
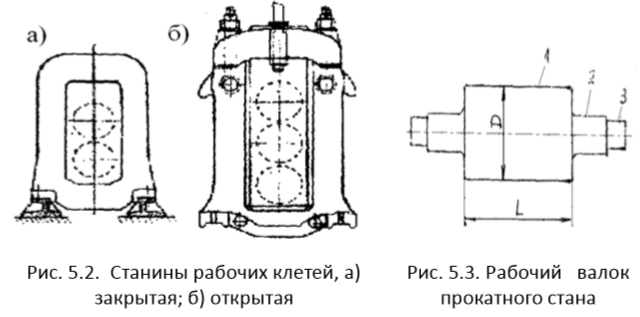
Валки (рис. 5.3.) состоят из бочки (I) диаметром D и длиной L, двух опорных шеек (2) и хвостовиков (3). Шейками валок опирается на подшипники, а хвостовик предназначен для передачи момента прокатки от двигателя. Размеры и количество валков в клети определяют тип клети и прокатного стана. Сортовые станы характеризуются номинальным диаметром бочки валка, а листовые - ее длиной. Если сортовой стан состоит из нескольких клетей с разными диаметрами валков, тип стана обычно определяют по валкам чистовой клети. При завалке в клеть и в процессе эксплуатации положение валков необходимо регулировать.
Для этого служат механизмы установки валков. К ним относятся нажимное устройство, уравновешивающее устройство и устройство для регулирования положения валков в осевом направлении. Нажимное устройство служит для регулирования положения валков в вертикальной плоскости. Во избежание зазоров в системе валок - нажимное устройство, которые являются причиной динамических ударов при захвате полосы валками подушки верхнего валка должны быть постоянно прижаты к нажимному винту. Для этого служат уравновешивающие устройства. У клетей с ручным нажимным устройством это пружина; у клетей с механическим или гидравлическим приводом нажимного устройства - грузовое или гидравлическое уравновешивающее устройство. Осевое регулирование валков чаще осуществляют болтами в стойках станины, проходящими через специальные планки или фланцы подушки.
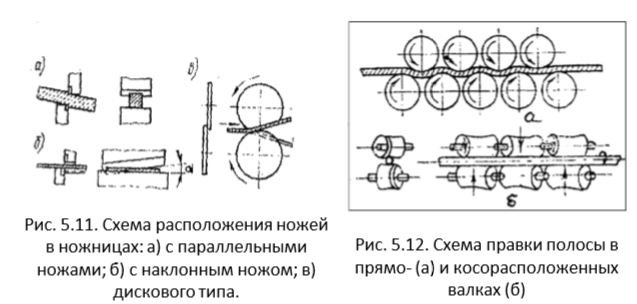
Доп. Оборудование для порезки проката на мерные длины, удаления концов и пр. используют гильотинные и дисковые ножницы (рис.5.11), дисковые пилы салазкового или маятникового типов, летучие ножницы и пр. В качестве нагревательных устройств используют колодцы, методические и кольцевые печи, печи с выкатным подом и др. Транспортные средства для передачи заготовок и раскатов по технологической цепочке представлены слитковозами и передаточными тележками, рольгангами, электромостовыми кранами, и пр. Правку проката осуществляют в роликоправильных машинах с прямо или косорасположенными валками (рис. 5.12). В машине с косорасположенными валками круглый прокат вращается и правится в двух плоскостях.
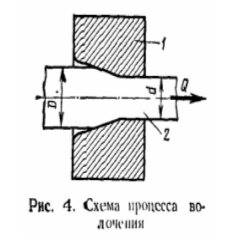
Волочение металлов.
Сущность его заключается в протягивании нахолодно прутка через отверстие (очко, волоку), выходные размеры которого меньше размеров
исходного сечения заготовки
Поступающая на волочение заготовка может иметь разную
структуру и механические свойства по длине, что негативно
сказывается на условиях волочения. Поэтому подготовка металла
к волочению начинается с термической обработки.
1. Термическая обработка заготовки предназначена для
гомогенизации структуры и повышения пластических свойств.
В зависимости от материала применяют отжиг, нормализацию,
закалку с отпуском и патентирование.
Наиболее широко применяют патентирование при
подготовке катанки из углеродистых сталей. Обеспечивает
получение мелкозернистой сорбитной структуры металла. Состоит
в нагреве заготовки до температуры аустенизации и охлаждении в
свинцовой (соляной) ванне при температуре 450...500°С. Процесс
осуществляется в непрерывном режиме.
2. Удаление окалины с поверхности заготовки осуществляют
химическим или механическим путем. Травление производят в
непрерывных травильных агрегатах в растворах серной или
соляной кислот. При механическом способе окалину чаще удаляют
путем многократного изгиба в двух плоскостях с последующей
обработкой металлическими щетками.
3. После травления поверхность заготовки тщательно
промывают в горячей и холодной воде под давлением 1 МПа.
4. Нанесение подсмазочного слоя. Для лучшего удержания
смазки на поверхность заготовки наносят тонкий слой различных
материалов: гидрата окиси железа (операция желтения), меди
(меднение), извести (известкование), фосфатов Ре, Мп и др.
(фосфатирование).
5. Сушка бунтов в камерах при температуре 300-750°.
6. Волочение. Обжатие за проход - 10...30%, суммарное -75...85% для стали и до 95% для цветных металлов.
Если при достижении предельного обжатия не получен
заданный размер проволоки, проводят повторное волочение с
выполнением всех подготовительных операций.
7. Отделочные операции: термическая обработка, правка,
шлифовка, полировка, нанесение защитных покрытий
(цинкование, лужение, алитирование, эмалирование, лакировка и
пр.) в зависимости от назначения изделий.
Производство труб.
Бесшовные трубы.
Технологический процесс производства горячекатаных
бесшовных труб состоит из следующих основных операций:
- получение полой гильзы из заготовки сплошного сечения
(операция прошивки);
- раскатка гильзы в трубу;
- отделка труб.
Сварные трубы производят преимущественно методом печной сварки и электросварки. Стан печной сварки по конструкции подобен профилегибочному стану, только непосредственно перед рабочими клетями установлена проходная нагревательная печь, и профилирование полосы в трубу осуществляется в горячем состояние.

Прессование металлов.
Прессование - один из распространенных методов ОМД.
Осуществляют в горячем и в холодном состояниях, не только
пластичных, но и хрупких материалов, не только компактных, но и
порошкообразных
+ способа является большие вытяжки за прессовку, возможность прессования малопластичных материалов, универсальность способа - можно получать разнообразные изделия простой заменой матрицы, высокое качество поверхности и точность прессуемых изделий.
К - следует отнести повышенный расход металла из-за прессостатка, сравнительно высокую стоимость прессового оборудования, низкую производительность.
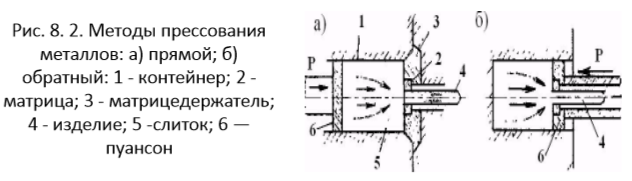
Известны два метода прессования - прямой и обратный При прямом направление движения пуансона и изделия совпадают, при обратном - противонаправлены. Но главным отличием является наличие или отсутствие перемещения металла относительно стенок контейнера. При прямом прессовании металл скользит по поверхности контейнера, преодолевая
противодействие сил контактного трения.
При обратном - такое скольжение металла отсутствует,
поэтому сила обратного прессования в 1,5...2,0 раза меньше, чем
при прямом. Но этот метод более сложен по использованию,
длина изделия ограничена длиной штанги пуансона, ниже
производительность. Поэтому он не получил широкого
распространения.
Ковочно – штамповочное производство.
Процесс ковки-штамповки включает следующие технологические операции.
1. Подготовительные: порезка заготовок на мерные длины,
правка, удаление дефектов, нагрев в индукционных или
пламенных печах и пр.
2. Собственно ковочно-штамповочные операции, связанные с
изменением формы и размеров поковки.
3. Отделочные: обрезка облоя, термическая обработка и пр.
В отличие от прокатки при ковке степень деформации определяют величиной укова, представляющей собой степень изменения площади поперечного сечения или высоты заготовки.
Основными технологическими операциями при свободной
ковке являются осадка (уменьшение высоты заготовки), протяжка
(увеличение длины заготовки), разгонка (увеличение ширины
заготовки), прошивка (получение сквозного или глуходонного
отверстия), кузнечная сварка (соединение нескольких поковок в
одну)
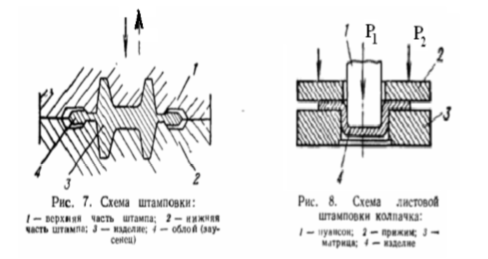
Штамповка
Изготовление штампов - дорогостоящая операция. Поэтому
штамповку целесообразно применять при массовом производстве
изделий ограниченной номенклатуры.
Штамповка в закрытых штампах обеспечивает высокую
точность изделий и механические свойства. Обычно
механообработке подвергают только места сопряжения с другими
деталями. При этом изделия могут иметь весьма сложную форму.
В качестве заготовки при штамповке можно применять
периодический прокат, что способствует существенному
расширению сортамента изделий сложной формы. Процесс
штамповки можно выполнять в одном или в нескольких штампах в
зависимости от сложности изделия с окончательной обработкой в
чистовом ручье.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 |
