
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Напряженное состояние в режущем клине металлорежущего инструмента при циклическом нагружении
1,a, 2,b, 3,c,*
1 Тюменский индустриальный университет, 625013, /3, Россия.
a ![]() https://orcid. org/0000-0002-3099-4435,
https://orcid. org/0000-0002-3099-4435, ![]() *****@***ru, b
*****@***ru, b ![]() https://orcid. org/0000-0003-3306-5452,
https://orcid. org/0000-0003-3306-5452, ![]() *****@***ru,
*****@***ru,
c ![]() https://orcid. org/0000-0002-8191-3930,
https://orcid. org/0000-0002-8191-3930, ![]() *****@***ru
*****@***ru
ИНФОРМАЦИЯ О СТАТЬЕ
УДК 621.914.025.7
История статьи:
Поступила: 1 июня 2017 (Дата поступления работы в редакцию. Важно: Работа должна поступить не позже, чем за 3 месяца до официального выхода номера в свет согласно графику. В исключительных случаях, по согласованию с редакцией журнала, срок приема статьи в ближайший номер может быть продлен, но не более чем на две недели.)
Рецензирование: (Дата указывается редакцией)
Принята к печати: (Дата указывается редакцией)
Доступно онлайн: (Дата указывается редакцией)
Ключевые слова:
Фрезерование,
Твердые сплавы,
Сборные фрезы,
Напряженно-деформированное состояние,
Напряжения в режущих элементах.
АННОТАЦИЯ
В современном машиностроении при производстве изделий широко применяются фрезерные операции. В режущих элементах фрез многие годы применяются быстрорежущие стали. С развитием промышленности многие предприятия стали активно переходить на твердосплавный инструмент. Однако применение фрез с твердосплавными перетачиваемыми зубьями осложняется по причине сложностей при переточке и относительно высокой трудоемкостью их изготовления. В сложившейся ситуации логичным стало применение сборных металлорежущих инструментов с механическим креплением режущих элементов. Объектом исследования являются сборные фрезы со сменными многогранными пластинами(СМП) из твердого сплава.
Целью данной работы является повышение работоспособности фрез формированием технологической винтовой линии СМП на основании результатов исследования неравномерности фрезерования, напряженно-деформированного состояния (НДС) и прочности режущих пластин. Для решения изложенной цели была сформулирована следующая задача: Исследовать влияние угла наклона технологической винтовой линии с СМП сборной фрезы на неравномерность процесса фрезерования, исследовать возможность замены непрерывной винтовой режущей кромки фрезы на технологическую винтовую линии с СМП. Численные исследования НДС и прочности СМП проведены методом конечных элементов с использованием программы ANSYS. Получены картины изолиний главных напряжений s1, s2, s3 в СМП в плоскости пластины и в главной секущей плоскости, построены эпюры распределения главных напряжений на главной режущей кромке. Анализ полученных картин изолиний эпюр главных напряжений в режущем клине СМП показал, что в момент врезания режущая кромка испытывает всестороннее сжатие, при увеличении угла на передней поверхности растут напряжения растяжения, а на задней – сжатие. В момент отделения стружки от заготовки происходит резкое перераспределение напряжений: на передней поверхности образуется зона сжатия, а на задней – растяжения. В результате режущий элемент испытывает знакопеременный ассиметричный характер нагружения, накапливая циклическую усталость в главной режущей кромке.
Для цитирования: , , Напряженное состояние в режущем клине металлорежущего инструмента при циклическом нагружении/ // Обработка металлов (технология, оборудование, инструменты). – 2018. – № 3 (76). – С. 30–50. – doi: 10.17212/1994-6309-2017-3-30-50.
1. Введение
В настоящее время широкое применение получил металлорежущий сборный инструмент со сменными режущими твердосплавными пластинами. Так как замена режущих элементов из быстрорежущих сталей на твердосплавные позволяет существенно повысить эффективность обработки и качество обрабатываемых поверхностей. Применение фрезерного инструмента с твердосплавными затачиваемыми винтовыми зубьями осложняется по причине сложности при их заточке и переточке, высокой трудоемкостью в их изготовлении. На сегодняшний день ведущие инструментальные фирмы во всем мире предлагают огромный выбор сборного инструмента. Зачастую этот инструмент является нетехнологичным при изготовлении, а также обладает невысокой точностью. Производить собственными силами инструмент машиностроительным предприятиям препятствует отсутствие методик по формированию рациональных решений по конструкциям и геометрическим параметрам сборного инструмента с СМП. Сборный инструмент при определенных условиях обработки материалов резанием зачастую выходит из строя в результате выкрашивания, скалывания и поломки пластин [1] – [3]. Повышению прочности сменных режущих твердосплавных пластин, сборных инструментов, было посвящено ряд работ [4] - [20].
Предметом исследования являются сборные фрезы со сменными многогранными пластинами (СМП) из твердого сплава.
Целью данного исследования является повышение работоспособности фрез формированием технологической винтовой линии СМП на основании результатов исследования неравномерности фрезерования, напряженно-деформированного состояния (НДС) и прочности режущих пластин.
В рамках исследования были поставлены следующие задачи:
Исследовать влияние угла наклона технологической винтовой линии с СМП сборной фрезы на неравномерность процесса фрезерования.
Исследовать возможность замены непрерывной винтовой режущей кромки фрезы на технологическую винтовую линии с СМП.
2. Методика исследований
Для выполнения поставленных задач необходимо было произвести исследования неравномерности фрезерования. Данные исследования производились численным методом при помощи программного обеспечения IDE Delphi. Исследования напряженно – деформированного состояния (НДС) и прочности сменных многогранных пластин (СМП) осуществлялось при помощи программного обеспечения ANSYS на основе метода конечных элементов (МКЭ). Все полученные результаты приведены в виде картин изолиний главных напряжений s1, s2 в плоскости пластины и s1, s3 в плоскости схода стружки, а также в виде картин изолиний главных напряжений s1, s2, s3 в объеме, полученных на конечно – элементных моделях режущих пластин. По полученным результатам расчетов проведены качественный и количественный анализ влияния условий нагружения и конструктивных параметров сменных многогранных пластин. Наибольший интерес с позиций прочности представляет собой черное фрезерование. Исходными данными для расчета граничных условий нагружения были выбраны следующие условия для обработки: обрабатываемый материал – сталь 40Х, материал режущей пластины – ВК8, бсмп=0о, гсмп=0о, t=8 мм, S=0,15 мм/об. Расчет составляющих сил резания для этих условий и величин нормальных и касательных нагрузок, прикладываемых в узлах конечно-элементных моделей сменных многогранных пластин производился по известным методикам.
3. Результаты и их обсуждение
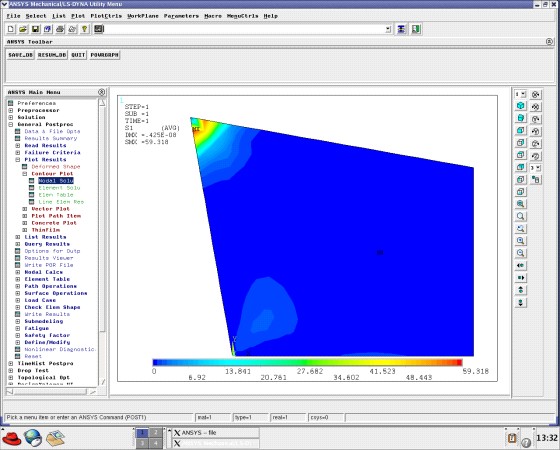
Одной из особенностей фрезерования является существование перераспределение нагрузки на режущий клин зуба инструмента. Так при встречном фрезеровании с геометрией инструмента γ=10° и б=10° в момент врезания вектор результирующей силы резания направлен по биссектрисе угла заострения β. Инструментальный материал режущего клина работает на сжатие, о чем свидетельствует симметричное расположение картин изолиний главных напряжений (рис.1 а).
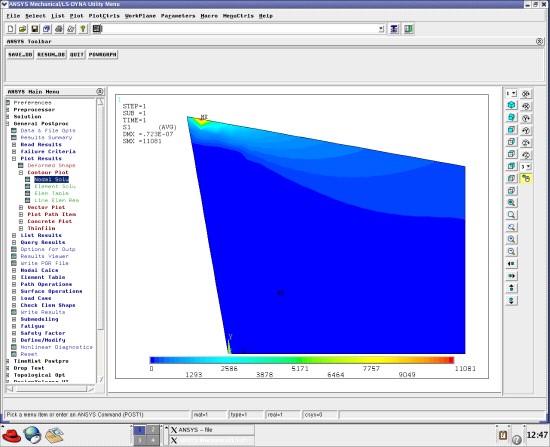
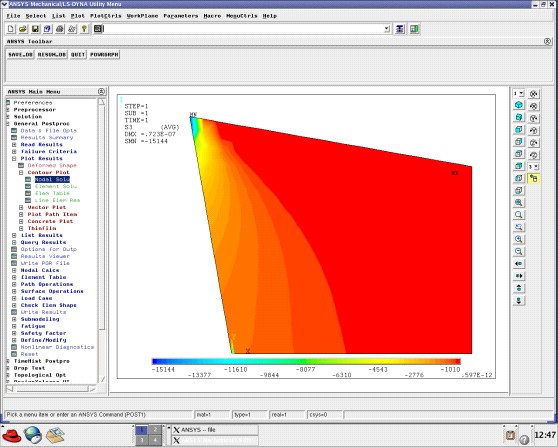
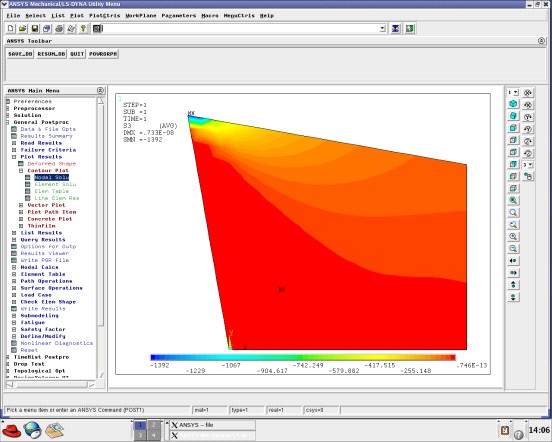
При дальнейшем врезании происходит изменение угла приложения вектора силы резания u. На передней поверхности клина образуется зона растяжения и продолжает расти до момента, когда стружка отделяется, но клин еще остается в контакте с обрабатываемым материалом (рис.1 б). В этот момент по задней поверхности происходит резкое перераспределение напряжений растяжения s1 и сжатия s3. Вдоль передней поверхности наблюдаются картины изолиний напряжений сжатия s3, а вдоль задней – растяжения s1 (рис.1 в, г).
а – при ψ = 3° (u=45°) б – при ψ = 32°(u=5°) в – при ψ = 32°(u=5°) г – при ψ = 32,86°(u=90°)
Рис. 1. Картины изолиний напряжений в режущем клине СМП: а, в,г - напряжения сжатия σ3.б - напряжения растяжения – σ1;
Полученные с помощью программы Ansys, картины направления векторов главных напряжений в узловых точках позволили построить перераспределение зон растяжения и сжатия в режущем клине сменных режущих пластин (СРП) сборных инструментов при фрезеровании (рис.2). Откуда следует, что в начальный момент резания материал СРП испытывает всестороннее сжатие (рис.2 а), а с увеличением мгновенного угла контакта ψi вдоль передней поверхности образуется зона растяжения, а вдоль задней - зона сжатия (рис.2 б, в,г, д). А также показан момент резкой смены зон сжатия на растяжение по задней поверхности (рис.2 е).
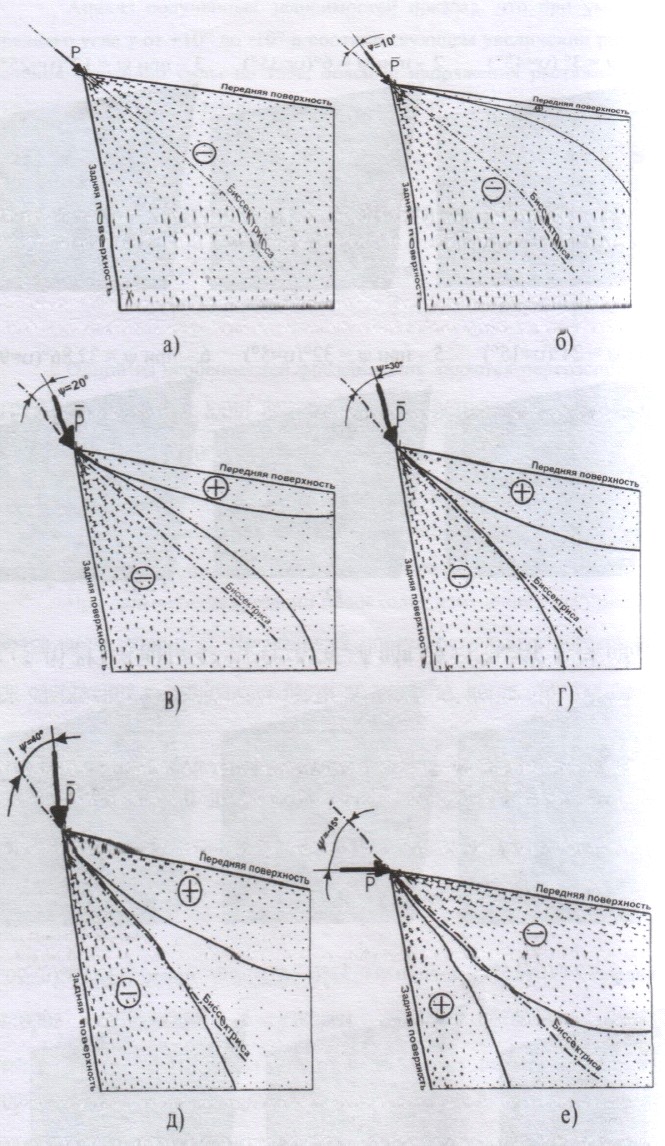
Рис. 2. Влияние направления вектора равнодействующей силы резания на распределение зон растяжения и сжатия в режущем клине.
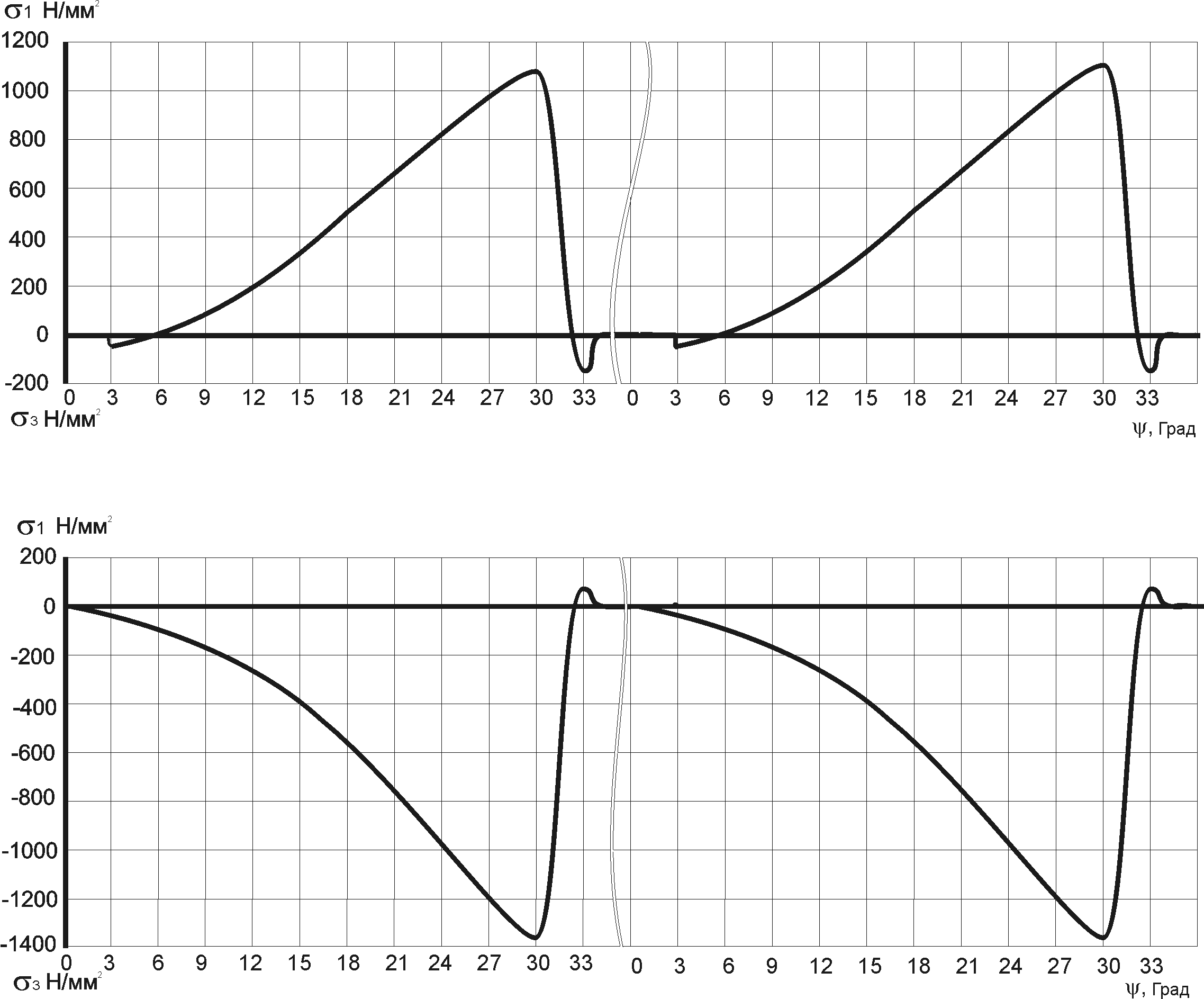
Используя полученные численные значения напряжений растяжения s1 на передней поверхности, построили циклограмму изменения напряженного состояния сменной режущей пластины в зависимости от угла контакта (рис.3), которая показала, что режущий элемент испытывает ассиметричный знакопеременный характер нагружения. Используя полученные результаты возможно провести расчет на циклическую прочность
Рис. 3. Циклограмма изменения напряженного состояния по передней и задней поверхностям СМП от мгновенного угла контакта. |
По картинам направлений векторов главных напряжений в расчетных точках режущего клина СРП были построены траектории максимальных касательных напряжений (рис.4 а, б).
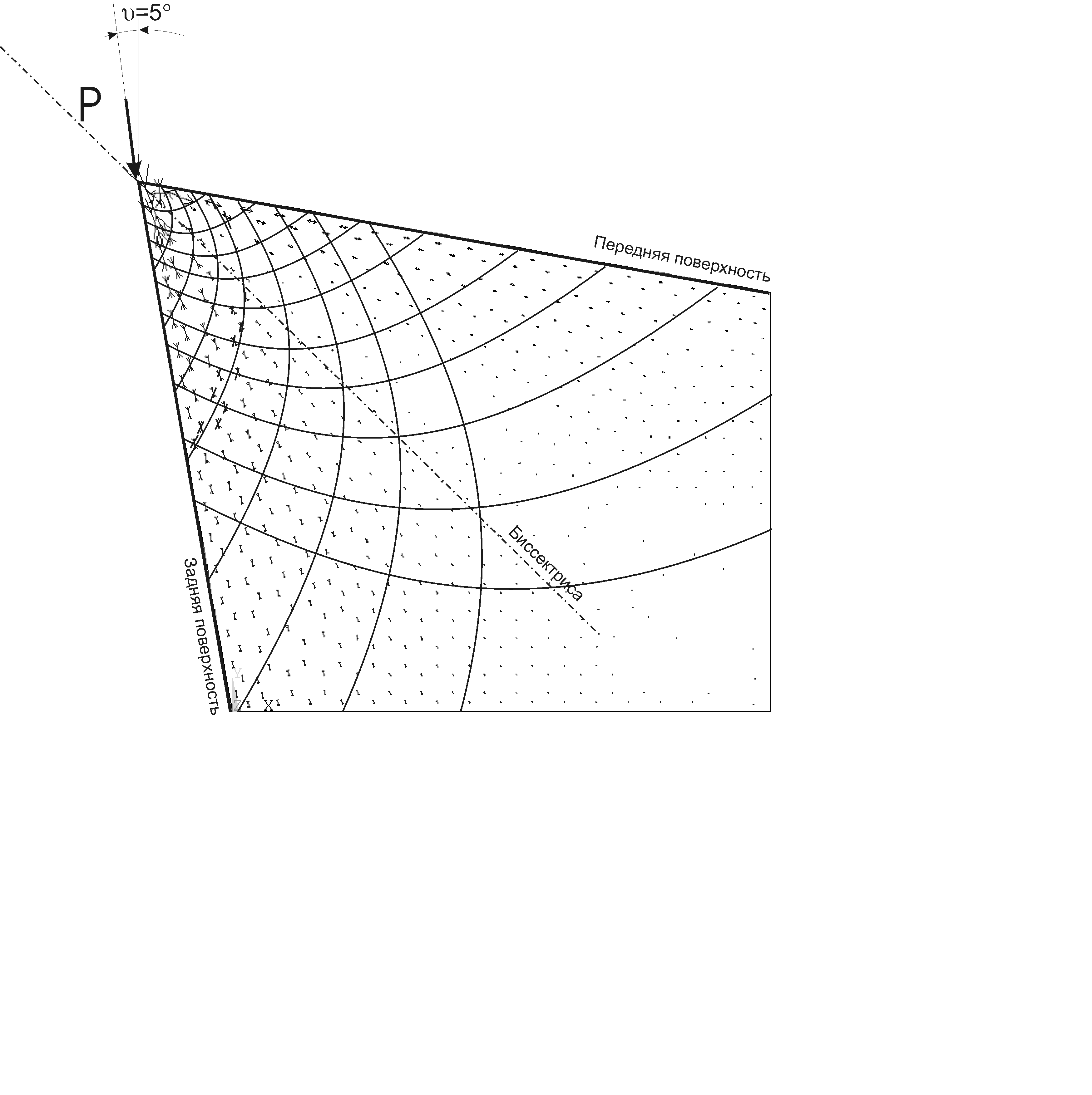
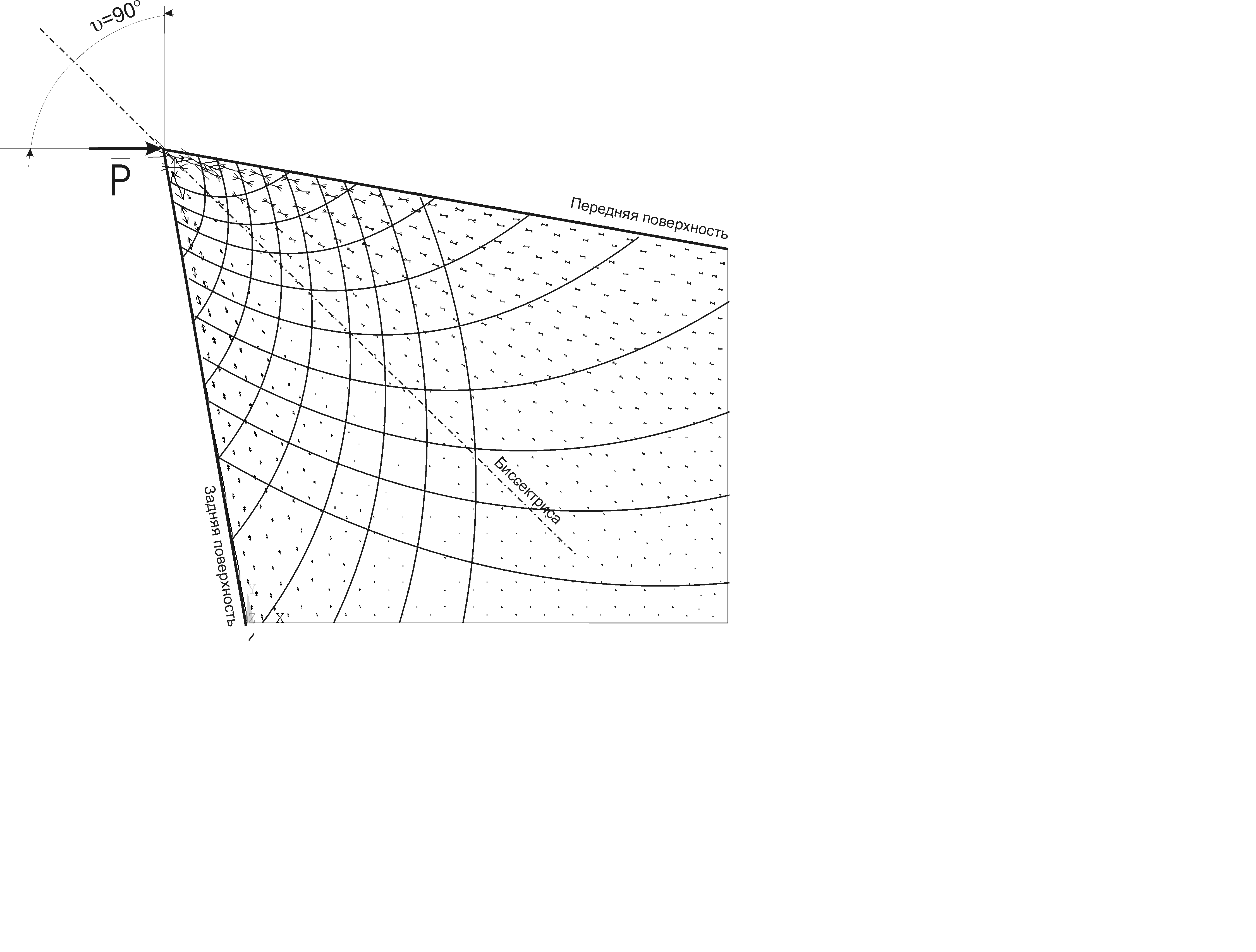
а) ψ = 32 б) ψ = 32.86°
Рис. 4. Траектории максимальных касательных напряжений при циклической нагрузке режущего клина
Сравнительный анализ траекторий максимальных касательных напряжений τmax показал, что при повороте вектора равнодействующей силы резания форма траекторий вдоль передней и задней поверхности изменяется. При увеличении мгновенного угла контакта ψ траектории τmax вдоль передней поверхности претерпевают незначительные изменения и разрушение идет отрывом.
В короткий период времени когда стружка отделилась от обрабатываемой поверхности детали, но режущий клин не вышел из зоны контакта по задней плоскости, т. е. угол приложения вектора силы резания u=90°, траектории τmax вытягиваются вдоль передней поверхности и разрушение происходит сдвигом. При уменьшении угла действия u равнодействующая силы Р траектории касательных напряжений τmax вытягиваются вдоль задней поверхности. По этим траекториям происходит разрушение сдвигом, а по передней поверхности разрушение отрывом.
4. Выводы
Таким образом, под действием знакопеременного ассиметричного характера нагружения происходит раскачивание инструментального твердого сплава режущего зуба фрезы под действием главных напряжений растяжения σ1, сжатия σ3 и максимальных касательных напряжений τmax, что приводит к образованию усталостных микротрещин и их развитию. Вследствие чего происходит разрушение режущего клина инструмента выкрашиванием или скалыванием. Поэтому для повышения работоспособности сборных фрез заслуживают внимания все практические рекомендации и научные обоснования, обеспечивающие снижение значений главных и максимальных касательных напряжений растяжения при знакопеременном нагружении в режущем клине инструмента.
Список литературы
, , Напряженно-деформированное состояние и прочность режущих элементов инструментов. – М.: Недра, 2001. – 199 с. Прочность и работоспособность сменных твердосплавных пластин сборных режущих инструментов. – Тюмень: ТюмГНГУ, 2003. – 192 с. , Сборная цилиндрическая фреза со сменными многогранными пластинами // Материалы международной научно-технической конференции, - Тюмень, 2003. , Проектирование сборных цилиндрических фрез по критерию прочности пластин // Образование через науку. Тезисы докладов Международной конференции. (посвященный 175-летию основания МГТУ им. ) Москва, 2005г.-М.: МГТУ им. , 2005.-С. 180-181. , , Расчет и проектирование сменных режущих пластин и сборных инструментов. – Тюмень: ТюмГНГУ, 2011 – 152с. , , Механика разрушения и прочность сменных режущих пластин из твердых сплавов. – Тюмень: ТюмГНГУ, 2013. – 148с. E. V. Artamonov, V. V. Kireev, and V. A. Zyryanov, Improving the Efficiency of Hobbing Mills, ISSN 1068-798X, Russian Engineering Research, 2017, Vol. 37, No. 5, pp. 447–449. Allerton Press, Inc., 2017. S. B. Egorov, A. V. Kapitanov, D. A. Loktev - Modern Methods and Technological Solutions for Effective Processing of Gear Wheels. Materials Science Forum, ISSN:1662-9752,Vol.870, pp 397-403, 2016 Trans Tech Publications, Switzerland V. Bettshnitt. Milling the gear wheels of large modules and rotors, Moscow Technological Forum. (2008) 10. N. Kurochkin, B. M. Solonitsyn, O. V. Taratynov, V. V. Klepikov, Processing of gears: improving productivity and quality, Truck. 3 (2005) 28-31. V. V. Klepikov, B. M. Solonitsyn, Increasing the technological capabilities of the process finish machining of gear wheels, Journal of mechanical engineering. 11 (2005) 47-49. V. I. Ruban, A. Z. Gojayev, V. M. Ruban, S. D. Zaitsev, The Selection of the optimum process of machining gear teeth, Journal of mechanical engineering. 7 (2008) 40-41. A. P. Yakovlev, Processing gears of large module, The chief mechanic. 6 (2014) 40-42. N. In. Kanatnikov, G. A. Kharlamov, Improving the efficiency of processing of straight-toothed bevel gears, Science intensive technologies in mechanical engineering. 3 (2015) 8-16. V. P. Barns, L. I. Kamenetsky, A. S. Kiryutin, E. A. Nigynsky, O. S. Ott, D. N. Pishchulin, Modern technological approaches in the manufacture of cylindrical gears in small-scale production and peculiarities of calculation and design of gear cutting tools, Metalworking. 4 (2015) 2-6. N. D. Papsheva, O. M. Akushskaya, Improving the efficiency of the process of gear cutting, Engineering journal of Don. 36 (2015) 54. N. Kanatnikov, G. Harlamov, P. Kanatnikova, A. Pashmentova, Power Consumption Optimization in Tooth Gears Processing, IOP Conference Series: Earth and Environmental Science, 115 (2018) INGERSOLL Teeth, Catalog, Ingersoll Werkzeuge GmbH, Haiger, 2008. , Выбор формы СМП для фрез с винтовым зубом // Материалы 3-ей научно-практической конференции. «Новые технологии – нефтегазовому региону» Тюмень: Издательство «Вектор Бук», 2005 – 156с. , , Формирование винтового зуба сборной фрезы с применением метода конечных элементов // Труды XXIV Российской школы по проблемам науки и технологии, посвященной 80-летию со дня рождения академика . Наука и технологии. В 3 т. Т 1.– М.: РАН, 2004. – С. 320-327.Авторы заявляют об отсутствии конфликта интересов.
Stress condition of a metal-cutting tool wedge during a cyclic load of the tool
Evgenii. V. Artamonov 1, a, Vadim A. Vasil'kovich 2, b, Vitalii A. Zyryanov 3, c,*
1 Industrial University of Tyumen, 38 Volodarskogo, Tyumen, 625000, Russian Federation
a ![]() https://orcid. org/0000-0002-3099-4435,
https://orcid. org/0000-0002-3099-4435, ![]() *****@***ru, b
*****@***ru, b ![]() https://orcid. org/0000-0003-3306-5452,
https://orcid. org/0000-0003-3306-5452, ![]() *****@***ru,
*****@***ru,
c ![]() https://orcid. org/0000-0002-8191-3930,
https://orcid. org/0000-0002-8191-3930, ![]() *****@***ru
*****@***ru
ARTICLE INFO
Article history:
Received: 1 June 2017
Revised: (Дата указывается редакцией)
Accepted: (Дата указывается редакцией)
Available online: (Дата указывается редакцией)
Keywords
Cutting,
Hard alloy,
Assembly cutters,
Stress strain behavior,
Stresses in cutting elements.
ABSTRACT
Cutting operations are widely used in modern mechanical engineering during a production of units. Quick speed steel is used as a component of cutting elements for years. With the development of the industry many plants began switching to a hard-alloy tool. But usage of cutters with hard-alloy durable teeth becomes complicated because of complications during a refile and relatively high level of manpower effort of their production. In the circumstances concerned usage of assembly metal-cutting tools with mechanical mounting of elements became a logical step. The object of the research is assembly cutters with retrofitable hard-alloy indexable inserts (RHAII).
The purpose of the research is to increase working capacity of the cutters by means of formation of technological helix of RHAII on the ground of research of cutting inequality, stress strain behavior (SSB) and durability of blade inserts. In the furtherance of this goal we defined the following problem: to research influence of helix angle with RHAII of the assembly cutter on irregularity of a milling process, to research a possibility of replacement of a continuous skew razor edge for a technological helix with RHAII. Numerical studies of SSB and durability of RHAII are conducted by means of a finite elements method with use of ANSYS. We received patterns of isolines of principal stresses s1, s2, s3 in RHAII in a plane of the plate and in the main section plane. We built diagrams of principal stresses distribution on the main cutting edge. The analysis of the received patterns of the diagrams isolines of the principle stresses in RHAII wedge showed that at the moment of a plunge cutting the wedge undergoes all-around compression, tensile stresses increase on the front surface and compressive stresses increase on the back surface during increasing of an angle. Sharp redistribution of stresses happens at the moment of cuts separation from the work pieces: a zone of compression arises on the front surface and an extension zone arises on the back surface. As a result the cutting element undergoes an alternative asymmetrical loading condition collecting cyclic fatigue in the main cutting edge.
For citation: Artamonov E. V., Vasilkovich V. A., Zyryanov V. A. Stress condition of a metal-cutting tool wedge during a cyclic load of the tool (tekhnologiya, oborudovanie, instrumenty) = Metal Working and Material Science, 2018. no. 3 (76), pp. 30–50. doi: 10.17212/1994-6309-2017-3-30-50. (in Russian)
References
Artamonov E. V., Efimovich I. A., Smolin N. I., Uteshev M. Kh. Napryazhenno-deformirovannoe sostoyanie i prochnost' rezhushchikh elementov instrumentov. – M.: Nedra, 2001. – 199 s. Artamonov E. V. Prochnost' i rabotosposobnost' smennykh tverdosplavnykh plastin sbornykh rezhushchikh instrumentov. – Tyumen': TyumGNGU, 2003. – 192 s. Artamonov E. V., Vasil'kovich V. A. Sbornaya tsilindricheskaya freza so smennymi mnogogrannymi plastinami // Materialy mezhdunarodnoi nauchno-tekhnicheskoi konferentsii, - Tyumen', 2003. Artamonov E. V., Vasil'kovich V. A. Proektirovanie sbornykh tsilindricheskikh frez po kriteriyu prochnosti plastin // Obrazovanie cherez nauku. Tezisy dokladov Mezhdunarodnoi konferentsii. (posvyashchennyi 175-letiyu osnovaniya MGTU im. N. E. Baumana) Moskva, 2005g.-M.: MGTU im. N.E. Baumana, 2005.-S. 180-181. Artamonov E. V., Pomigalova T. E., Uteshev M. Kh. Raschet i proektirovanie smennykh rezhushchikh plastin i sbornykh instrumentov. – Tyumen': TyumGNGU, 2011 – 152s. Artamonov E. V., Pomigalova T. E., Tveryakov A. M., Uteshev M. Kh. Mekhanika razrusheniya i prochnost' smennykh rezhushchikh plastin iz tverdykh splavov. – Tyumen': TyumGNGU, 2013. – 148s. E. V. Artamonov, V. V. Kireev, and V. A. Zyryanov, Improving the Efficiency of Hobbing Mills, ISSN 1068-798X, Russian Engineering Research, 2017, Vol. 37, No. 5, pp. 447–449. Allerton Press, Inc., 2017. S. B. Egorov, A. V. Kapitanov, D. A. Loktev - Modern Methods and Technological Solutions for Effective Processing of Gear Wheels. Materials Science Forum, ISSN:1662-9752,Vol.870, pp 397-403, 2016 Trans Tech Publications, Switzerland V. Bettshnitt. Milling the gear wheels of large modules and rotors, Moscow Technological Forum. (2008) 10. N. Kurochkin, B. M. Solonitsyn, O. V. Taratynov, V. V. Klepikov, Processing of gears: improving productivity and quality, Truck. 3 (2005) 28-31. V. V. Klepikov, B. M. Solonitsyn, Increasing the technological capabilities of the process finish machining of gear wheels, Journal of mechanical engineering. 11 (2005) 47-49. V. I. Ruban, A. Z. Gojayev, V. M. Ruban, S. D. Zaitsev, The Selection of the optimum process of machining gear teeth, Journal of mechanical engineering. 7 (2008) 40-41. A. P. Yakovlev, Processing gears of large module, The chief mechanic. 6 (2014) 40-42. N. In. Kanatnikov, G. A. Kharlamov, Improving the efficiency of processing of straight-toothed bevel gears, Science intensive technologies in mechanical engineering. 3 (2015) 8-16. V. P. Barns, L. I. Kamenetsky, A. S. Kiryutin, E. A. Nigynsky, O. S. Ott, D. N. Pishchulin, Modern technological approaches in the manufacture of cylindrical gears in small-scale production and peculiarities of calculation and design of gear cutting tools, Metalworking. 4 (2015) 2-6. N. D. Papsheva, O. M. Akushskaya, Improving the efficiency of the process of gear cutting, Engineering journal of Don. 36 (2015) 54. N. Kanatnikov, G. Harlamov, P. Kanatnikova, A. Pashmentova, Power Consumption Optimization in Tooth Gears Processing, IOP Conference Series: Earth and Environmental Science, 115 (2018) INGERSOLL Teeth, Catalog, Ingersoll Werkzeuge GmbH, Haiger, 2008. Artamonov E. V., Vasil'kovich V. A. Vybor formy SMP dlya frez s vintovym zubom // Materialy 3-ei nauchno-prakticheskoi konferentsii. «Novye tekhnologii – neftegazovomu regionu» Tyumen': Izdatel'stvo «Vektor Buk», 2005 – 156s. Artamonov E. V., Vasil'kovich V. A., Pomigalova T. E. Formirovanie vintovogo zuba sbornoi frezy s primeneniem metoda konechnykh elementov // Trudy XXIV Rossiiskoi shkoly po problemam nauki i tekhnologii, posvyashchennoi 80-letiyu so dnya rozhdeniya akademika V. P. Makeeva. Nauka i tekhnologii. V 3 t. T 1.– M.: RAN, 2004. – S. 320-327.The author declare no conflict of interest
Сведения для РИНЦ
Раздел ТЕХНОЛОГИЯ
1, 2, 3
1Тюменский индустриальный университет,
Ул. Володарского, 38, г. Тюмень, 625000, Россия
ORCID: https://orcid. org/0000-0002-3099-4435, e-mail: *****@***ru
ORCID: https://orcid. org/0000-0003-3306-5452: e-mail: *****@***ru
ORCID: http://orcid. org/0000-0002-7000-6761, e-mail: *****@***ru
Напряженное состояние в режущем клине металлорежущего инструмента при циклическом нагружении
Аннотация
В современном машиностроении при производстве изделий широко применяются фрезерные операции. В режущих элементах фрез многие годы применяются быстрорежущие стали. С развитием промышленности многие предприятия стали активно переходить на твердосплавный инструмент. Однако применение фрез с твердосплавными перетачиваемыми зубьями осложняется по причине сложностей при переточке и относительно высокой трудоемкостью их изготовления. В сложившейся ситуации логичным стало применение сборных металлорежущих инструментов с механическим креплением режущих элементов. Объектом исследования являются сборные фрезы со сменными многогранными пластинами(СМП) из твердого сплава.
Целью данной работы является повышение работоспособности фрез формированием технологической винтовой линии СМП на основании результатов исследования неравномерности фрезерования, напряженно-деформированного состояния (НДС) и прочности режущих пластин. Для решения изложенной цели была сформулирована следующая задача: Исследовать влияние угла наклона технологической винтовой линии с СМП сборной фрезы на неравномерность процесса фрезерования, исследовать возможность замены непрерывной винтовой режущей кромки фрезы на технологическую винтовую линии с СМП. Численные исследования НДС и прочности СМП проведены методом конечных элементов с использованием программы ANSYS. Получены картины изолиний главных напряжений s1, s2, s3 в СМП в плоскости пластины и в главной секущей плоскости, построены эпюры распределения главных напряжений на главной режущей кромке. Анализ полученных картин изолиний эпюр главных напряжений в режущем клине СМП показал, что в момент врезания режущая кромка испытывает всестороннее сжатие, при увеличении угла на передней поверхности растут напряжения растяжения, а на задней – сжатие. В момент отделения стружки от заготовки происходит резкое перераспределение напряжений: на передней поверхности образуется зона сжатия, а на задней – растяжения. В результате режущий элемент испытывает знакопеременный ассиметричный характер нагружения, накапливая циклическую усталость в главной режущей кромке.
УДК 621.914.025.7
Ключевые слова:
Фрезерование, твердый сплав, сборные фрезы, напряженно-деформированное состояние, напряжения в режущих элементах.
СПИСОК ЛИТЕРАТУРЫ
, , Напряженно-деформированное состояние и прочность режущих элементов инструментов. – М.: Недра, 2001. – 199 с. Прочность и работоспособность сменных твердосплавных пластин сборных режущих инструментов. – Тюмень: ТюмГНГУ, 2003. – 192 с. , Сборная цилиндрическая фреза со сменными многогранными пластинами // Материалы международной научно-технической конференции, - Тюмень, 2003. , Проектирование сборных цилиндрических фрез по критерию прочности пластин // Образование через науку. Тезисы докладов Международной конференции. (посвященный 175-летию основания МГТУ им. ) Москва, 2005г.-М.: МГТУ им. , 2005.-С. 180-181. , , Расчет и проектирование сменных режущих пластин и сборных инструментов. – Тюмень: ТюмГНГУ, 2011 – 152с. , , Механика разрушения и прочность сменных режущих пластин из твердых сплавов. – Тюмень: ТюмГНГУ, 2013. – 148с. E. V. Artamonov, V. V. Kireev, and V. A. Zyryanov, Improving the Efficiency of Hobbing Mills, ISSN 1068-798X, Russian Engineering Research, 2017, Vol. 37, No. 5, pp. 447–449. Allerton Press, Inc., 2017. S. B. Egorov, A. V. Kapitanov, D. A. Loktev - Modern Methods and Technological Solutions for Effective Processing of Gear Wheels. Materials Science Forum, ISSN:1662-9752,Vol.870, pp 397-403, 2016 Trans Tech Publications, Switzerland V. Bettshnitt. Milling the gear wheels of large modules and rotors, Moscow Technological Forum. (2008) 10. N. Kurochkin, B. M. Solonitsyn, O. V. Taratynov, V. V. Klepikov, Processing of gears: improving productivity and quality, Truck. 3 (2005) 28-31. V. V. Klepikov, B. M. Solonitsyn, Increasing the technological capabilities of the process finish machining of gear wheels, Journal of mechanical engineering. 11 (2005) 47-49. V. I. Ruban, A. Z. Gojayev, V. M. Ruban, S. D. Zaitsev, The Selection of the optimum process of machining gear teeth, Journal of mechanical engineering. 7 (2008) 40-41. A. P. Yakovlev, Processing gears of large module, The chief mechanic. 6 (2014) 40-42. N. In. Kanatnikov, G. A. Kharlamov, Improving the efficiency of processing of straight-toothed bevel gears, Science intensive technologies in mechanical engineering. 3 (2015) 8-16. V. P. Barns, L. I. Kamenetsky, A. S. Kiryutin, E. A. Nigynsky, O. S. Ott, D. N. Pishchulin, Modern technological approaches in the manufacture of cylindrical gears in small-scale production and peculiarities of calculation and design of gear cutting tools, Metalworking. 4 (2015) 2-6. N. D. Papsheva, O. M. Akushskaya, Improving the efficiency of the process of gear cutting, Engineering journal of Don. 36 (2015) 54. N. Kanatnikov, G. Harlamov, P. Kanatnikova, A. Pashmentova, Power Consumption Optimization in Tooth Gears Processing, IOP Conference Series: Earth and Environmental Science, 115 (2018) INGERSOLL Teeth, Catalog, Ingersoll Werkzeuge GmbH, Haiger, 2008. , Выбор формы СМП для фрез с винтовым зубом // Материалы 3-ей научно-практической конференции. «Новые технологии – нефтегазовому региону» Тюмень: Издательство «Вектор Бук», 2005 – 156с. , , Формирование винтового зуба сборной фрезы с применением метода конечных элементов // Труды XXIV Российской школы по проблемам науки и технологии, посвященной 80-летию со дня рождения академика . Наука и технологии. В 3 т. Т 1.– М.: РАН, 2004. – С. 320-327.Дата поступления: 26.03.2018
Раздел TECHNOLOGY
1 Evgeniy V. Artamonov, 1Vadim A. Vasilkovich, 1 Vitaliy A. Zyryanov.
1 Industrial University of Tyumen, 38 Volodarskogo, Tyumen, 625000, Russian Federation
Artamonov E. V. ORCID: https://orcid. org/0000-0002-3099-4435, e-mail: *****@***ru
Vasilkovich V. A. ORCID: https://orcid. org/0000-0003-3306-5452, e-mail: *****@***ru
Zyryanov V. A. ORCID: http://orcid. org/0000-0002-7000-6761, e-mail: *****@***ru
Stress condition of a metal-cutting tool wedge during a cyclic load of the tool
Cutting operations are widely used in modern mechanical engineering during a production of units. Quick speed steel is used as a component of cutting elements for years. With the development of the industry many plants began switching to a hard-alloy tool. But usage of cutters with hard-alloy durable teeth becomes complicated because of complications during a refile and relatively high level of manpower effort of their production. In the circumstances concerned usage of assembly metal-cutting tools with mechanical mounting of elements became a logical step. The object of the research is assembly cutters with retrofitable hard-alloy indexable inserts (RHAII).
The purpose of the research is to increase working capacity of the cutters by means of formation of technological helix of RHAII on the ground of research of cutting inequality, stress strain behavior (SSB) and durability of blade inserts. In the furtherance of this goal we defined the following problem: to research influence of helix angle with RHAII of the assembly cutter on irregularity of a milling process, to research a possibility of replacement of a continuous skew razor edge for a technological helix with RHAII. Numerical studies of SSB and durability of RHAII are conducted by means of a finite elements method with use of ANSYS. We received patterns of isolines of principal stresses s1, s2, s3 in RHAII in a plane of the plate and in the main section plane. We built diagrams of principal stresses distribution on the main cutting edge. The analysis of the received patterns of the diagrams isolines of the principle stresses in RHAII wedge showed that at the moment of a plunge cutting the wedge undergoes all-around compression, tensile stresses increase on the front surface and compressive stresses increase on the back surface during increasing of an angle. Sharp redistribution of stresses happens at the moment of cuts separation from the work pieces: a zone of compression arises on the front surface and an extension zone arises on the back surface. As a result the cutting element undergoes an alternative asymmetrical loading condition collecting cyclic fatigue in the main cutting edge.
Keywords: cutting, hard alloy, assembly cutters, stress strain behavior, stresses in cutting elements.
