
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Орбитальная сварка, ее эффективность и применение на сварной конструкции – трубопровод
Орбитальная сварка - это автоматическая или механизированная сварка труб с трубами, либо сварка труб с другими конструкциями (например с трубной решеткой или с коллектором), где свариваемое изделие неподвижно, а электрод вращается вокруг соединения, по траектории сварного шва. Орбитальная сварка производиться неплавящимся электродом с присадочной проволокой, неплавящимся электродом без присадочной проволоки (орбитальная сварка оплавлением), а также плавящимся электродом (сплошной или порошковой проволокой).
Орбитальная сварка - одно из самых передовых изобретений в области автоматизации сварочных процессов. Автоматизация процесса орбитальной сварки позволило сократить трудозатраты, но самое главное повысить надежность сварочного шва, что крайне важно для трубопроводов высокого давления.
Системы механизированной орбитальной сварки труб были впервые разработаны более 30 лет назад, для выполнения работ в аэрокосмической промышленности и атомной энергетике. Орбитальная сварка используется для монтажа трубопроводов фармацевтической, биотехнологической, пищевой, строительной и газовой промышленности. Одной из важнейших областей применения орбитальной сварки является кораблестроение, где уже само по себе сложное конструктивное решение гидравлических систем охлаждения. В настоящее время орбитальная сварка широко используются практически в каждой отрасли, где есть необходимость в сварке труб или трубопроводов. Несмотря на ее широкое применение и опыт эксплуатации на большом количестве предприятий, каждый год многие компании, при отсутствии опыта работы с орбитальной сваркой, приступают к процессу оценки целесообразности её применения для их конкретной задачи сварки.
Решение о проработке целесообразности применения орбитальной сварки может быть связано:
- с нехваткой квалифицированных сварщиков; повышением требований стандартов качества; необходимостью повышения производительности или расширением производства, либо желанием сократить дефекты и затраты на ремонт.
Конструкция – трубопровод:
В настоящее время наиболее дешевым и высоконадежным транспортом нефти и нефтепродуктов являются магистральные трубопроводы, через которые транспортируется порядка 95% добываемой нефти. Магистральные трубопроводы относятся к категории опасных производственных объектов, аварии и отказы, в работе которых, могут принести значительный материальный и экологический ущерб.
Высокое качество сварных соединений, высокую производительность обеспечивают только технологии и оборудование автоматической орбитальной сварки.
Соединение при орбитальной сварке:
У орбитальной сварки есть два основных вида сварочных соединений:
- первый вид относится стык поворотный (свариваемая труба во время сварки вращается, а горелка, которая производит сварку, остаётся неподвижной); второй вид относится стык неповоротный (в неподвижном состоянии находится труба, а горелка вращается вокруг неё, производя сварочные соединения).
Особенности:
Одной из особенности орбитальной сварки является то, что при сваривании орбитальным методом трубных материалов, окружность трубы делят на отдельные сектора, в каждом отдельном секторе устанавливается подходящее для него, оптимальное значение. Примечательно то, что таких секторов может насчитываться до 100. Широкое применение в последнее время получила орбитальная сварка труб, методом использования узкощелевой разделки (по узкому зазору).
Обеспечение качества сварных соединений и высокой производительности применяемых процессов орбитальной сварки магистральных трубопроводов - актуальная задача. Эффективным решением этой задачи является уменьшение объема наплавляемого металла при сварке по узкому зазору. Преимущество орбитальной сварки плавящимся электродом по узкому зазору магистральных трубопроводов состоит в значительном уменьшении объема наплавляемого металла (Рис. 1).
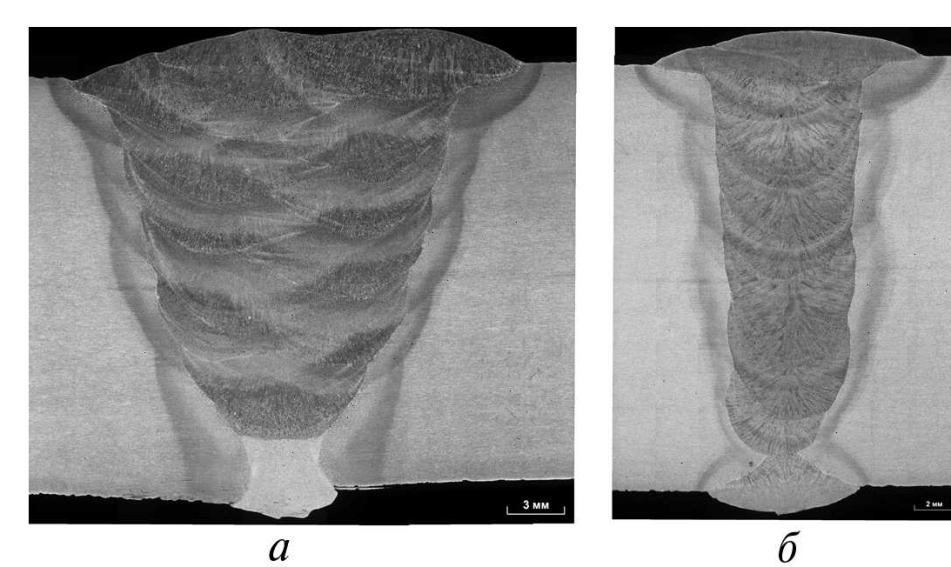
Рис. 1 Объем наплавки в стандартную (а) и зауженную (б) разделку
Сварка по узкому зазору в зауженную (щелевую) разделку начала применяться в промышленности еще в начале 60-х годов прошлого века и занимает достойное место среди других сварочных технологий.
Дело в том, что любое уменьшение ширины стыка (сечения), значительно снижает объём стыка в несколько раз, в зависимости от того, какая толщина у стенок трубы. Именно этот фактор, позволяет уменьшить сварные деформации, а так же, значительно сократить перегревание основного металла. Что касается угла наклона, которым обладает кромка самого обычного V образного стыка, то он равняется примерно от 10 до 200C. Угол стыка узковой, равняется примерно от 2 до 60C. Особенностью узкощелевой разделки методом орбитальной сварки, является то, что узкий стык имеет возможность завариваться способом - от стенки до стенки, если сказать другими словами, то получается наложение одного слоя сварки за один проход (Рис. 2).
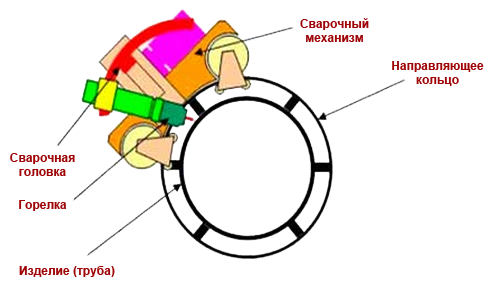

Рис.2 Схема разбивки стыков на сектора для орбитальной сварки:
1. Труба. 2. Сварочная горелка 3. Сектор сварки 4. Перекрытие шва в конце сварки
5. Направление сварки
Широкое распространение этого метода сварки труб (неповоротных стыков) связано с тем, что данный метод обеспечивает нужную глубину проплавления и форму провара, качественно формирует корень шва, поддерживает дугу в необходимом состоянии и обеспечивает одинаковые в любых направлениях условия сварки. Понятие «орбитальная сварка» обозначает выполнение кольцевых сварочных швов на закрепленной детали. При этом сварочная горелка двигается вокруг трубы по определенной круговой орбите.
Орбитальная механизированная сварка. Точность
Орбитальная механизированная сварка по сравнению с ручной сваркой, требует повышенных показателей точности, как при подготовке к свариванию поверхностей кромок, так и при сборке стыка.
Точность при механизированной сварке нужна потому, что устройство выполняющее сварку, делает только то, что запрограммировал оператор, от начала до конца, и сама машина не может подстроиться на незапланированную сварочную волну, если при подготовке кромок была допущена ошибка. Из-за такой ошибки, очень часто требуется время на то, чтобы качественно и точно подготовить кромки изделия к сварке, может быть на порядок больше, чем время, которое требуется на весь сварочный процесс в целом. Сборка и последующая прихватка осуществлялась в специальных центраторах.
Преимущества сварки:
У орбитальной сварки есть целый ряд преимуществ и различных причин, по которым орбитальная сварка заслуженно является востребованной.
Вот несколько преимуществ орбитального вида сварки:
Высокая производительность. По сравнению с ручной сваркой, сварка орбитальная значительно сокращает расходы по многим пунктам, как в денежном эквиваленте, так и во временном. Высокое качество. При правильной настройке систем и устройств, при выполнении сварки орбитальным способом, качество сварных соединений всегда остаётся на высоте, чего не всегда можно сказать о ручной сварке.Стоит отметить, что при некоторых видах сварочных работ, таких примерно как, сварка труб фармацевтических, или же сварка различных полупроводников, орбитальная сварка является единственным возможным способом сварки, при котором можно получить именно тот результат, который необходим.
Третьим преимуществом является постоянство. Дело в том, что установив однажды установку для осуществления орбитальной сварки, она может обеспечить созданием качественных сварочных швов более сотни раз. Установка орбитальной сварки имеет возможность записывать все данные по сварочному процессу, на основании которых в последующем можно осуществлять доработки, делать выводы и устранять обнаруженные дефекты в настройке.Основные задачи:
- обеспечить стабильное качество и высокую усталостную прочность сварных соединений; расширить область применения автоматической орбитальной сварки при изготовлении и ремонте трубопроводов.
Стабильное качество при выполнении орбитальной сварки было достигнуто путем комплексного подхода при решении вопросов на каждом технологическом этапе:
- Подготовка кромок под сварку; Сборка; Сварка; Контроль качества сварки.
Подготовка перед сваркой:
При сварке двух труб встык, следует опасаться двух основных проблем это несовпадения и зазоры. Подготовка кромок и сборка под сварку осуществляется в соответствии с требованиями по таблице.
Тип сварочной головки | Толщина стенки S, мм | b, мм | l1, мм | l2, мм |
Открытая | до 1,0 от 1,0 до 1,5 от 1,5 до 3 | 0...0.1 0...0,15 0...0.2 | от 100 | от 5 |
Закрытая | до 1,0 от 1,0 до 1,5 от 1,5 до 3 | 0...0.1 0...0.15 0...0.2 | от 19 | от 19 |
Открытая | 0,5...3 | 0...0.1 S | от 100 | от 15 |
Открытая | 0,5...3 | 0...0.2 | от 100 | от 5 |
Примечание:b - зазор под сварку; l1- длина необходимого прямолинейного участка; 12- расстояние от сварочного стыка до арматуры. |
Для обеспечения необходимого зазора под сварку используют отрезные и торцевальные станки, которые полностью исключают ручную подготовку кромок под сварку, после обработки, на которых неперпендикулярность торца трубы не превышает 0,1 мм относительно оси трубы. Требования к подготовке кромок под орбитальную сварку приведены в таблице.
Сначала трубы центруются и прихватываются в нескольких точках по всей окружности. Затем, удостоверившись в правильности центровки, обваривают шов. Сваренную поверхность очищают, удаляют шлак, проверяют качество (Рис. 3), (Рис. 4).

Рис. 3 Трубы центрируются

Рис. 4 Центраторы для сборки труб
Сварочные источники для орбитальной сварки
Орбитальная сварка производится на комплексе специального оборудования.
Орбитальная сварочная система состоит:
- Программируемый источник сварочного тока, который осуществляет контроль и программирование действий головки, и режимов сварки; Сварочная головка (открытого либо закрытого типов), которая перемещает и манипулирует горелкой; Пульт дистанционного управления, для контроля за действиями системы на расстоянии от источника тока; Система рециркуляции охлаждающей жидкости, для охлаждения горелки и если предусмотрено охлаждения головки.
С помощью оборудования проводится контроль: тока, вращения, подачи проволоки и расхода газа, при этом устанавливается шовный профиль.
Данный тип оборудования имеет устройство охлаждения, которое подает охлажденную жидкость на некоторые слишком чувствительные части головки, чтобы не произошло перегрева. Источники питания имеют автоматическое программирование сварочного режима, используя для этого показатели размера труб, тип материала и используемый газ, тем самым уменьшается подбор нужного режима. Современное оборудование оснащено интегральным принтером, датчиками, отвечающими за неисправности, и идентификатором сварочной головки.
Источники питания инверторного типа имеют микропроцессорное управление, встроенные блоки синергетического управления и способны программировать и контролировать следующие параметры режима сварки:
- высокочастотное зажигание дуги; плавное нарастание тока после зажигания дуги; ток сварки; напряжение дуги; длину дуги (регулировка длины дуги контролем напряжения); параметры импульсного режима (ток, время и форму импульсов, синхронизацию импульсов, ток и время паузы, баланс импульсов по отношению к нулевой линии тока); плавный спад тока (режим заварки кратера); подачу защитного газа до и после сварки.
Некоторые источники питания могут подключаться к персональным компьютерам. В этом случае облегчается программирование режимов сварки, которое можно выполнять в цехе или монтажной площадке. Большим преимуществом является режим записи и сохранения реальных параметров сварки. Для удобства работы источники питания комплектуются переносными пультами управления, которые дают возможность оперативного управления процессом сварки непосредственно с рабочего места Рис.5.
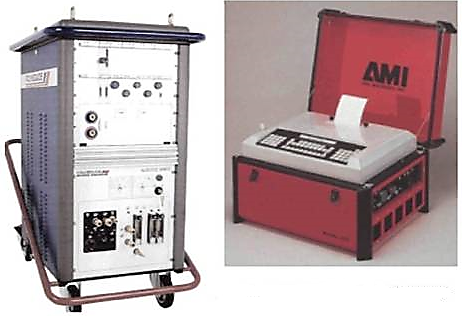
Рис.5 Внешний вид источников питания для орбитальной сварки
Существуют несколько разновидностей головок для орбитальной сварки, которые разработаны с учетом ограничений для конкретных потребностей и применений. Сварочные головки для многопроходной орбитальной сварки труб разделяют на два типа: «все функции в одной», или «орбитальные полнофункциональные».
Сварочная головка имеет следующие возможности:
- Вращение горелки; Подача присадочной проволоки; Устройство электронного контроля за длиной дуги; Устройство колебаний горелки с программируемыми шириной, скоростью и временем задержки колебаний в конечных точках амплитуды.

Проблемы внедрения орбитальной сварки и пути их решения:
При выполнении орбитальной сварки существует ряд проблем, затрудняющих промышленное применение сварки в зауженные (щелевые) разделки, которые можно классифицировать по влиянию на стабильность параметров дуги, минимизацию дефектов сварных соединений и проблемы практической реализации процессов сварки:
1) трудности, связанные с блужданием дуги в разделке;
2) доступ в зону сварки из-за узости разделки:
- сложность визуального контроля процесса сварщиком, особенно при сварке корневыхи первых заполняющих слоев швов толстостенных магистральных трубопроводов; обеспечение и поддержание оптимальной величины вылета электрода; обеспечение эффективной газовой защиты зоны сварки;
3) проблемы с обеспечением стабильно высокого качества сварных соединений:
- зашлакованность шва при использовании порошковых проволок; сложность обеспечения требуемой геометрии швов; отсутствие данных о влиянии параметров сборки на качество сварки; компенсация уменьшения угла раскрытия кромок из-за деформаций в процессе сварки; необходимость подбора сварочных материалов, обеспечивающих равнопрочность шва и основного металла; высокая вероятность образования холодных и горячих трещин, особенно в центральной части шва; необходимость проработки вопросао влиянии технологических параметров сварки на структуру шва и зоны термического влияния (ЗТВ).
При реализации такого комплексного подхода проблемы разработки и внедрения высокопроизводительных технологий орбитальной сварки плавящимся электродом по узкому зазору в ближайшее время будут успешно решены, что позволит гарантированно обеспечить стабильно высокое качество сварных соединений при строительстве и ремонте магистральных трубопроводов. Рис.6, Рис.7.
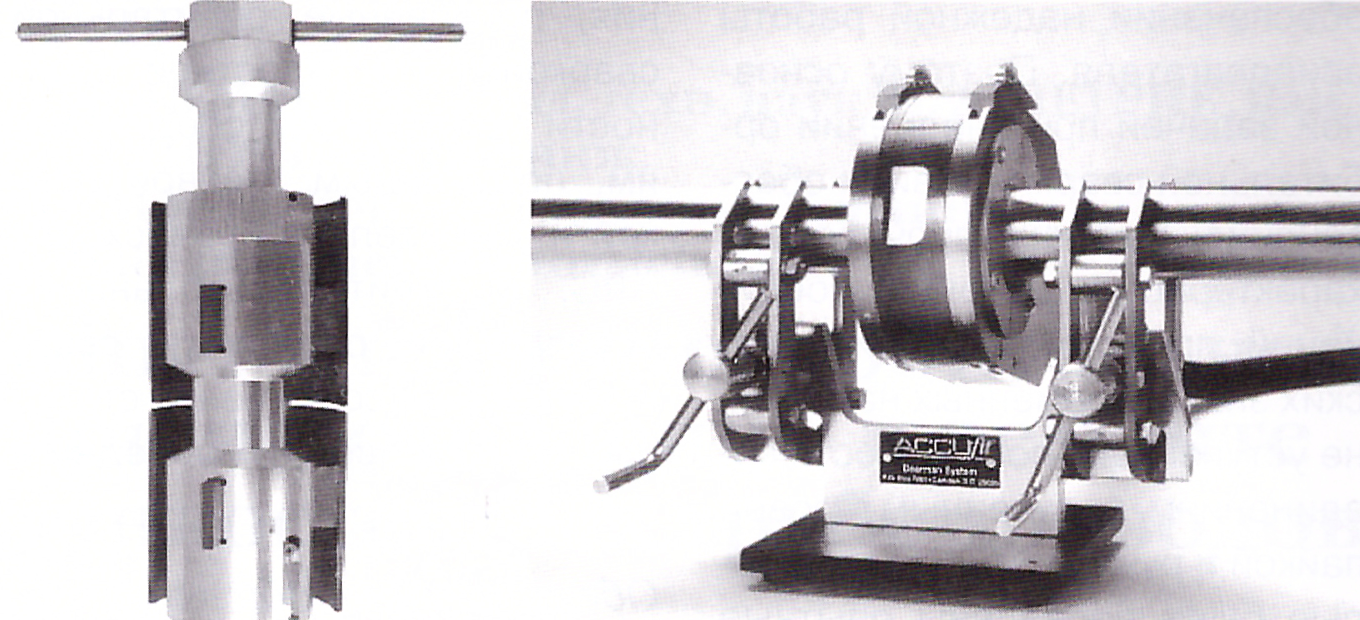
Рис.6 Сборка и последующая прихватка в специальных центраторах
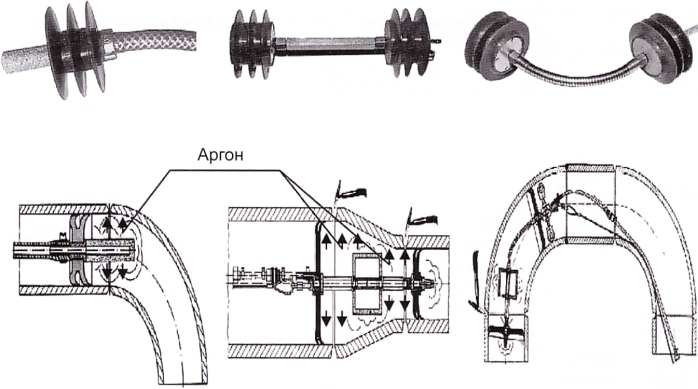
Рис.7 Вспомогательные приспособления для формирования обратной стороны шва
В настоящее время проблемы решаются за счет использования специальных сварочных комплексов с возможностью сварки в импульсном режиме на малом токе (от 5 мм) и использованием специальных приспособлений для улучшения формирования обратной стороны шва.
Перспективным путем увеличения производительности при строительстве и ремонте магистральных трубопроводов является внедрение технологий автоматической орбитальной сварки в зауженную разделку.
Библиография
Известия высших учебных заведений. Пути решения проблем внедрения автоматической орбитальной сварки магистральных трубопроводов по узкому зазору. Орбитальная сварка - часть №1Автоматы для орбитальной сварки:[Электронный ресурс] – Режим доступа:http://www. intertehno. ru/articles/c5/8/. Орбитальная сварка[Электронный ресурс] – Режим доступа: http://zavarimne. ru/oborudovanie/raznovidnosti-apparatov-dlya-svarki-trub/.