
испытаний с использованием магнитно-импульсного нагружения
Fig. 1 Basic technological schemes for the method of dynamic
tests using magnetic-impulse loading
а) - технологическая схема с разгоном пуансона; б) - технологическая схема с разгоном «пакета»; в) – технологическая схема с непосредственным воздействием импульсного магнитного поля на заготовку:
a) - technology scheme with acceleration of the punch; b) - technology scheme with acceleration of «packet»; c) - technology scheme with direct impact of a pulsed magnetic field on the workpiece:
1.Индуктор; 2. Пуансон; 3. Матрица; 4. Прижим; 5. Заготовка; 6. Крышка.
1.Coil; 2. Punch; 3. Die; 4. Clamp; 5. Workpiece; 6. Cap.
Требования к геометрии деформирующего инструмента отражены в международном стандарте [6]. Радиус сферического пуансона ‑ 50 мм. Диаметр отверстия матрицы ‑ 105 мм. Радиусное скругление на внутренней кромке матрицы ‑ 8 мм. Для испытаний применяются круглые заготовки диаметром 200 мм с вырезами различного радиуса (рис. 2) и толщиной от 0,3 до 4 мм. В зависимости от величины радиуса, реализуется различное напряженно-деформированное состояние (НДС) в плоскости заготовки, что позволяет получить как область двухосного растяжения е1=е2 (заготовка без вырезов), так и область одноосного растяжения е1=-2е2 (заготовка с максимальным радиусом вырезов).
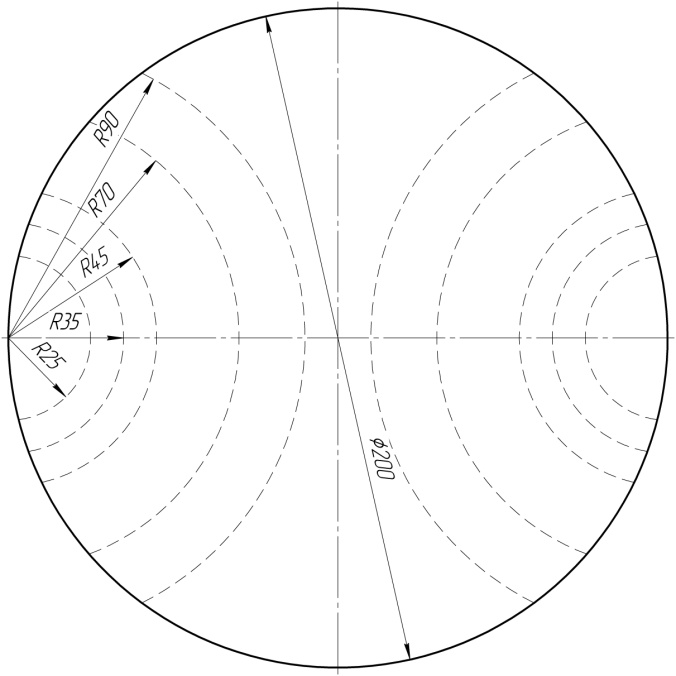
Рис. 2 Форма заготовки для динамических испытаний
Fig. 2 Shape of workpiece for dynamic testing
Схема с разгоном пуансона (рис. 1,а) возможна в двух исполнениях – вертикальном и горизонтальном. В случае горизонтальной компоновки возможна установка зазора между пуансоном и заготовкой. В данном случае учитываются только динамические эффекты нагружения. Недостатком данной схемы является низкая скорость деформирования – 15 м/c, в связи с большой массы пуансона – 2 кг. Схема с разгоном пакета (рис. 1,б) принципиальна схожа с предыдущей, но в данном случае деформация происходит за счет перемещения матрицы и прижима по направляющим колонкам до соударения зажатой заготовки о неподвижный пуансон. Для облегчения массы подвижных частей, а также для увеличения электропроводности, матрица и прижим выполнены из алюминиевого сплава. Скорость деформирования при такой схеме испытаний составила 25 м/c. В ходе апробации выявлена недостаточная стойкость элементов к ударным нагрузкам. Схема с непосредственным воздействием поля на заготовку (рис. 1,в) отличается отсутствием деформирующего инструмента – пуансона. В роли него выступает импульсное магнитное поле высокой напряженности и воздействие происходит бесконтактно. Данная схема обладает рядом особенностей:
Однако является затруднительным обеспечить одинаковую скорость деформирования всех типов образцов, что негативно скажется на адекватности полученных характеристик металла.
Таким образом, по результатам апробации к дальнейшей разработке была принята схема с разгоном пуансона (рис. 1,а).
Испытания алюминиевого сплава 5182
Проводились испытания заготовок толщиной 0,3 мм из алюминий - магниевого деформируемого сплава 5182 на разработанной оснастке в условиях динамического и статического нагружения. Предварительно на поверхности заготовок была нанесена сетка методом электрохимической маркировки для оценки деформированного состояния.
Статические испытания проводили на универсальной испытательной машине Testometric FS150AX (максимальное усилие 150 кН) в режиме сжатия. Скорость испытания – 15 мм/мин. На рисунке 3,а приведено устройство, установленное на испытательную машину. На рисунке 3,б изображены заготовки после проведения испытаний в условиях статического нагружения (15 мм/с).
а) |
б) |
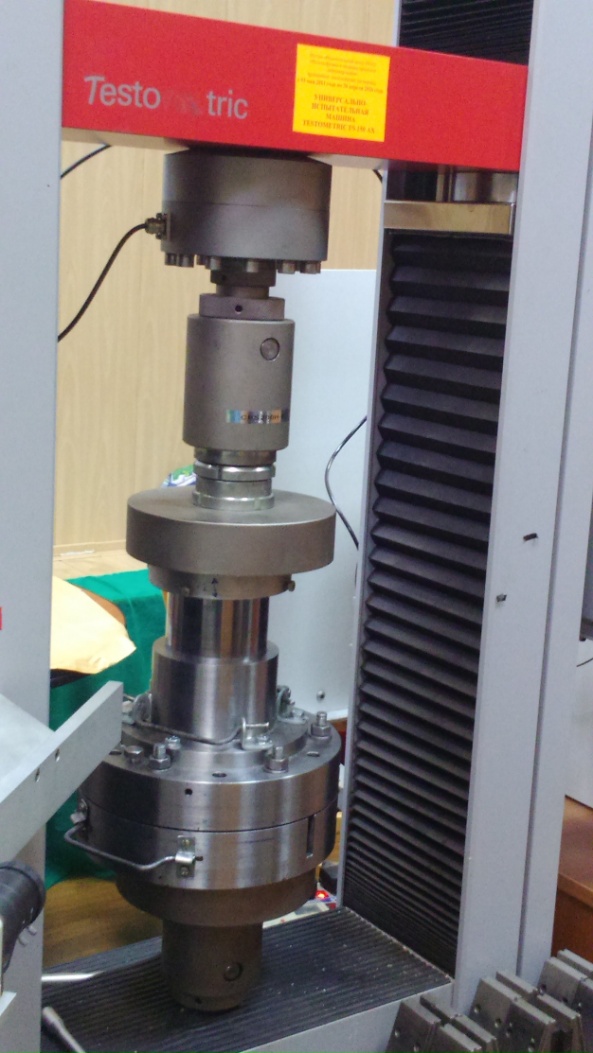

Рис. 3 Оснастка, установленная в испытательную машину (а) и заготовки после проведения статических испытаний (б)
Fig. 2 The equipment installed in the test machine (a) and the workpiece after the static tests (b)
В ходе статических испытаний замерялись усилие на пуансоне и его перемещение. Установлено, что чем шире образец, тем большее усилие требуется для его деформирования (рис. 4,а). При этом максимальная глубина формуемой лунки также увеличивается (рис. 4,б).
а) |
б) |
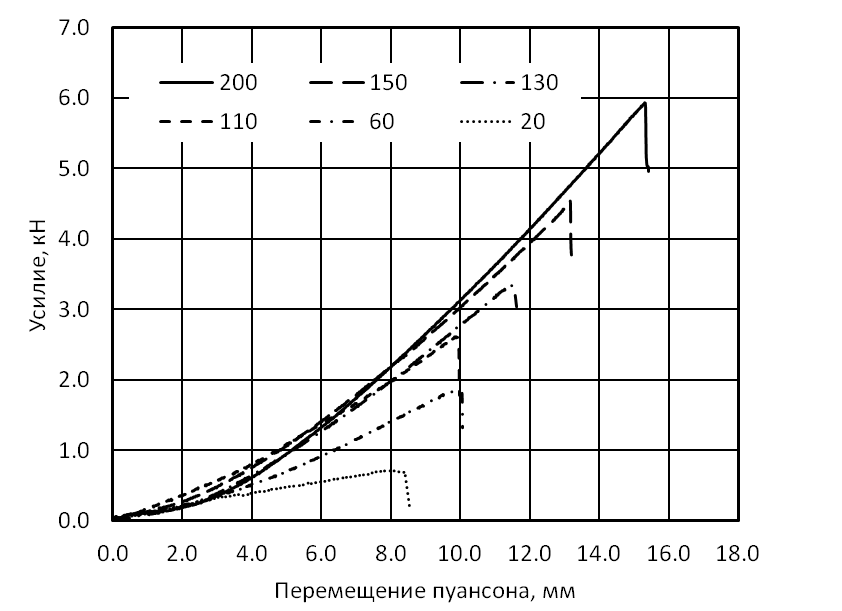

Рис. 4 Зависимость усилия пуансона от перемещения (а) и зависимость максимального усилия и глубины лунки от ширины перемычки (б)
Fig. 4 The dependence of the punch force on displacement (a) and the dependence of the maximum force and depth of the hole on the width of the bridge (b)
В процессе статических испытаний для каждого типа образца определялась глубина лунки hстат, когда в полюсе заготовки происходит локальное трещинообразование. Данная величина является опорной для следующего этапа – динамических испытаний, при этом необходимо ограничивать перемещение пуансона таким образом, чтобы величина хода была на 15-20 %, больше, чем hстат. В ходе серии динамических испытаний уточняется точное значение перемещения пуансона, при котором начинается разрушение, которое и используется в дальнейшем.
Данные действия необходимо повторять для каждого вида заготовки, а также при переходе на другой материал и изменении условий испытания (например, энергии разряда на индукторе).
Для проведения динамических испытаний был спроектирован и изготовлен плоский многовитковый индуктор (рис. 5,а) с количеством витков равным 9, шина спирали сечением 2,8 х 6,8 мм, длина шины 3300 мм. Для оценки эффективности индуктора было произведено измерение напряженности магнитного поля (А/м) по двум взаимно перпендикулярным осям с заготовкой и без нее. При построении графика (рис. 5,б) применялось относительное значение напряженности, равное отношению текущего значения к максимальному значению.
а) |
б) |


Рис. 5 Плоский многовитковый индуктор (а), напряженность магнитного поля индуктора (б)
Fig. 5 Flat multi-turn coil (a), magnetic field strength of coil (b)
Проведение динамических испытаний осуществлялось с использованием магнитно – импульсной установки МИУ - 50 (рис. 6,а), с запасаемой энергией батареи конденсаторов 50 кДж. Заготовки, полученные в ходе динамических испытаний, представлены на рисунке 6,б.
а) |
б) |


Рис. 6 МИУ-50 (а), заготовки после динамических испытаний (б)
Fig. 6 PMI-50 (a), workpiece after dynamic tests (b)
3. Результаты и их обсуждение
В результате проведения испытаний в статической и динамической области нагружения были получены соответствующие образцы из алюминиевого сплава 5182. Установлено, что конфигурация заготовок значительно влияет на энергосиловые параметры процесса деформирования. Также, в ходе динамических испытаний заготовок малой толщины с максимальным радиусом вырезов сложно подобрать оптимальное перемещение пуансона, соответствующее началу развития локальной трещины (рис. 6, б). Оптимизацию параметров процесса возможно осуществить методами компьютерного моделирования, например в программном комплексе решающем задачи нелинейного упругого отклика динамических структур – LS-DYNA [20].
Для оценки конечного НДС заготовок после процесса деформации была применена система корреляции цифровых изображений GOM Argus. По результатам анализа искажения координатной сетки, были определены главные деформации, возникающие в плоскости заготовки в момент трещинообразования, и построены соответствующие FLD-диаграммы для динамической и статической области нагружения (рис. 7).
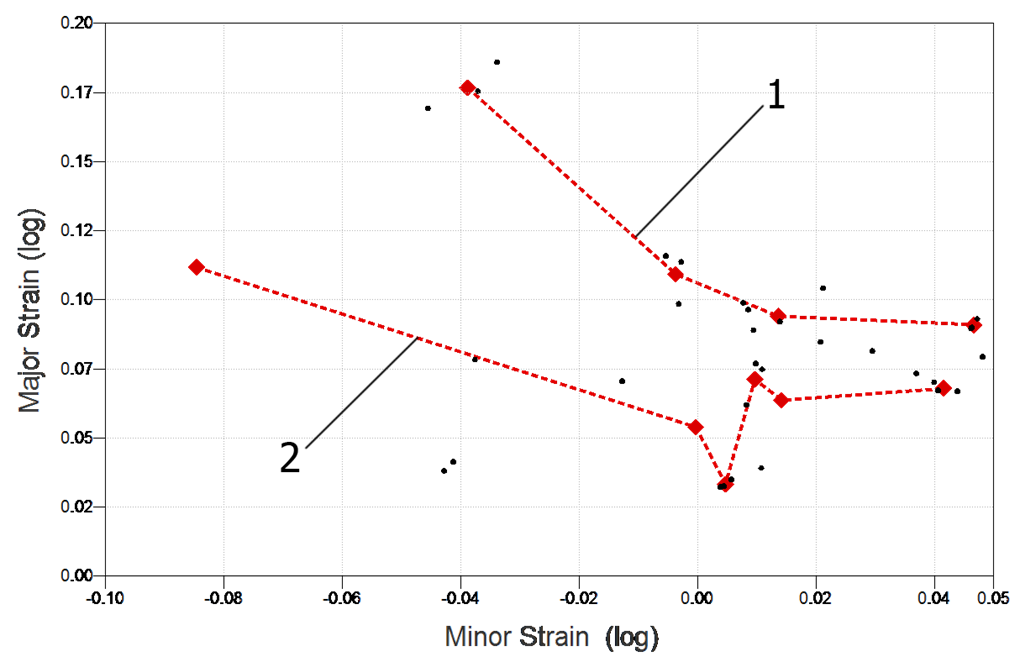
Рис. 7 FLD-диаграммы для динамического (1) и статического (2) испытаний
Fig. 7 Forming Limit Diagram for dynamic (1) and static (2) tests
4. Выводы
Как видно из рисунка 7 точки кривой предельного формоизменения для динамического нагружения лежат выше, чем для статического. Это означает что при одной и той же схеме НДС, материал, в условиях высокоскоростного нагружения имеет больший запас пластичности. Таким образом, возможно разрабатывать технологические процессы высокоскоростного деформирования с учетом различного поведения материала, а также вносить изменения в уже существующий, так например при достаточном запасе пластичности уменьшить толщину листа, сократить количество переходов, что положительным образом скажется на технико-экономические показатели производства.
Список литературы
1. , , Технологическое применение импульсных магнитных полей в ракетно-космической и авиационной технике // Материалы II научно-практической молодежной конференции с международным участием «Творческий потенциал молодежи в решении авиакосмических проблем» (Февральские чтения – 2017). Баку, Азербайджан. Центр Полиграфии Национальной Академии Авиации. С. 43-45.
2. Глущенков, В. А., , Технология МИОМ материалов: монография. Самара: Издательский дом «Федоров». 2014. 208 с.
3. Sklad М. Р., Verhaeghe J. D. Forming limit curve based on shear under tension failure criterion // International Deep Drawing Research Group. 31 May 2 June 2010. Graz, Austria. P. 54.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 |
