
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
УДК 621.914.025.7
ПОВЫШЕНИЕ ПРОИЗВОДИТЕЛЬНОСТИ ОБРАБОТКИ ЗУБЧАТЫХ КОЛЕС
С. А. ЧЕВЫЧЕЛОВ 1, к. т.н. доцент
П. П. ЧИСТЯКОВ 1 аспирант
В. С. ОЛЕКСЮК 2
(1ЮЗГУ, г. Курск, 2 им. г. Курск)
- 305040, г. Курск, ул. 50 лет Октября,
Юго-Западный государственный университет.
e-mail: *****@***com
Аннотация: в статье рассмотрены проблемы обработки крупномодульных зубчатых колес и методы повышения производительности процесса фрезерования эвольвентных поверхностей данных деталей, за счет применения многогранных пластин с прямолинейной режущей кромкой, а также влияние параметров установки производящих линий гиперболоидного инструмента на точность аппроксимации эвольвентного профиля. Приведена блок схема алгоритма оптимизации проектных параметров гиперболоидной фрезы, разделенная на три этапа, пройдя которые можно добиться такой аппроксимации эвольвентного профиля гиперболической кривой, которая позволит производить обработку боковой поверхности зуба крупномодульных зубчатых колес за один проход.
Ключевые слова: эвольвентный профиль, аппроксимация профиля, гиперплоидные инструменты.
Введение
В условиях единичного и мелкосерийного производства станки с программным управлением являются наиболее эффективным оборудованием, которые позволяют использовать новые схемы формообразования и режущие инструменты, оснащенные сменными многогранными пластинами (СМП). Использование метода непрерывного обката позволяет повысить производительность обработки крупномодульных зубчатых колес, за счет использования сборных фрез, оснащенных СМП из прогрессивных инструментальных материалов, а также обеспечить 6 степень точности обрабатываемого колеса [1, 8], однако аппроксимация эвольвентного профиля в данном методе производится прямолинейными отрезками, от количества которых зависит погрешность профиля зуба. Таким образом, для обработки одной боковой поверхности зуба может потребоваться осуществить несколько десятков проходов по его длине.
Повысить производительность процесса фрезерования поверхностей деталей, образующая которых представляет собой участок кривой второго порядка с положительной кривизной, можно за счет применения многогранных пластин специальной формы, режущие кромки которых имеют отрицательную кривизну. Изготовление таких пластин вызывает определенные трудности. В тоже время имеется ряд работ, в которых авторами предлагается оснащать фрезы для обработки подобных поверхностей СМП с прямолинейной режущей кромкой, расположенными под углом к оси вращения инструмента ![]()
![]() (рис. 1) [2, 3].
(рис. 1) [2, 3].
Необходимый угол наклона режущих кромок каждой СМП ![]()
![]() определяют по формуле:
определяют по формуле:
![]()
![]() (1)
(1)
где: ![]()
![]() - радиус производящей поверхности гиперболоидной фрезы в конечной точке режущей кромки СМП, мм (рис. 1);
- радиус производящей поверхности гиперболоидной фрезы в конечной точке режущей кромки СМП, мм (рис. 1);
![]()
![]() - радиус производящей поверхности гиперболоидной фрезы в начальной точке режущей кромки СМП, мм;
- радиус производящей поверхности гиперболоидной фрезы в начальной точке режущей кромки СМП, мм;
![]()
![]() - координата по оси
- координата по оси ![]()
![]() конечной точки режущей кромки СМП, мм;
конечной точки режущей кромки СМП, мм;
![]()
![]() - координата по оси
- координата по оси ![]()
![]() начальной точки режущей кромки СМП, мм.
начальной точки режущей кромки СМП, мм.
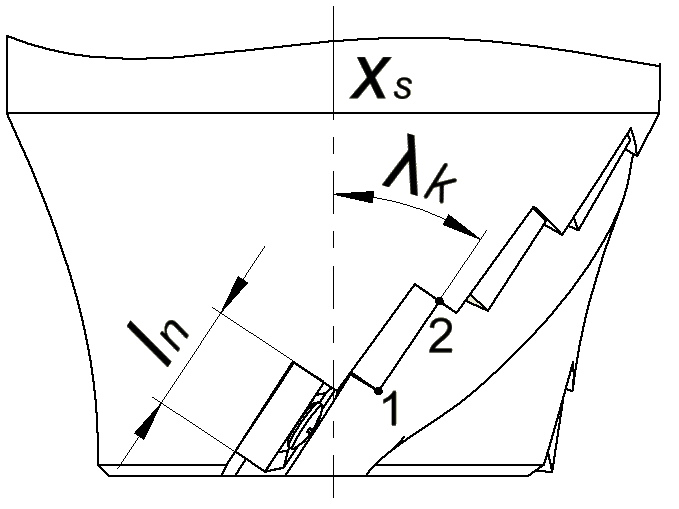
Рис. 1. Угол наклона режущей кромки
При этом производящая поверхность фрезы представляет собой множество однополостных гиперболоидов при установке каждой СМП под своим углом наклона к оси инструмента, а фреза получается специальной, и обработка может производиться как на универсальном, так и на оборудовании с ЧПУ [4, 5].
Таким образом, при моделировании профиля остаточных слоев эллиптическим параболоидом n-го порядка вдоль образующей номинальной поверхности зуба его можно представить уравнением, в котором nE = 4 [6]
![]()
![]() (2)
(2)
где nE и nF – положительные рациональные числа, характеризующие профиль остаточных слоев вдоль образующей Е и направляющей F линий номинальной поверхности, a и b – полуоси эллипсоида на уровне средней линии.
Используя одну прямолинейную образующую, можно с определенной точностью провести формообразование боковой поверхности зуба за один проход. Если необходимо обеспечить более высокую точность, то можно провести обработку методом непрерывного обката, при этом количество проходов гиперболоидной фрезой будет в несколько раз меньше, чем при использовании дисковой фрезы.
Для того, чтобы определить точность предложенного способа, необходимо провести математическое моделирование точности формообразования профиля зубьев обрабатываемых зубчатых колес спроектированной гиперболоидной фрезой.
Результаты и обсужденияБлок-схема алгоритма, позволяющего рассчитать максимальное отклонение формируемого профиля Дmax при различных значениях начальных параметров, содержит 3 основных этапа и представлена на рис. 2 [7].

Рис. 2. Блок-схема алгоритма оптимизации проектных параметров гиперболоидной фрезы.
На первом этапе на основе параметров зубчатого колеса рассчитывается дискретное представление эвольвентного профиля, а так же минимальное значение угла поворота и системы координат производящей поверхности XS, YS относительно системы координат образующей номинальной поверхности XB, YB.[9] На втором этапе получаем дискретное представление профиля производящей поверхности методом кубической сплайн интерполяции, а так же углы наклона прямолинейных образующих производящей поверхности к оси вращения инструмента ![]()
![]() . На третьем этапе определяется количество режущих элементов в одном зубе фрезы K и оптимальные параметры конструкции режущих зубьев фрезы из условия минимума максимальной погрешности аппроксимации эвольвентного профиля Дmax.
. На третьем этапе определяется количество режущих элементов в одном зубе фрезы K и оптимальные параметры конструкции режущих зубьев фрезы из условия минимума максимальной погрешности аппроксимации эвольвентного профиля Дmax.
Предложенный способ аппроксимации эвольвентного профиля гиперболической кривой позволяет производить обработку боковой поверхности зуба крупномодульных зубчатых колес за один проход, тем самым повысить производительность обработки по сравнению с методом обката дисковыми фрезами до 10 раз. При этом точность формируемого профиля зависит от параметров наладки: для каждого конкретного случая обработки необходимо определить оптимальный угол иє, при котором отклонения формируемого профиля принимают минимальные значения.
Список литературы Сборные дисковые зуборезные фрезы и процесс механической обработки крупномодульных зубчатых колес на станках с ЧПУ [Текст] / // Известия МГТУ МАМИ. 2011. №1. С. 174-177. S. G. Emel'yanov, S. A. Chevychelov Errors of profile formed by hyperbolic mill, Russian Engineering Research. 2008. Т. 28. № 1. С. 31-34. Применение режущих пластин с прямолинейной кромкой для обработки криволинейных участков профиля [Текст] / , // СТИН. 2007. №2. С. 13-16. Анализ результатов процесса проектирования гиперболических фрез / // Вестник машиностроения. 2007. № 12. С. 64–66. , САПР гиперболических фрез для репрофилирования рельсов [Текст] / , // Вестник машиностроения №12, 2007 с. 62-64. Инженерия поверхностей деталей / Колл. авт.; под ред. . Машиностроение. 2008. – 320 с.: ил. S. G. Emelyanov, S. A. Chevychelov, P. P. Chistyakov, A method of processing of involute profiles of large-module gear wheels. Applied Mechanics and Materials Vol. 698 (2015) pp 546-551. , , Разработка САПР гиперболоидных фрез для обработки эвольвентных профилей. Справочник. Инженерный журнал с приложением. 2014. № 4 (205). С. 42-46. , Оптимизация параметров гиперболического профиля головки рельсов (материалы конференции). Сборник научных статей по материалам III Международной научно-практической конференции – Курск: ЮЗГУ. 2011. С. 169-174Increase the processing productivity cogwheels
S. A. Chevychelovb, P. P. Chistyakovc, V. S. Oleksyuk
Abstract
The article considers the problem of coarse-grained processing gears and methods to improve the performance of the milling process involute surfaces of these parts, due to the use of polyhedral plates with straight cutting edge, as well as the impact of the installation settings producing lines hyperboloid tool on the accuracy of the approximation involute profile. Shows the block diagram of the optimization algorithm design parameters hyperboloid cutters, divided into three stages, after which it is possible to achieve such an approximation involute profile of the hyperbolic curve, which will allow the processing side surface of the tooth coarse-grained gears in one pass.
Keywords: involute profile, profile approximation, hyperboloidal tool.
