитографии
Однако только выставлением операционных параметров оборудования нельзя обеспечить на длительный срок постоянства интегрального показателя качества (ИПК) конкретной операции и установки, так как существуют параметры уровня оборудования, материалов, реагентов и сред, в которых происходят обработка, измерение и хранение пластин в процессе производства ИМС.
К параметрам уровня относятся:
- временные колебания: степени чистоты реагентов и сред, в которых происходит обработка и хранение пластин, состава остаточной атмосферы или среды в камерах обработки пластин, электрофизических и химических свойств поверхностей покрытий внутри камер для обработки и хранения пластин, скорости откачки камер и скорости подачи реагентов в требуемых допусках;
- временные изменения характеристик и параметров датчиков, узлов и систем оборудования за счет старения.
Параметры уровня не контролируются приборами, и для поддержания их постоянства используются регламентные процедуры.
Регламентные процедуры подразделяются на процедуры кондиционирования, аттестации и приемки оборудования.
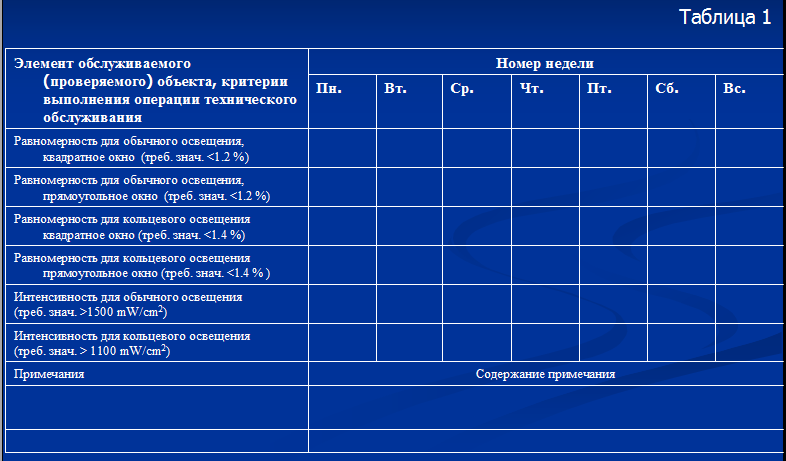
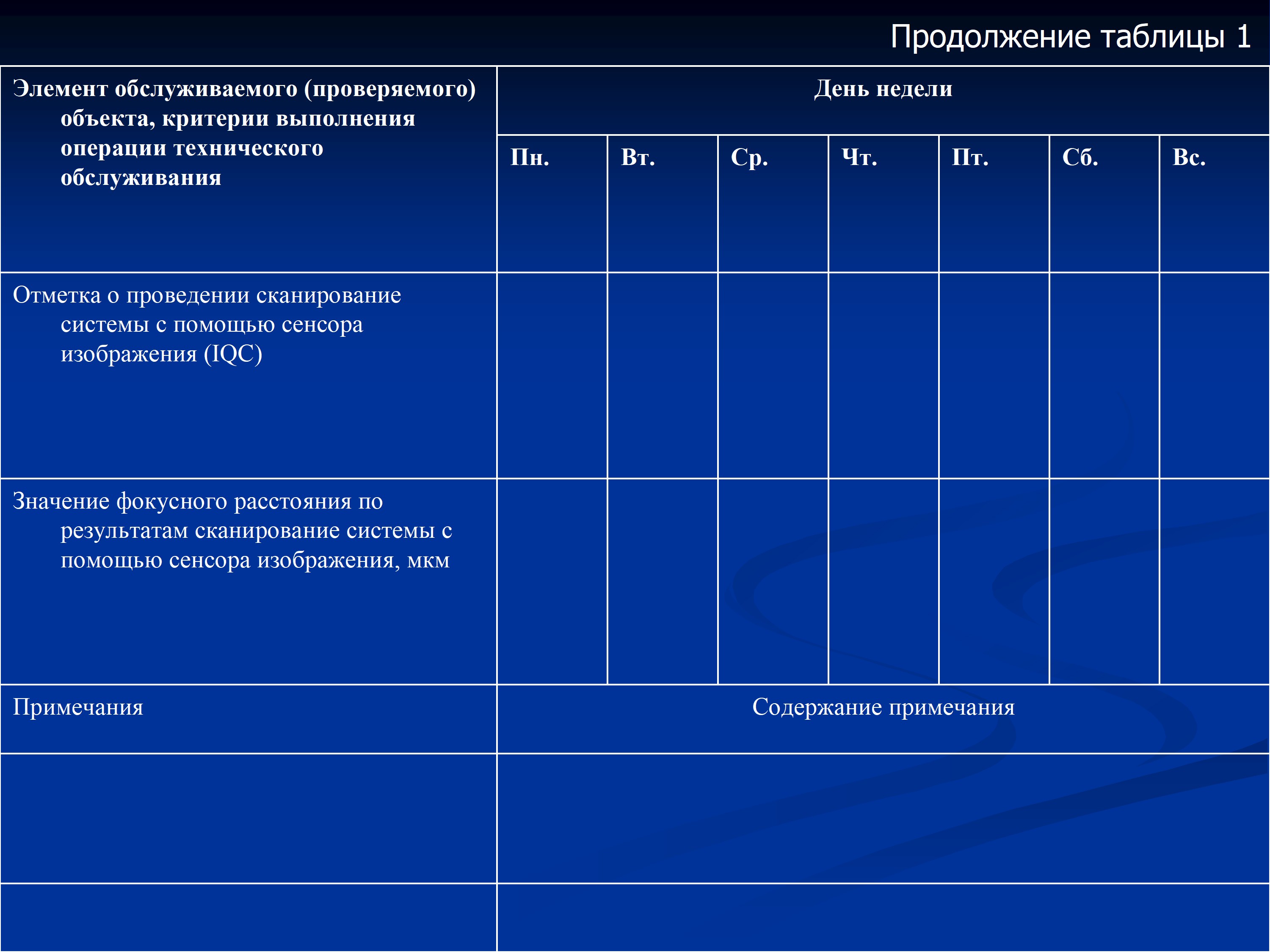
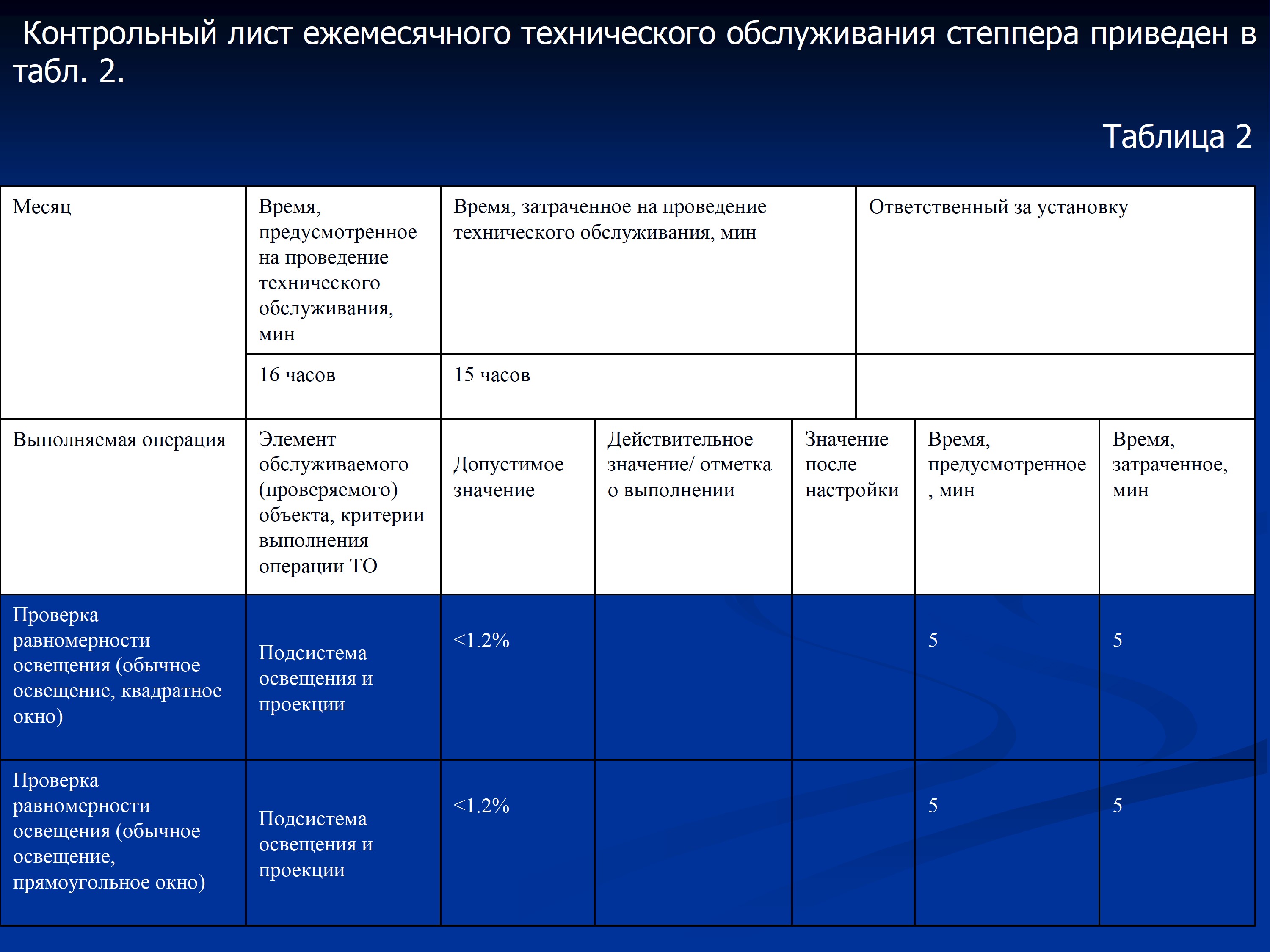
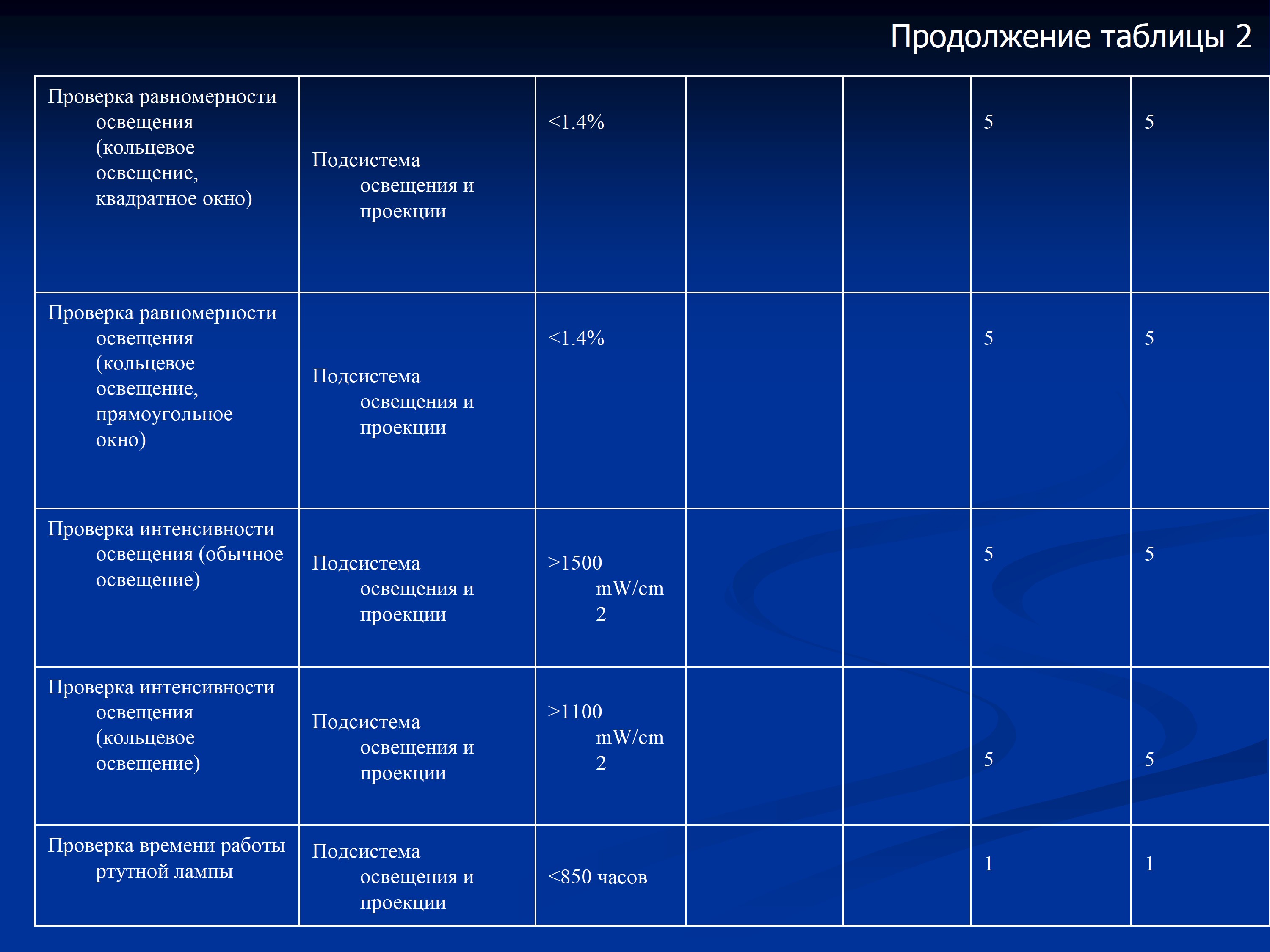
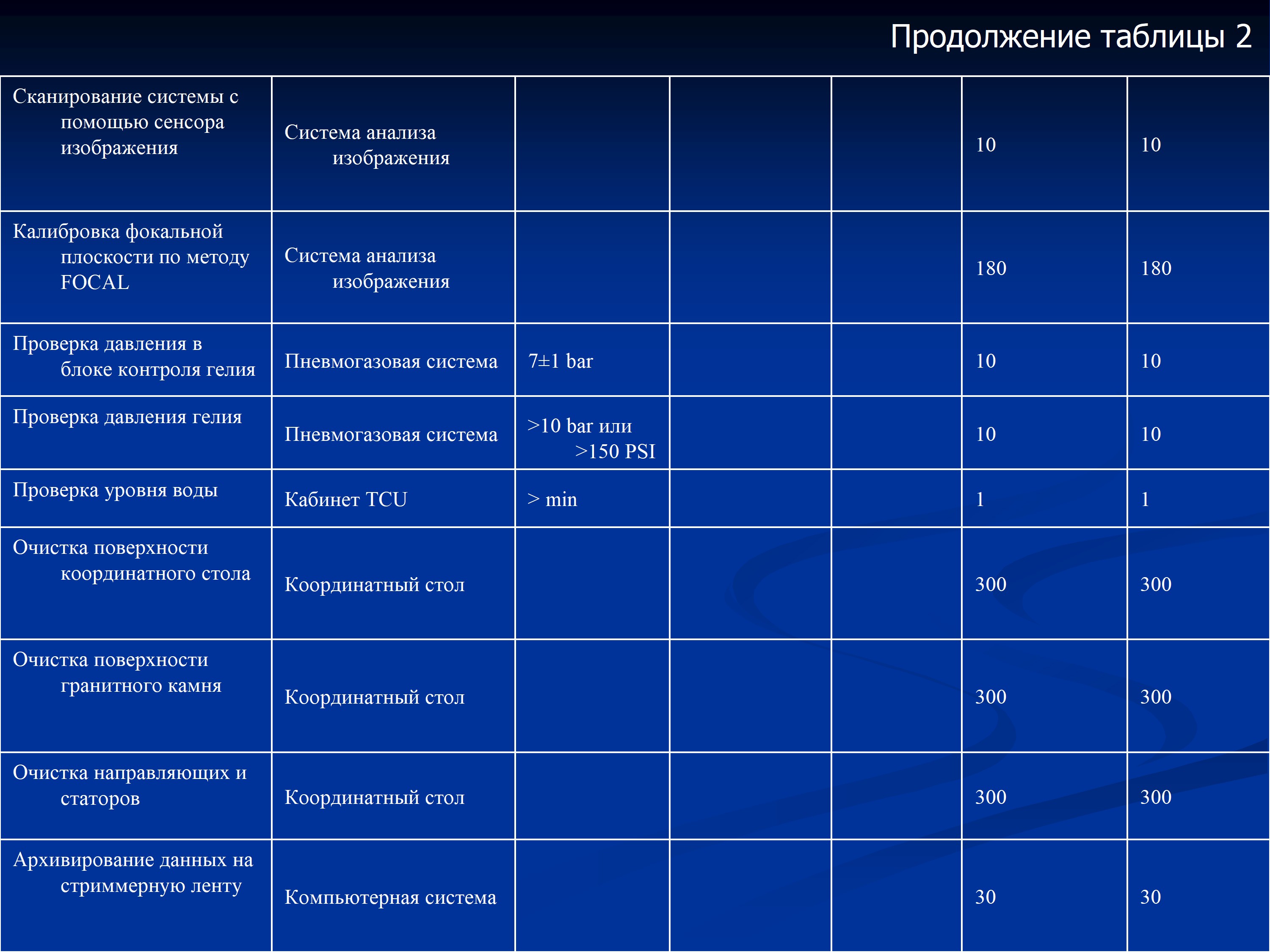
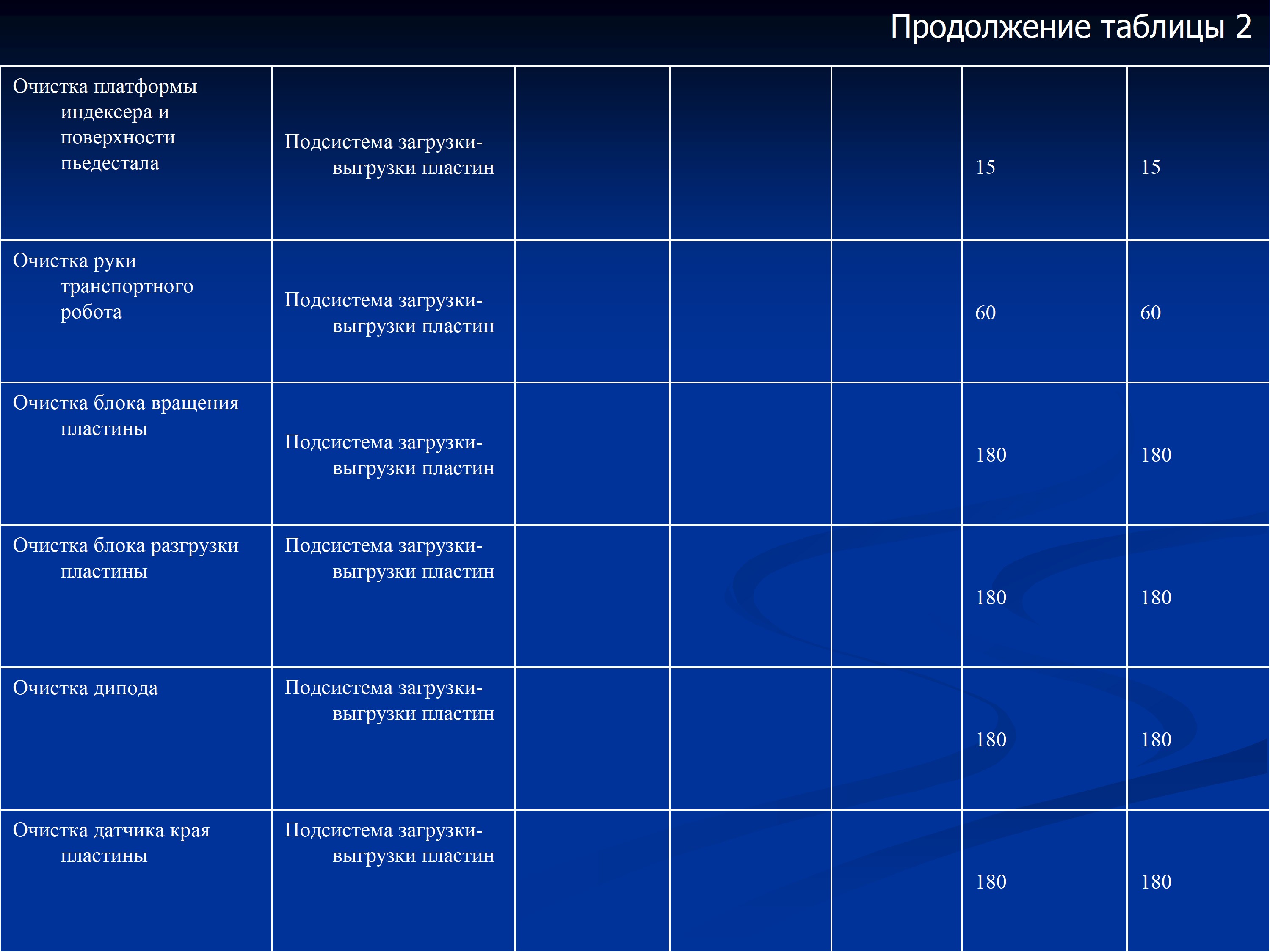
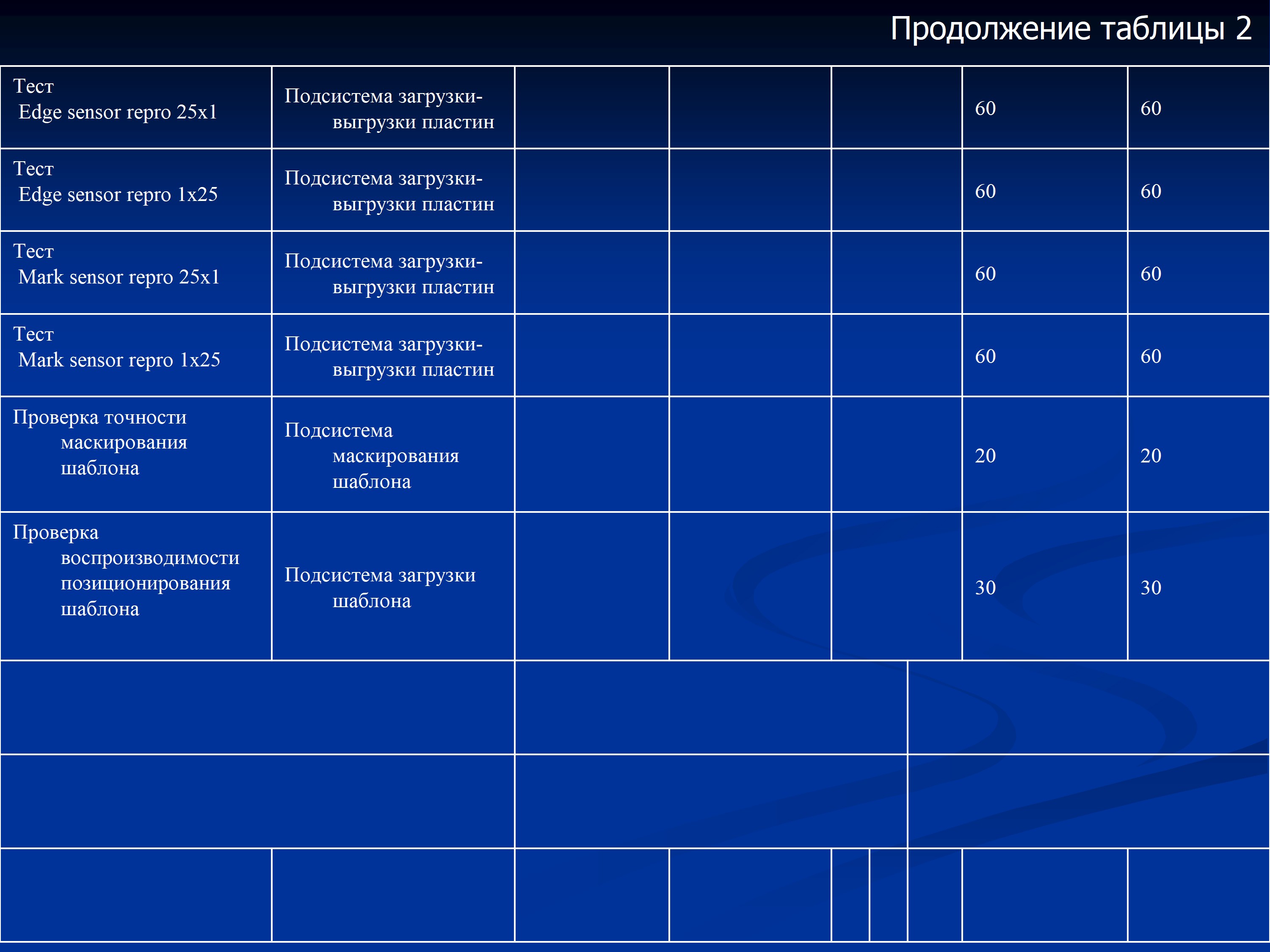
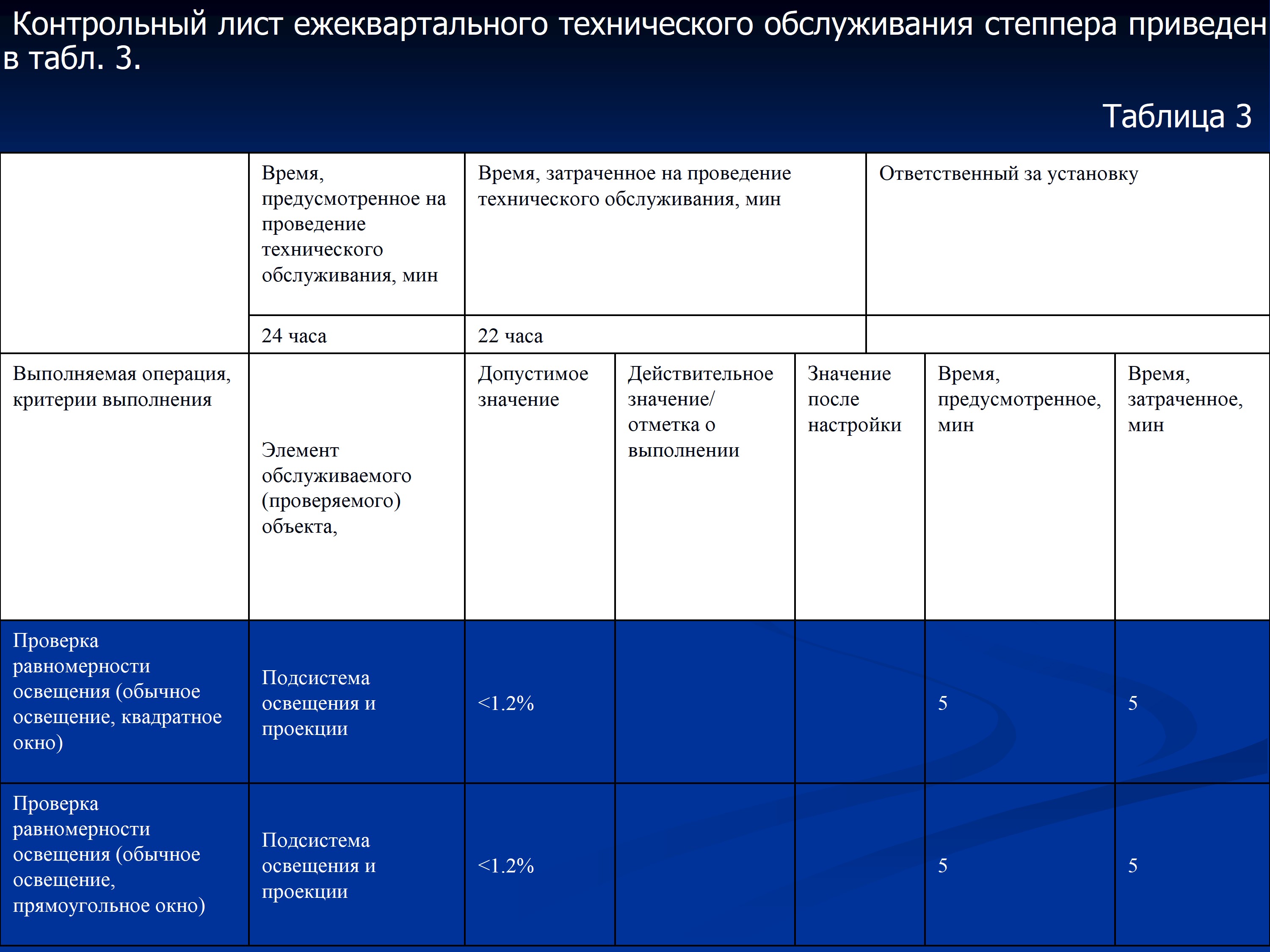
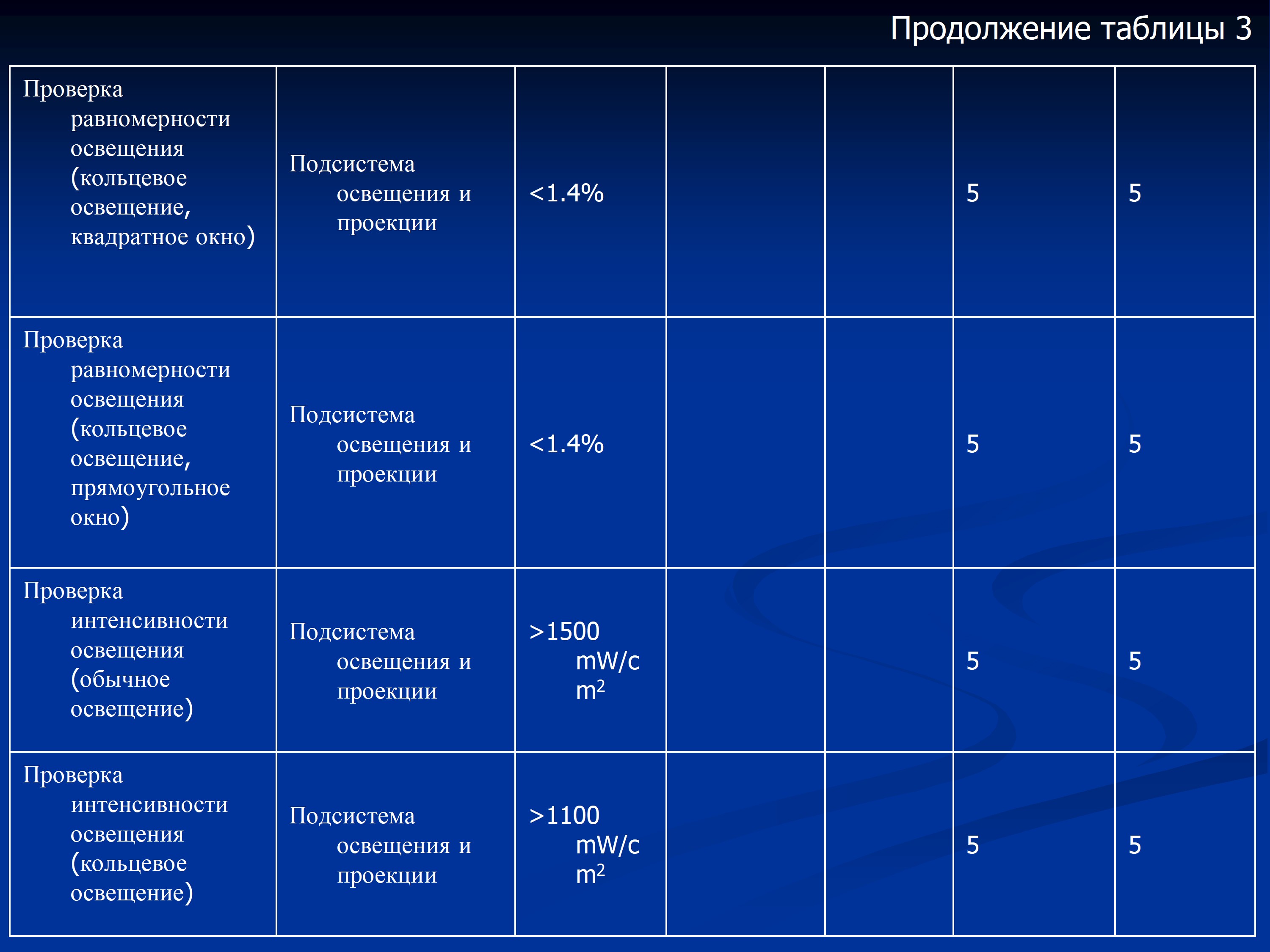
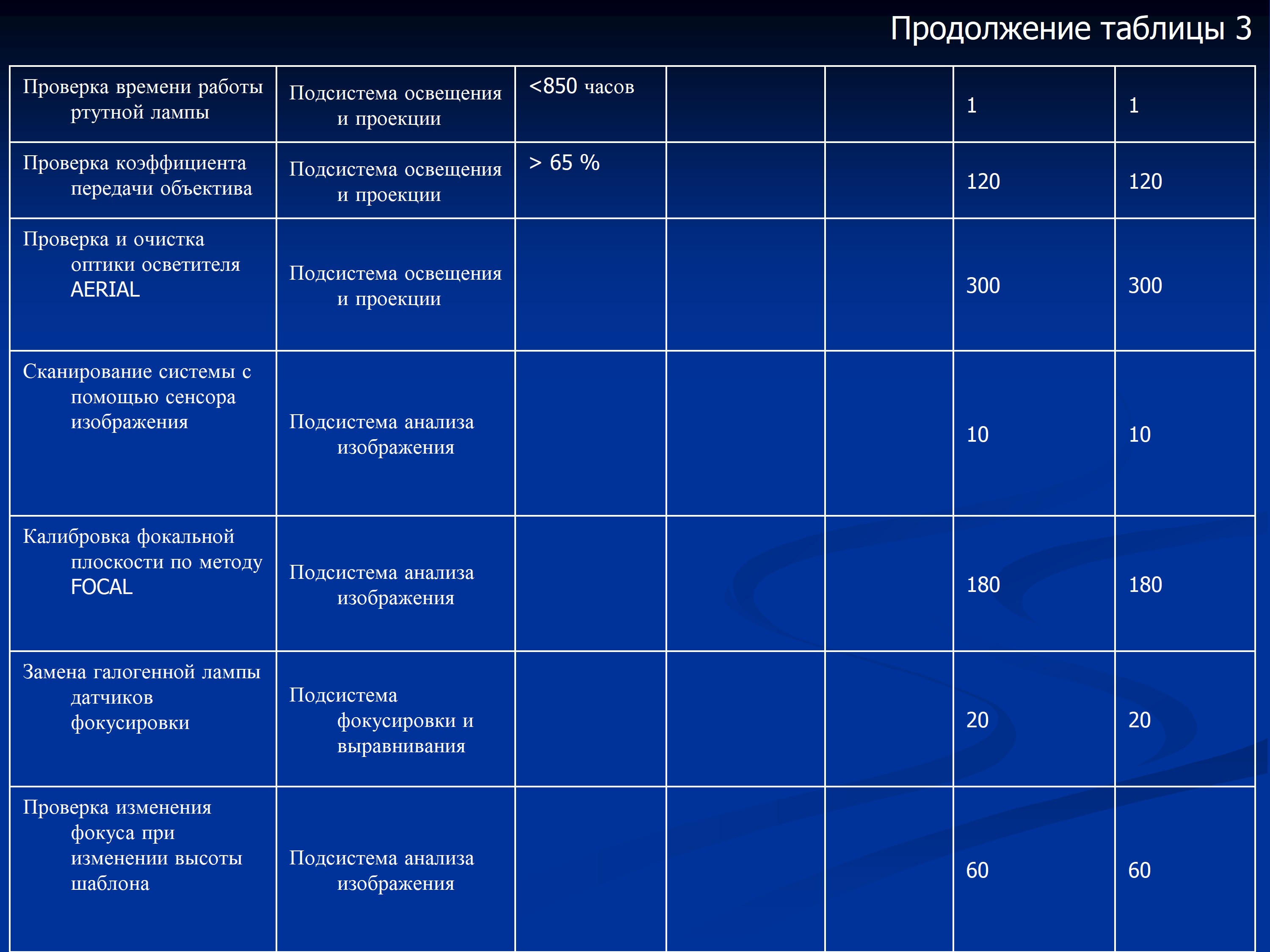
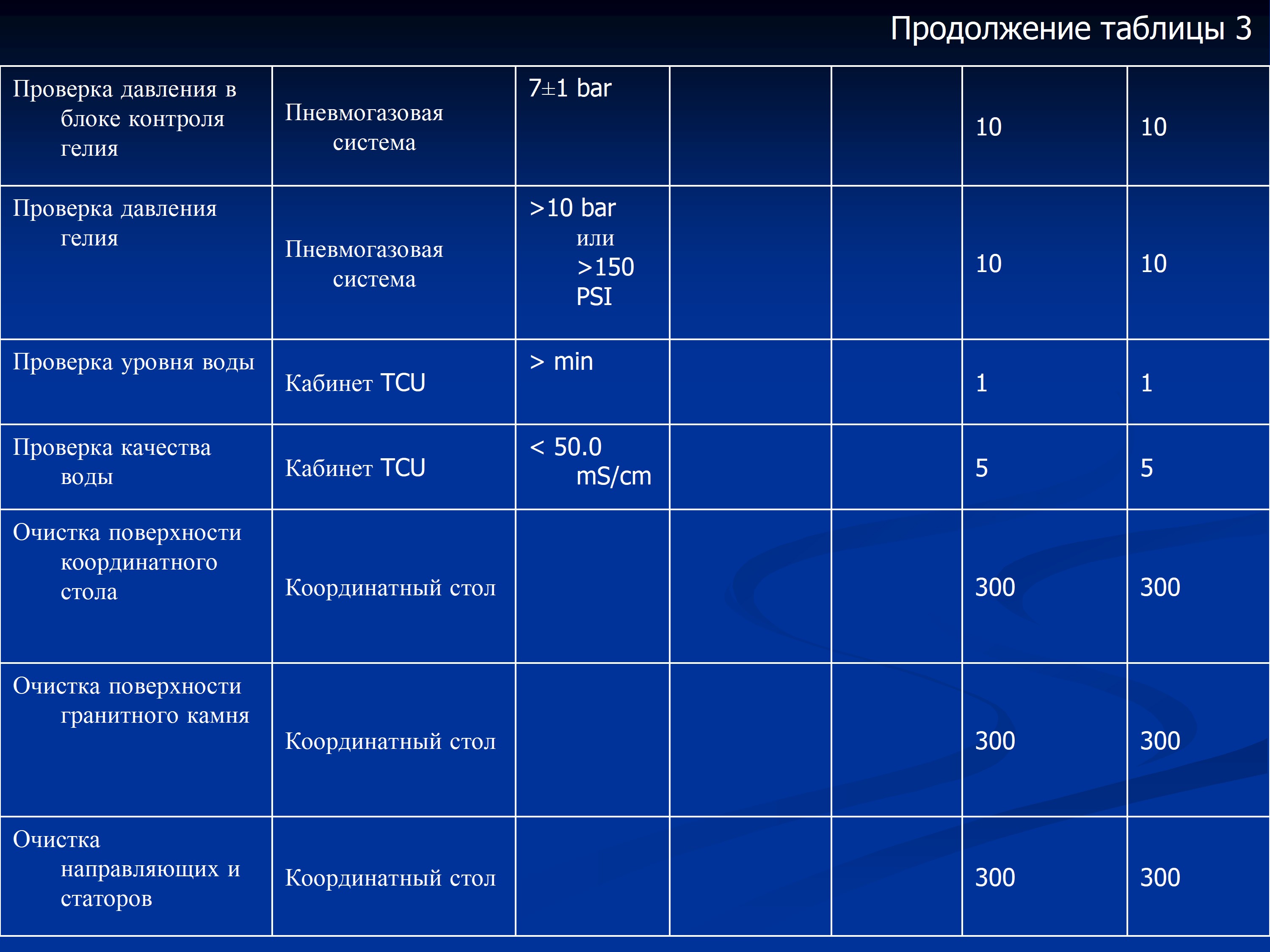
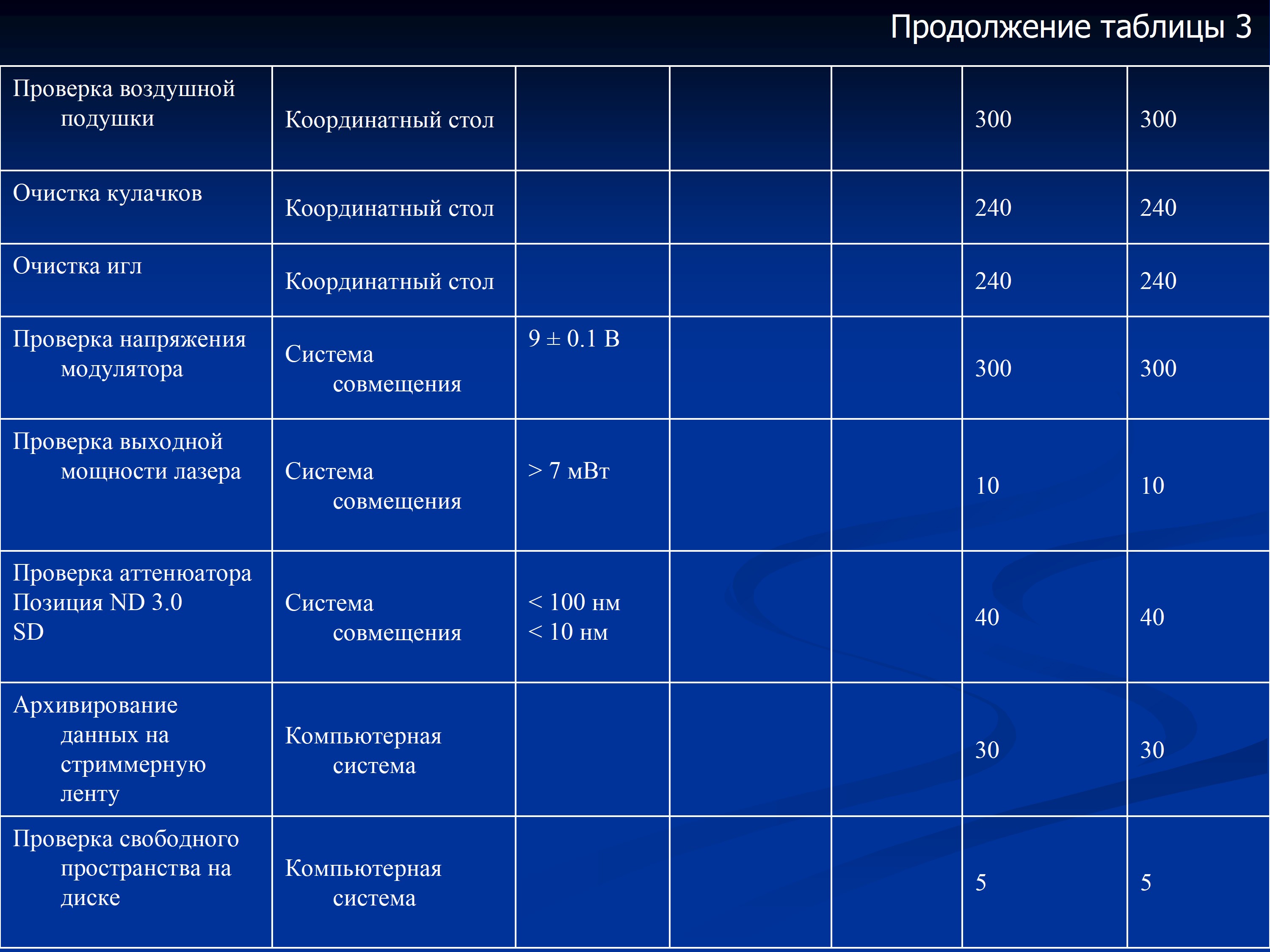
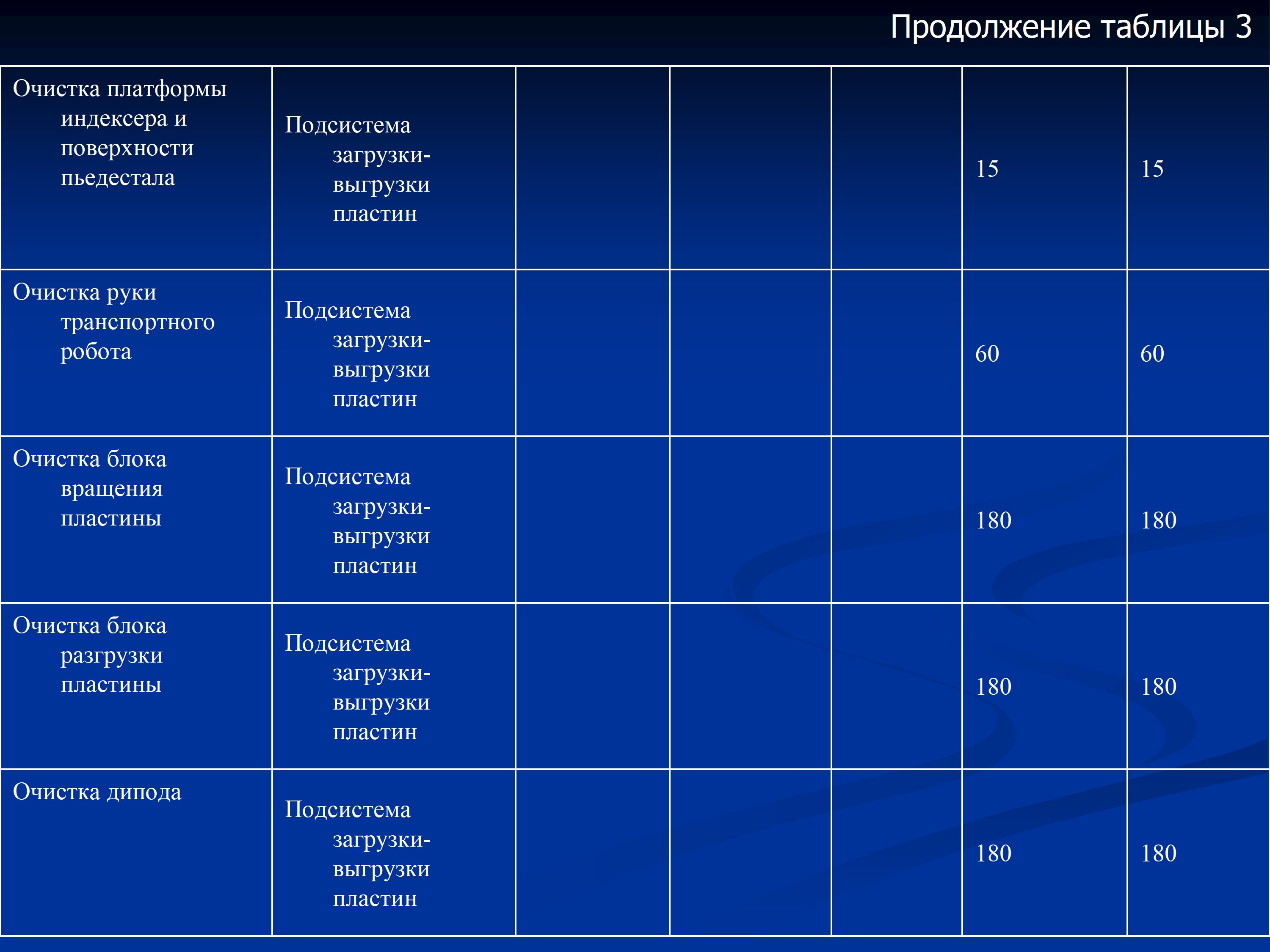
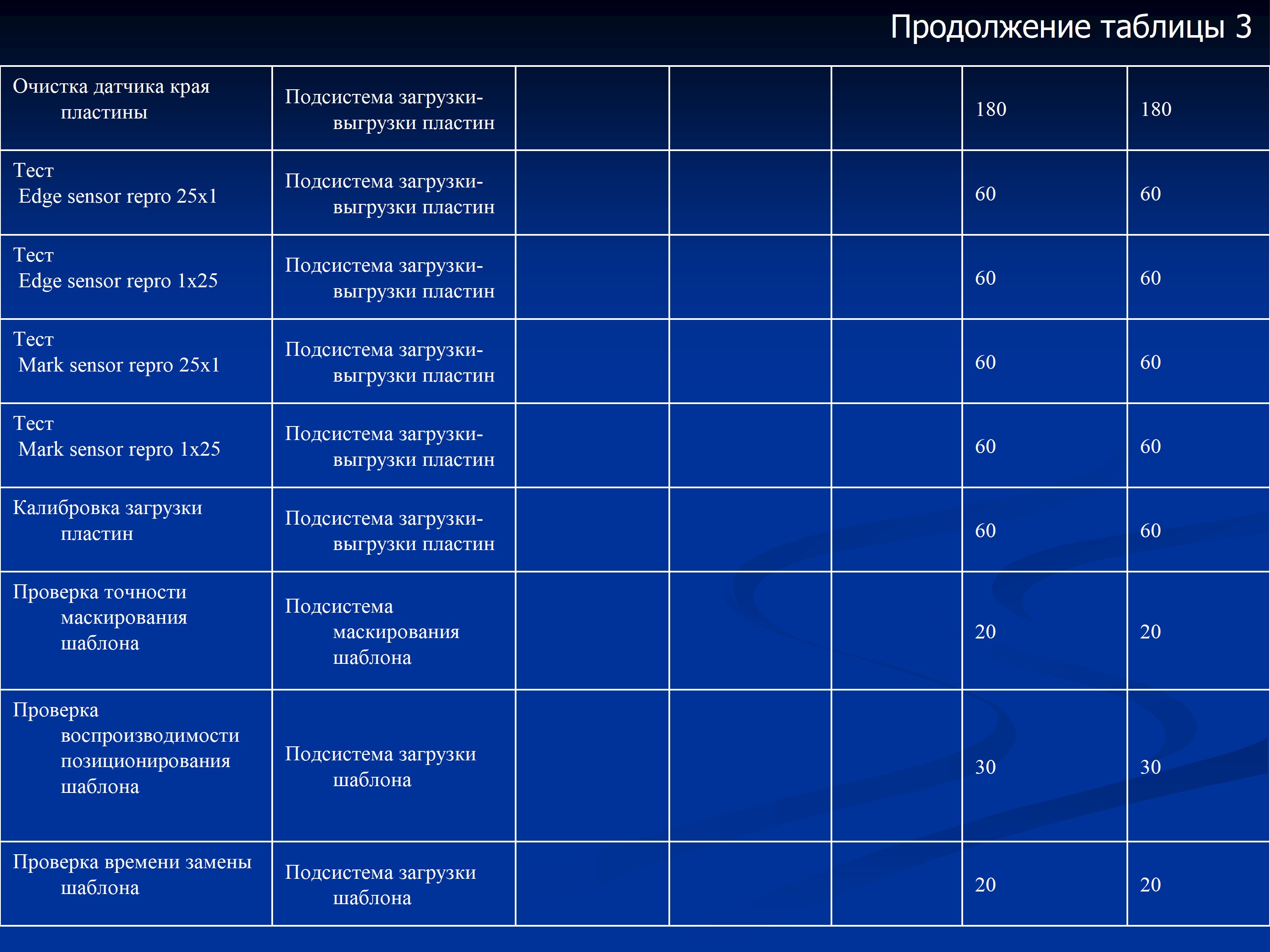
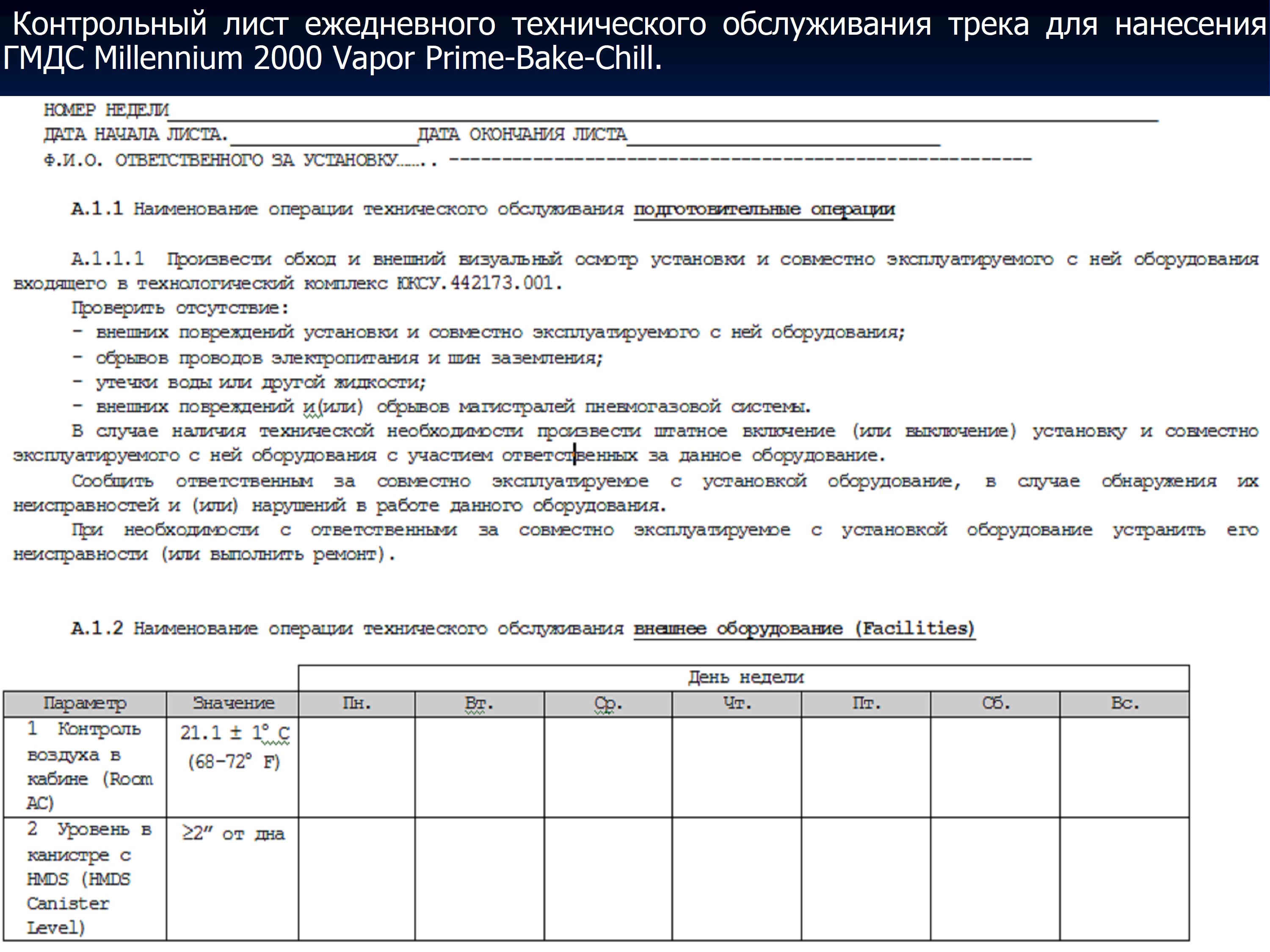
Регламентные процедуры выполняются в рамках технического обслуживания степпера PAS 5500/250C или треков нанесения и проявления пленок ФР, подразделяются на ежедневные, ежемесячные и ежеквартальные процедуры и регистрируются в соответствующих контрольных листах.
Контрольный лист ежедневного технического обслуживания степпера приведен в табл.1.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 |
