
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
2.18 Электролитическое рафинирование никеля
2.18.1 Анодные процессы
Отлитые никелевые аноды представляют собой сплав, состоящий из трёх фаз: первая фаза – кристаллы твёрдого раствора никеля с медью, железом, кобальтом, платиноидами и углеродом. Вторая фаза состоит из кристаллов сульфида никеля Ni3S2, а третья из кристаллов Cu2S. Кроме того, в аноде содержатся незначительное количество оксидов, таких как NiO, SiO2, Al2O3. Из перечисленных фаз металлическая фаза является основной составляющей анода. Целью электролитического рафинирования никеля является получение чистого катодного никеля и попутное извлечение ценных сопутствующих компонентов – кобальта, платиноидов, золота, серебра, меди, селена и теллура.
Основным анодным процессом при электролитическом рафинировании литых анодов является реакция электрохимического растворения никеля:
Ni – 2e = Ni2+ (2.84)
Равновесный потенциал никелевого электрода составляет -0,24 В. Поскольку процесс анодного растворения сопровождается высокой химической поляризацией, то потенциал растворение металлической фазы в растворах, содержащих ионы хлора, при 60оС при плотности тока от 100 до 400 A/м2 колеблется в пределах от 0,15 до 0,25 В. Этот потенциал значительно отрицательнее потенциалов растворения сульфидов. Поэтому одновременно с никелем будут растворяться содержащиеся в нём примеси:
Со -2е = Со2- (2.85)
Сu – 2e = Cu2+ (2.86)
Fe – 2e = Fe2+ (2.87)
Сульфиды, платиноиды, карбиды, соединения селена и теллура, а также окислы при этих потенциалах анода будут переходить в шлам. Выход шлама при электролитическом рафинировании никеля составляет 3–5% от растворившейся части анода.
В процессе растворения никелевого анода существенную роль играет сера. Содержание в анодном никеле 1% S равнозначно содержанию 5% Cu2S или 3,75% Ni3S2. Содержание 2 % серы соответствует содержанию в аноде 8-9 % сульфидов. При растворении анода, содержащего незначительное количество серы, она в основном переходит в шлам и не мешает процессу растворения металлической фазы. Но если содержание серы в анодном никеле достаточно велико, то при длительной работе анодов в первый период идёт растворение металлической фазы, а на аноде в виде шлама остаются в нетронутом виде кристаллы Ni3S2 и Cu2S. По мере накопления корки шлама площадь растворяющеёся поверхности анода уменьшается, плотность тока увеличивается и, как следствие, потенциал анода смещается в положительную сторону. В этих условиях потенциал анода может возрасти от 0,2- 0,25 до 1,0-1,1 В. Тогда становится возможным процесс растворения сульфидов по реакциям:
Ni3S2 + 8H2O – 18e = 3Ni2+ + 2SO42+ + 16H+ (2.88)
Cu2S +SO42- - 2e = CuS + CuSO4 (2.89)
Реакция (2.88) крайне не желательна, так как приводит резкому увеличению концентрации кислоты и большому затрату электрической энергии на окисление серы, что приводит к снижению анодного выхода по току для никеля.
Анодное растворение примесей снижает выход по току для никеля, который составляет 96–97%. Вследствие этого происходит истощение раствора по никелю. Кроме того, в процессе растворения анода электролит обогащается ионами водорода. Поэтому в процессе электролитического рафинирования никеля необходимо пополнять дефицит никеля в электролите и нейтрализовать избыточную кислоту.
2.18.2 Катодные процессы
Основным катодным процессом при электролитическом рафинировании никеля является процесс разряда ионов никеля:
Ni2+ +2e = Ni (2.90)
Стандартный потенциал никелевого электрода равен –0,24 В. Поскольку никель характеризуется малым током обмена выделение никеля на катоде происходит со значительным перенапряжением. Это создаёт условия для разряда ионов водорода на катоде. Поэтому при электроосаждении никеля необходимо устранить поляризацию электрода и облегчить разряд ионов никеля.
Это достигается за счёт поддержания определённого состава электролита и температуры. С повышением температуры и увеличении плотности тока при поддержании рН = 2,0–2,5 разряд ионов никеля происходит быстрее, чем ионов водорода. Аналогичный эффект наблюдается при рН = 4,0-4,5 при умеренной плотности тока.
При электролитическом рафинировании никеля используется сульфат - хлоридный электролит, содержащий небольшое количество свободных ионов водорода. Основными компонентами электролита являются сульфаты никеля и натрия и хлорид никеля. Для автоматического регулирования кислотности среды в пределах 2,5–5,0 рН в электролит вводят борную кислоту, которая играет роль буферной добавки и в зависимости от рН среды диссоциирует по разному. С увеличением рН раствора она диссоциирует по уравнению
Н3ВО3 = 3Н+ + ВО33-, (2.91)
а при уменьшении рН по уравнению
Н3ВО3 = В3+ + 3ОН- (2.92)
При анодном растворении в электролит одновременно с никелем переходят примеси медь, железо и кобальт. Потенциал выделения никеля в условиях электролиза составляет порядка -0,55 В. Потенциал разряда ионов меди, кобальта и водорода электроположительнее потенциала разряда никеля. Поэтому все они будут разряжаться на катоде вместе с никелем. Кроме того, отношение скоростей разряда ионов более электроотрицательных металлов, таких как Fe, Mn и Zn к скорости разряда никеля значительно выше отношения их концентрации:
![]() >>
>> ![]() ,
,
что приведёт к разряду этих примесей на катоде вместе с никелем.
Поэтому для предотвращения возможного загрязнения катодного никеля примесями и снижения выхода по току для никеля необходимо выполнение при организации электролитического рафинирования никеля следующих условий:
- тщательная очистка электролита от примесей;
- поддержание рН электролита в пределах 2,0–5,0;
- разделение катодного и анодного пространств слабо фильтрующей, химически инертной и механически прочной диафрагмой;
- применение оптимального электрического режима и состава электролита.
2.18.3 Технология электролитического рафинирования никеля
Применяемые в настоящее время никелевые электролиты содержат, г/л: Ni – 70-110; Na – 20 25; Cl - - 40–80; SO42 - 110-160; Н3ВО3 – 4– 6. Электролиз ведут в ваннах ящичного типа. В качестве катодов используют никелевые матрицы (тонкие листы), а в качестве анодов черновой никель.
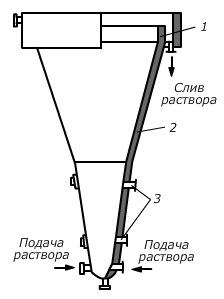
Получение чистых катодных осадков на практике достигается отделением катодного пространства от объёма загрязнённого электролита, образующегося в результате растворения анода, специальной диафрагмой. Диафрагма представляет собой раму из армированного титановыми скобами профилированного пропилена, обтянутую специально обработанным брезентом, хлориновой или другой синтетической тканью. Диафрагма должна обладать химической инертность, механической прочностью и достаточной электропроводностью. Эта конструкция с помещённым в неё катодом представляет собой катодный ящик или катодную ячейку. Очищенный электролит (католит) поступает в катодный ящик, в котором поддерживается более высокий уровень электролита, чем в электролизной ванне. Разность уровней электролита создает гидростатический напор, обеспечивающий движение электролита из катодного пространства в анодное. Обеднённый никелем католит проникает в анодное пространство в том случае, если скорость его движения в порах диафрагмы превышает скорость движения катионов из анодного пространства под действием диффузии и электрического поля. Необходимая для этого скорость движения католита обеспечивается регулированием разности уровня электролита в катодной ячейке и электролизёре. Обычно эта разница составляет 30–40 мм. (рисунок 2.7)

1- катодная диафрагма; 2- катод; 3-католит; 4-анолит; 5 – анод
Рисунок 2.7 - Схема электролитического рафинирования никеля с двумя анодами и одним катодом.
Электролит, находящийся в анодном пространстве, загрязнён примесями из анодного никеля и направляется на очистку от этих примесей.
В первую очередь электролит очищают от таких примесей, как железо, медь и кобальт, которые наиболее быстро накапливаются в электролите.
Очистка от железа основана на окислении двухвалентного железа до трёхвалентного с последующим осаждением гидрата oксида или основной соли трёхвалентного железа, которые образуются в результате гидролиза. В качестве окислителя обычно используется кислород воздуха. Окисление ионов железа (II) и процесс гидролиза описываются реакциями:
2FeSO4 + 0,5O2 + 5H2O = 2Fe(OH)3 + 2H2SO4 (2.93)
NiCO3 + H2SO4 = NiSO4 = 2H2O + CO2 (2.94)
Добавление карбоната никеля обусловлено необходимостью нейтрализации образующейся в результате гидролиза серной кислоты и создания необходимой для процесса гидролиза кислотности среды. Обычно очистку от железа производят при температуре 75-80оС при рН = 4,0–4,5.
Железистые кеки содержат 8-15% Ni. После отделения кеков от раствора на дисковых фильтрах они подвергаются репульпации с целью извлечения из них части никеля. Далее они направляются на плавку вместе с рудным сырьём в электротермических печах.
Очистку от железа производят в чанах–пачуках, в которые непрерывно подаётся загрязнённый электролит и карбонат никеля. Раствор интенсивно перемешивается воздухом Вытекающий электролит фильтруется на фильтр – прессах. В отфильтрованном электролите остаётся железа порядка 10 мг/л.
Очищенный от железа электролит направляется на очистку от меди. В основе очистки электролита от меди лежит процесс цементации меди на никелевом порошке. Цементация основана на вытеснении из раствора металла, обладающего более электроположительным потенциалом (цементируемый металл) другим металлом (цементатором), обладающим более электроотрицательным потенциалом. В качестве цементатора во избежание загрязнения электролита другими примесями используется порошковый никель. При этом протекает реакция:
Ni + CuSO4 = Cu + NiSO4 (2.95)
На практике обезмеживание проводят в чанах с механическим перемешиванием или в специальных аппаратах - цементаторах.
Цементатор представляет собой полый аппарат с вертикальным рабочим пространством и переменным сечением (рисунок 2.8).
Загрязнённый медью раствор подаётся в нижнюю часть цементатора, а очищенный раствор выводится из цементатора через сливной порог, находящийся в верхней части аппарата. Никелевый порошок подаётся либо сверху, либо в месте с поступающим в аппарат раствором. В верхней части аппарата скорость вертикального потока снижается из – за расширения корпуса. В результате частицы твердых материалов образуют чётко выраженный кипящий слой, который удерживается на глубине около 2 м от уровня сливного порога. Выделившуюся цементную медь по мере её накопления периодически выгружают из цементатора и направляют на переработку в медное производство.
Содержание меди в очищенном растворе не превышает 0,5 г/л.
Очистка никелевого электролита от кобальта основана на окислении двухвалентного кобальта до трёхвалентного. Удаление кобальта из раствора осуществляется осаждением малорастворимого гидрооксида Co(OH)3 карбонатом никеля. В качестве окислителя используется газообразный хлор.
1 – сливной порог,2 - корпус, 3 - патрубки для выгрузки цементной меди
Рисунок 2.8 - Цементатор
Реакцию окисления можно представить следующим суммарным уравнением реакции:
2СoSO4+Сl2+3NiCO3+3H2O=2Co(OH)3+2NiSO4 +NiCl2+3CO2 (2.96)
Процесс ведут в герметизированных барботёрах – пачуках. Очистку ведут при температуре 65оС и рН = 3,6. После фильтрации раствора получается кек, содержащий 6-7% Со, 8,2–8,3 % Ni и 0,5–1,2% Fe при влажности 55%. Кек направляется на извлечение кобальта. Фильтрат содержит не более 20 – 25 мг/л Со.
В случае необходимости электролит подвергается очистке от таких примесей как Zn, Pb, Fs, Sb, Sn, Bi, органические соединения и другие примеси.
После очистки никелевый электролит поступает в катодную ячейку на электролиз.
Электролиз осуществляется в железобетонных ваннах длиною до 6,5 м, шириной 1 м и высотой 1,3м с торцевой стороны ванны устанавливается сливная коробка с опущенной вниз трубкой. Отбор анолита осуществляется на расстоянии 20–30 см от дна ванны. Электролизные ванны соединяются последовательно в серии. Среднее напряжение на ванне колеблется в пределах 2,5–3 В. Число катодов в ванне на единицу превышает число анодов. Масса анода составляет порядка 240–300 кг. Срок службы анодов определяется величиной напряжения на ванне и составляет порядка от 23 до 30 суток. При достижении на ванне напряжения порядка 4,5В при плотности тока 200–250 А/м2 процесс растворения анода прекращают. Остаток нерастворённого анода (анодный скрап) вынимают из ванны и направляют на переплавку. Выход скрапа колеблется в пределах 15–25%. Срок наращивания катода обычно составляет не менее 4 суток. На заводах дальнего зарубежья он составляет 7–12 суток.
Выход шлама составляет 2,0–2,5% от массы анодов. Средний состав промытого шлама составляет, %: Ni – 2 –40; Cu – 15-26; Fe – 3,0–7,5; Co – 0,2-0,7; S – 30–35; C – 3,0–5,0; SiO2 – 5,0–7,0; платиноиды – 0,1–2,5. Шлам направляют на извлечение полезных компонентов: никеля, меди, кобальта, платиноидов, редких и рассеянных элементов.
Процесс электролитического рафинирования никеля характеризуется следующими основными технико–экономическими показателями.
Плотность тока, А/м2 180–250
Катодный выход по току, % 94–97
Напряжение на ванне, В 2,5–3,0
Температура католита, оС 55–75
рН католита 2,1–4,8
Скорость циркуляции электролита на ячейку, л/ч 20–30
Расход электроэнергии на 1т никеля, кВт·час 2400-3300
Выход анодного скрапа, % от массы анода 15–25
2.19 Гидрометаллургия никеля
1.19.1 Гидрометаллургическая переработка окисленных никелевых руд
1.19.1.1 Аммиачное выщелачивание
В основе аммиачного выщелачивания лежит способность кобальта, никеля, меди и цинка образовывать растворимые аммиачные комплексы (аммиакаты) типа Мe(NH3)y+ при обработке исходного сырья аммиачными растворителями. В тоже время железо и пустая порода практически не образуют подобных комплексных соединений и в процессе выщелачивания остаются в хвостах.
В аммиачных растворах аммиакаты металлов диссоциируют по уравнению реакции:
Мe(NH3)уя+ = Mez+ + y(NH3) (2.97)
Константа равновесия этой реакции, которую часто называют константой нестойкости комплекса, выражается уравнением
К=  , (2.98)
, (2.98)
Устойчивость комплексов аммиакатов металлов снижается в ряду
Со(NH3)у3+ - Сu(NH3)у2+ - Ni(NH3)у2+ - Co(NH3)у2+
Различная устойчивость комплексов лежит в основе разделения металлов методом фракционной дистилляции.
Используемые аммиачные растворители помимо аммиака содержат соли аммония, среди которых наибольшее распространение получили сульфат и карбонат аммония. Важной характеристикой комплексов является их растворимость, которая зависит от природы аниона и уменьшается в ряду
[Мe(NH3)у](NO3)2 - [Мe(NH3)у]Cl2 - [Мe(NH3)у]SO4 - [Мe(NH3)у]CO3 -
[Мe(NH3)у](OH)2
Присутствующее в сырье железо окисляется и образует гидратированные оксиды с повышенной адсорбционной способностью. Неустойчивые аммиакаты цветных металлов также способны к гидролизу с образованием гидратов. Гидраты цветных металлов взаимодействуют с оксидами железа и образуют нерастворимые соединения типа MeFe2O3·хН2О, что приводит к их потере в процессе выщелачивания.
В настоящее время гидрометаллургическая переработка окисленных никелевых руд по аммиачной схеме осуществляется на заводах («Команданте Рене Латоур», Куба и «Серед», Чехия ).
На кубинском заводе перерабатывают окисленную никелевую руду состава, %: Ni – 1,2–1,4; Co – 0,08– 0,1; Fe – 35–40; Cr2O3–1,6 – 2,0; MgO – 7 - 10; SiO2 – 12–15.
Подсушенная до 2–3 % влаги и измельчённая руда поступает на селективное восстановление, при котором никель и кобальт восстанавливаются до металлов, а железо на 3–4% до металла, а остальное до Fe3O4.
Огарок с температурой порядка 600оС поступает в холодильник с водяным охлаждением и нейтральной атмосферой, где охлаждается до 80-90оС. Из холодильника огарок поступает в емкость с раствором, содержащим 5,0-7,0% NH3 и 4,0-6,5% СО2. Из емкости пульпа поступает на трёхстадийное выщелачивание, которое осуществляется в бетонных турбоаэраторах. Процесс выщелачивания может быть описан реакциями:
Ni + 6NH3 + CO2 + 0,5O2 = Ni(NH3)6CO3 (2.99)
Co+ 6NH3 + CO2 + 0,5O2 = Ni(NH3)6CO3 (2.100)
Железо и большая часть кобальта остаются в хвостах.
После каждого выщелачивания пульпа подвергается сгущению. Верхний слив сгустителя после первой стадии выщелачивания, содержащий до 12 г/л Ni, до 0,2 г/л Со и до 0,9 г/л Fe, поступает на обработку воздухом в турбоаэратор, где производится окончательная очистка раствора от железа. Фильтрат после турбоаэратора содержит железа не более 0,03 г/л.
Полученный раствор подвергают термическому разложению в многотарельчатых стальных колоннах острым паром, имеющим температуру 190–200оС, где происходит отгонка аммиака до его содержания в растворе около 2%. При таком содержании аммиака в растворе образуются основные карбонаты никеля и кобальта, которые выпадают в осадок. После сгущения и фильтрации пульпы получают осадок, содержащий 49 50% Ni, 0,4% Co; 2,4% Fe и 60 – 65% влаги.
Осадок прокаливают в окислительной атмосфере в трубчатых печах при температуре 1100оС. В результате получают оксид никеля, содержащий 77–78% Ni, 0,6–0,7% Co; 0,1–0,3% Fe; 0,01-0,02% S; 0,01% Zn.
Оксид никеля спекают на агломерационной машине. В состав шихты для агломерации входит 35% NiO, 45% оборотного агломерата, 12% пыли и 8 % угля. Полученный агломерат дробят, рассеивают по фракциям + 25 мм, - 25+ 6мм и – 6мм. Первая и третья фракция возвращаются в голову процесса агломерации, а средняя фракция представляет собой товарный продукт.
Товарный продукт содержит 88–90 % Ni, 0,7 % Co, 0,3% Cu, 0,3% Fe, 0,05% S, 7,5% O2, 0.14% C, 1,7% SiO2.
Извлечение никеля из руды в агломерат достигает 76%, а кобальта до 20%.
2.19.1.2 Сернокислотное выщелачивание
Обычная непосредственная обработка окисленных никелевых руд серной кислотой не дает положительных результатов. В этом случае в большом количестве расходуется серная кислота, наблюдается низкое извлечение в раствор никеля и кобальта. Кроме того, вместе с никелем и кобальтом переходит большое количество железа, что значительно затрудняет последующее извлечение никеля и кобальта. Поэтому на практике используется автоклавное сернокислотное выщелачивание окисленных никелевых руд. В промышленном масштабе этот метод реализован на заводах «Команданте Педро Сото Альба» на Кубе.
На заводе «Команданте Педро Сото Альба» на переработку поступает окисленная никелевая руда следующего состава: 1,35% Ni; 0,14% Co; 46,0% Fe; 0,04% Zn; 0,024% Cu; 3,0% SiO2; 1,0% Mg; 2,5% Cr2O3; 8,0% Al2O3.
Технологическая схема переработки включает следующие основные стадии:
- подготовка руды;
- автоклавное выщелачивание никеля и кобальта;
- нейтрализация раствора;
- промывка кека и очистка никельсодержащего раствора от примесей;
- автоклавное осаждение коллективного концентрата;
Руду без измельчения превращают в водную пульпу, отделяют от пульпы крупную фракцию, а оставшуюся пульпу с содержанием 25% твёрдого по трубопроводу направляют на завод.
На заводе пульпу сгущают до 45–48% твёрдого и направляется в цех выщелачивания, где пульпу подогревают до температуры 70–90оС. Подогретую пульпу с помощью насосов высокого давления подают в башню - подогреватель, где она нагревается острым паром до температуры 230-250оС.
Из подогревателя пульпа поступает на выщелачивание в четыре параллельных батареи, в каждой из которых последовательно установлено четыре автоклава. Диаметр автоклава 3,05м, высота 15,85м. Ёмкость одного автоклава составляет 62м3. В первый автоклав каждой батареи с помощью трёхступенчатого насоса подают 98% серную кислоту. Выщелачивание в автоклавах производится при температуре 240–245оС и давлении порядка 3,8–4,6 МН/м2 (38–46 атм). Продолжительность выщелачивания около полутора часов.. Автоклав изготовлен из листовой стали, покрыт изнутри свинцовой оболочкой, а затем футерован кислотоупорным кирпичом и далее графитовыми блоками.
После выщелачивания пульпа из четвёртого автоклава поступает в теплообменник, где охлаждается до 120–125оС, и затем поступает в испарительные баки, где давление снижается до атмосферного. Из баков – испарителей пульпа, содержащая 35% твёрдого и раствор, в котором кроме никеля и кобальта находится порядка 25г/л H2SO4, а также небольшие количества железа, магния и хрома, поступает на отмывку.
После отделения твёрдого и шестистадиальной противоточной отмывки в сгустителях, работающих по принципу противоточной декантации, твёрдый остаток направляется в отвал, раствор поступает на нейтрализацию. Выход твёрдого остатка составляет порядка 93 % от массы руды. Твёрдый остаток имеет следующий химический состав; 0,06% Ni, 0,0008% Co, 51,0% Fe, 4,3% Al, 0,43 % Mn, 2,1% Cr, 3,5 % SiO2, до3% S.
В процессе выщелачивании в раствор извлекается 95–96 % никеля и кобальта, 0.36% Fe, до 11% Al, 57-60% Mg и Mn, 3,2% Cr и полностью цинк и медь. Полученный раствор имеет следующий состав: 6,0 г/л Ni, 0,64 г/л Co, 0,11 г/л Сu, 0,8 г/л Fe, 2,3 г/л Al, 0,18 г/л Zn, 1,98 г/л Mn, 2,76 г/л Mg и 28 г/л H2SO4.
Таким образом, этот способ обеспечивает высокое извлечение из окисленной никелевой руды цветных металлов, а также высокую селективность.
Перед нейтрализацией раствор обрабатывают сероводородом для восстановления трёхвалентного железа до двухвалентного и шестивалентного хрома до трёхвалентного. Эта операция предотвращает осаждение гидрооксидов этих металлов при нейтрализации.
Нейтрализация осуществляется пульпой, приготовленной из коралловых рифов, добываемых со дна морского залива. Коралловые рифы содержат порядка 95% СaCO3. Коралловую пульпу тщательно промывают и подают в реакторы с механическим перемешиванием. В процессе нейтрализации кислотность снижается до 2,5–2,8 г/л H2SO4 ( pH ![]() 2,6 ).
2,6 ).
Нейтрализованная пульпа подвергается процессу сгущения. Гипсовый осадок направляют в цикл промывки хвостов от выщелачивания.
Осветлённый раствор подогревается острым паром до 120-130оС и перекачивается в горизонтальные цилиндрические автоклавы. Автоклавы футерованы изнутри кислотоупорным кирпичом и разделены перегородками на три отделения. Каждое отделение снабжено мешалкой турбинного типа с двумя импеллерами. В автоклавах раствор обрабатывается сероводородом под давлением 1МН/м2 (10атм). Продолжительность пребывания раствора в автоклаве 20-25 минут. В качестве затравки используют оборотный сульфидный концентрат. В этих условиях происходит осаждение 99% Ni, 98% Co, 4% Fe, 13% Cr, полное осаждение цинка и меди. Алюминий, магний и марганец практически полностью остаются в растворе.
Пульпа из автоклава поступает в сепаратор, откуда неиспользованный сероводород возвращается в процесс, а пульпа поступает на сгущение. Верхний слив сгустителей сбрасывают в отвал. Твёрдая часть нижнего слива сгустителей представляет собой коллективный никель–кобальтовый концентрат, который является готовой продукцией завода. Сульфидный концентрат имеет следующий состав: 55–60 % Ni, 5–6 % Co, 0,4–05 % Fe, 0,3-0,4 % Cr, 0,2–0,3 % Cu, 1,0-1,1 % Zn, 35–36 % S.
На заводе «Порт-Никель» в США осуществлялась переработка медно–никелевого сульфидного концентрата. Технологическая схема переработки включала в себя следующие основные операции:
- растворение коллективного концентрата;
- очистка раствора от примесей;
- автоклавное осаждение порошка металлического никеля;
- осаждение чернового кобальтового осадка;
- растворение кобальтового осадка, автоклавное осаждение порошка металлического кобальта;
- производство сульфата аммония.
2.19.2 Гидрометаллургическая переработка сульфидных никелевых руд
2.19.2.1 Автоклавное выщелачивание
В практике гидрометаллургической переработки сульфидных никелевых руд эффективное промышленное применение нашли автоклавные процессы.
При автоклавном выщелачивании сульфидного сырья в качестве растворителей чаще всего используют сернокислые и аммиачные растворы. В общем виде суммарные реакции выщелачивания можно представить уравнениями:
2МеS +O2+2H2SO4 = 2MeSO4+2S +2H2O (2.101)
2МеS +2O2 + aq = 2MeSO4 aq (2.102)
МеS + 2O2 + n(NH3) + aq = Me(NH3)nSO4 (2.103)
Форма окисления сульфидов определяется кислотностью раствора и температурой.
Так при температуре не менее 113оС и рН=1,0–1,5 и достаточной концентрации окислителя большинство сульфидов окисляется с образованием элементарной серы. При недостаточной концентрации окислителя в данных условиях окисление сульфидов будет происходить с образованием сероводорода. При температуре выше температуры плавления элементарной серы в окислительных условиях окисление сульфидов будет происходить с образованием сульфатов.
В щелочных (аммиачных) средах образование элементарной серы невозможно. Основными продуктами окисления сульфидов будут содержащие серу ионы типа SxOy2- или NH4SO4NH2.
Реакции сернокислотного или аммиачного выщелачивания относятся к гетерогенным процессам и протекают через ряд последовательных стадий:
- насыщение раствора газообразным кислородом;
- диффузия кислорода и растворителя к реакционной поверхности сульфида;
- химическая реакция;
- диффузия продуктов реакции в объём раствора.
Скорость таких процессов определяется скоростью лимитирующей стадии. Определение лимитирующей стадии даёт возможность сознательно влиять на скорость реакции путём изменения тех или иных параметров процесса. Например, если лимитирующей стадией является третья ( химическая реакция), то наиболее действенными факторами влияния на скорость реакции являются температура и катализатор.
В сульфидных концентратах, поступающих на выщелачивание, цветные металлы и железо представлены низшими и высшими сульфидами.
Так во флотационных концентратах основными формами железа являются FeS2, FexSy и FeS.
Пирит является одним из наиболее устойчивых сульфидов и в аммиачной среде практически не окисляется. Окисление пирита в кислой среде протекает по реакциям:
2FeS + 7O2 + 2H2O = 2FeSO4 + 2H2SO4 (2.104)
2FeSO4 + 0,5O2 + H2SO4 = Fe2(SO4)3 + H2O (2.105)
Fe2(SO4) + 4H2O = Fe2O3·H2O + 3H2SO4 (2.106)
Cложение реакций (2.104), (2.105) и (2.106) даёт суммарную реакцию окисления пирита в кислых средах:
2FeS2+ 7,5O2 + 5H2O = Fe2O3·H2O + 4H2SO4 (2.107)
Окисление пирротина в кислых средах протекает с образованием сероводорода, который может окислятся до элементарной серы:
FeS +H2SO4 = FeSO4 + H2S (2.108)
2FeSO4 + 0,5O2 + H2SO4 = Fe2(SO4)3 + H2O (2.109)
H2S + Fe2(SO4)3 = 2FeSO4 + H2SO4 + S (2.110)
Fe2(SO4)3 + 4H2O = Fe2O3·H2O + 3H2SO4 (2.111)
В аммиачных растворах окисление пирротига протекает с заметной скоростью по уравнениям реакций :
FeS+NH3 + H2O = Fe2O3·H2O + (NH4)2S2O3 (2.112)
2 (NH4)2S2O3 + 2O2 = (NH4)2S3O6+(NH4)2SO4 (2.113)
(NH4)2S3O6+2O2+4NH3+H2O = NH4SO3NH2+2(NH4)2SO4 (2.114)
Никель и кобальт во флотационных концентратах представлены высшими сульфидами типа МeS, ассоциированными с сульфидами железа. В штейнах никель и кобальт присутствуют в виде сульфидов Ni3S2 и Co4S3.
При автоклавном выщелачивании в сернокислых средах окисление сульфидов никеля протекает по реакциям:
NiS + 2O2 = NiSO4 (2.115)
NiS + 0,5O2 + H2SO4 = NiSO4 + S +H2O (2.116)
Ni3S2 + 4,5O2 + H2SO4 = 3NiSO4 + H2O (2.117)
Образование элементарной серы по реакции (2.116) незначительно. Поэтому окисление сульфидов никеля сопровождается в основном образованием сульфатов.
При аммиачном выщелачивании сульфидных материалов никель, медь, кобальт в виде аммиакатов переходят в раствор, а железо, окисляясь, переходит в осадок в виде гидрооксида.
Аммиачное выщелачивание в автоклавах для переработки сульфидных медных концентратов, содержащих 14,0 % Ni, 3,0%Cu, 0,2-0,4 % Co, 35% Fe, 28,0% S, используется канадской компанией «Шеррит - Гордон» в городе Форт - Саскачеван (Канада).
Технологическая схема переработки сульфидного никелевого концентрата на этом заводе включает в себя следующие основные операции:
- двухстадийное выщелачивание при температуре 71–82оС под давлением 700 кПа;
- кипячение осветлённого раствора в герметичных котлах под разряжением с постепенным поднятием температуры до 110оС, где происходит осаждение меди в виде сульфида;
- досаждение сульфида меди сероводородом;
- окисление кислородом воздуха тиосульфатов и политионатов в сульфаты при температуре 177–246оС и давлении 49 атм;
- восстановление никеля водородом при температуре 200–210оС и давлении 17,5–35,0 атм;
- доосаждение остатков никеля и осаждение кобальта сероводородом;
- перевод кобальта в раствор;
- восстановление кобальта водородом.
- кристаллизация сульфата аммония из отработанного раствора.
Извлечение никеля по приведенной технологии составляет порядка 90- 95%, кобальта 50-75%, меди 88-92%, серы 75%.
В результате автоклавной переработки сульфидных никелевых концентратов по аммиачной схеме получают сульфид меди (70% Cu), никелевый порошок (99,8–99,9% Ni), кобальтовый порошок ( 99,6% Со) и сульфат аммония.
2.19.2.2 Сернокислотное выщелачивание
Сернокислотное автоклавное выщелачивание применяют на заводе в г. Растенберг (ЮАР). Здесь осуществляется переработка медно–никелевого файнштейна с целью получения обогащённого по благородным металлам твёрдого остатка, а также для попутного извлечения меди и никеля из растворов.
В России автоклавное сернокислотное выщелачивание применяют для растворения сульфидных никелевых концентратов и никелевого файнштейна. Растворы, полученные в результате выщелачивания подвергают электролизу с целью извлечения никеля.
В конечном растворе после растворения никелевых сульфидных концентратов содержится 120-130 г/л Ni, 1,8-2,0 г/л Co, 2,0-3,0 г/л Cu и 0,02–0,05 г/л Fe.
В раствор извлекают до 95% NI, до 85% Co, до 35 % Cu и до 80 % Fe.
При растворении никелевого файнштейна получают раствор, содержащий 100–120 г/л Ni, 0,5–0,8 г/л Со, 0,5–1,5 г/л Fe, 1,0–1,5 г/л Cu, 2–5 г/л H2SO4.
Извлечение в раствор составило для никеля 96–98%.
