
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
1.6 Конвертирование медных штейнов
Штейн представляет собой сплав сульфидов меди (Cu2S) и железа (FeS). Содержание меди в штейне колеблется от 10 -12 до 70 -75 %. Среднее содержание серы в медных штейнах составляет порядка 25%.
Штейн, в основном, перерабатывают конвертированием. Поскольку большинство реакции в процессе конвертирования протекают с большим выделением тепла, то осуществление процесса конвертирования не требует затрат тепла. Таким образом, процесс конвертирования является типичным автогенным процессом.
Основной целью процесса конвертирования является удаление из штейна железа и серы и других вредных примесей, чтобы получить наиболее чистую медь. Благородные металлы практически полностью остаются в штейне. В него также переходит часть селена и теллура. На конвертирование, кроме штейна, в расплавленном или твёрдом состоянии поступают богатые медью оборотные материалы, а также кварцевый флюс.
Процесс конвертирования разделяется на два периода. Первый период заключается в продувке воздуха через жидкий штейн, заливаемый в конвертор с добавлением значительного количества кремнезёмистого флюса или золотосодержащей кварцевой руды. В основе его лежит процесс окисления сульфидов железа и перевод образующихся оксидов в шлак. Поскольку сродство железа к кислороду значительно превышает сродство меди к кислороду, то в первом периоде окисление сульфида меди практически не наблюдается. Первый период конвертирования штейнов характеризуется следующими основными реакциями:
2FeS + 3O2 = 2 FeO + 2SO2 (1.63)
2FeO + SiO2 = 2FeO·SiO2 (1.64)
Основная суммарная реакция процесса может быть записана в виде:
2FeS + 3O2 + SiO2 = 2FeO·SiO2 +2SO2 (1.65)
Процесс конвертирования ведут при температуре 1200-1250оС. При более низких температурах реакция шлакообразования протекает медленно. Это может привести к насыщению расплава магнетитом, так как при низких температурах получает развитие реакция:
6FeO + O2 = 2Fe3O4 (1.66)
При этом выделяется большое количество тепла. Реакционная масса разогревается до температуры порядка 1250оС и реакция ошлаковывания оксида железа с образованием фаялита получает большое развитие.
При высоких температурах накопившийся магнетит также будет реагировать с сульфидом железа по реакции:
3Fe3O4 + FeS + 5SiO2 = 5(2FeO·SiO)2 +SO2 (1.67)
В первом периоде происходит также окисление сульфидов меди по реакции:
2Cu2S + 3O2 = 2Cu2O +2SO2 (1.68)
Однако образующийся оксид меди сразу же реагирует с сульфидом железа, вновь превращаясь в сульфид:
Cu2O + FeS = Cu2S + FeO (1.69)
Поэтому фактически окисления сульфидов меди в первом периоде конвертирования не наблюдается.
Ведение процесса при более высоких температурах нецелесообразно, так как ведёт к быстрому разрушению футеровки конвертора.
Первый период конвертирования носит циклический характер. Каждый цикл состоит из операций заливки жидкого штейна, загрузки кварцевого флюса и холодных присадок, продувки расплава воздухом и слива конверторного шлака. Длительность одного цикла зависит от состава исходного штейна и составляет 30 - 50 минут.
После каждой продувки в конвертере остаётся обогащённая медью сульфидная масса. Содержание меди в массе постепенно возрастает до предельной величины, отвечающей фактически составу чистой полусернистой меди ( Cu2S).
Продолжительность первого периода определяется содержанием меди в штейне, а также количеством воздуха, подаваемого в конвертер, которое зависит от числа фурм и состояния конвертора. При переработке богатого штейна (35-45 % Cu) первый период длится 6-8 часов, при переработке бедного штейна (менее 20-25 % Cu) - 16-24 часов.
На окисление 1 кг cульфида железа (FeS) в штейне требуется порядка 2 м3 воздуха.
Время, затрачиваемое на дутьё, составляет 70-80% от длительности первого периода. Остальное время тратится на слив шлака и загрузку конвертора.
По окончании первого периода и слива последней порции шлака в конвертере остаётся почти чистая полусернистая медь Cu2S, называемая белым штейном или белым маттом. Содержание меди в белом штейне колеблется в пределах 70 - 80%.
Содержание меди в сливаемых конверторных шлаках составляет порядка 1,5-2,5%. Содержание других компонентов в шлаке колеблется в пределах, %: SiO2-21-23; FeO-57-61; CaO-0,8-1,0; Al2O3- 6,5-9,0; S-1,5-2,1.
Из примесей, попадающих в конвертер, следует упомянуть благородные металлы, цинк и никель.
Благородные металлы практически полностью концентрируются в штейне.
Цинк попадает в конвертер в виде сульфида ZnS вместе со штейном при переработке цинксодержащей шихты. Основная масса цинка в конвертере окисляется до оксида ZnO, который частично переходит в шлак, а частично покидает конвертор с отходящими газами.
Никель, присутствующий в конвертере в незначительных количествах, практически полностью остаётся в белом штейне.
Второй период конвертирования заключается в переработке белого штейна на черновую медь. Белый штейн также продувают воздухом. Процесс является непрерывным и длится порядка 2-3 часов. Во время продувки белого штейна в конвертере протекают две основные реакции. Реакция окисления сульфида меди кислородом воздуха до оксида
2Cu2S + 3O2 = 2Cu2O +2SO2 (1.70)
и взаимодействие оксида меди с остальной массой сульфида меди
2Cu2O + Cu2S = 6Сu + SO2 (1.71)
Суммарная реакция процесса может быть записана в виде:
Cu2S + O2 = 2Сu + SO2 (1.72)
Для конвертирования медных штейнов используют горизонтальные конвертеры. Принципиальная схема устройства конвертера приведена на рисунке 1.22.
Конвертер представляет собой железный сварной кожух с торцовыми днищами, футерованный изнутри хромомагнезитовым кирпичом. Вблизи торцовых днищ на корпусе закреплены опорные бандажи. Рядом с одним из них установлен зубчатый венец. Вращение конвертера осуществляется с помощью электродвигателя, соединенного через редуктор с зубчатым колесом.
Всё обслуживание конвертора осуществляют через горловину. Воздух в конвертор подают через фурмы. Продолжительность процесса конвертирования при прочих равных условиях определяется объёмом вдуваемого в конвертор воздуха. Расход воздуха зависит от живого сечения фурм. Зарастание фурм приводит к уменьшению живого сечения, а, следовательно, к уменьшению объёма воздуха, поступающего в конвертер за единицу времени. Это приводит к снижению производительности конвертора. Поэтому большое внимание оказывается чистке фурм и поддержанию их в хорошем состоянии.
В современной практике медной промышленности используют горизонтальные конвертеры вместимостью по меди 40, 75, 80 и 100 тонн. Длина конверторов колеблется в пределах 6-12м, диаметр 3-4м. Число фурм 32-62, диаметр 40-50мм.
Горизонтальные конвертеры являются аппаратами периодического действия. Основными рабочими положениями конвертера в зависимости от угла его

1 - электродвигатель; 2 - редуктор; 3 – сальниковое устройство;
4 - зубчатый бандаж; 5 – опорный бандаж; 6- горловина;
7 – фурма-коллектор; 8 – шариковый клапан; 9- фурменная трубка;
10-опрный ролик.
Рисунок 1.22 - Принципиальная схема устройства конвертера.
поворота являются: заливка штейна, продувка штейна, слив шлака и слив черновой меди ( рисунок 1.23).
Газы, образующиеся при продувке поступают через горловину в герметизированный напыльник., установленный над конвертером, а затем в газоходную систему. Однако в процессе работы конвертера имеет место значительный подсос воздуха, достигающий 300-400%. От первичного объёма технологических газов.
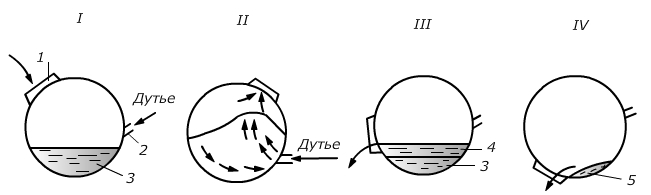
1- заливка штейна; 2- продувка штейна; 3 - слив конверторного шлака;
4 - слив черновой меди
Рисунок 1.23 - Рабочие положения горизонтального конвертера.
Вследствие этого происходит существенное разбавление отходящих газов. Содержание SO2 в них составляет 4-4,5%. Отходящие газы используются для получения серной кислоты.
Черновая медь имеет суммарное содержание меди золота и серебра 96-99,4%. Примеси, находящиеся в черновой меди сильно ухудшают её свойства. Поэтому вся черновая медь подлежит рафинированию. Рафинирование черновой меди проводят в два этапа. Сначала медь очищают от примесей методом огневого рафинирования, а затем она подвергается электролитическому рафинированию.
1.7 Огневое рафинирование меди
Черновая медь может содержать до 3 % примесей. В ней содержатся следующие основные примеси: Ni, As, Sb, Bi, Pb, Zn, S, Fe, Se, Ne, Au, Ag. Их содержание колеблется в широких пределах. Ниже приведён примерный состав черновой меди, %: Cu - 98,3- 99,4; Ni-0,03-0,3; As - 0,004-0,336; Sb - 0,001-0,007; Bi - 0,013-0,8; S - 0,02-0,26; Fe-0,001- 0,063; Se - 0,01-0,055 Te - 0,0002-0,2; а также Ag и Au.
Эти примеси сильно изменяют свойства меди в худшую сторону. Поэтому возникает необходимость процесса рафинирования черновой меди. Рафинирование черновой меди производится в два этапа. Первым этапом является огневое рафинирование, а вторым - электролитическое рафинирование. Основной целью огневого рафинирования черновой меди является получение плотных анодов для последующего электролитического рафинирования и удаление примесей, присутствие которых в анодах отрицательно влияет на процесс электролитического рафинирования.
Огневое или окислительное рафинирование меди основано на преимущественной по сравнению с основным металлом (медью) склонности окисления ряда примесей с последующим выделением их в виде нерастворимых в меди оксидов в самостоятельную шлаковую фазу или частично в виде возгонов в газовую фазу. Склонность примесей к окислению определяется их химическим сродством к кислороду или, другими словами, изменением энергии Гиббса реакции образования оксидов примесей металлов, присутствующих в черновой меди. Для окисления примесей, содержащихся в черновой меди, через расплавленную черновую медь продувают воздух. Реакции окисления протекают на поверхности пузырьков воздуха, всплывающих в жидком металле. В виду того, что концентрация меди в расплаве высока, в первую очередь в расплаве протекает реакция:
4Cu + O2 = 2Cu2O (1.73)
Образующийся оксид меди Cu2O растворяется в расплавленной металлической меди
Сu2O(тв) = [Cu2O] (1.74)
где [Cu2O] - равновесная концентрация оксида меди в расплавленной меди.
За счёт конвекции и диффузии оксид меди заполняет весь объём расплава. Растворимость оксида меди в расплавленной меди довольно высока и существенно зависит от температуры:
Температура, оС 1100 1150 1200
Растворимость Сu2O в меди, % 5,0 8,3 12,4
При дальнейшем повышении температуры растворимость оксида меди в металлической меди практически не увеличивается.
Основной химической реакцией окислительного рафинирования является:
[Сu2O] + [Me] = 2[Cu] + (MeO) (1.75)
где [Cu] - концентрация меди в расплаве;
(МеО) - концентрация оксида примеси в шлаковой фазе.
[Me] - концентрация примеси в черновой меди (Fe, Al, Zn, Ni, Sb, As,
Bi, Sn и др.)
Поведение примеси в жидкой меди будет определяться отношением упругости диссоциации оксида меди и оксида примеси. Если при данных растворимости, концентрации и температуре Р![]() (Сu2O) > Р
(Сu2O) > Р![]() (MeO), то примесь будет окисляться и переходить в шлак, если же Р
(MeO), то примесь будет окисляться и переходить в шлак, если же Р![]() (Сu2O) < Р
(Сu2O) < Р![]() (MeO), то примесь будет восстанавливаться и оставаться в расплавленной меди. Конечная концентрация примеси в расплаве меди будет определяться равенством давления диссоциации оксида примеси и оксида меди (рисунок 1.24).
(MeO), то примесь будет восстанавливаться и оставаться в расплавленной меди. Конечная концентрация примеси в расплаве меди будет определяться равенством давления диссоциации оксида примеси и оксида меди (рисунок 1.24).
На рисунке 1.24 приведены зависимости давления диссоциации (упругости диссоциации) оксида меди и оксидов примесей МеО, Ме2О и Ме2О3 в зависимости от концентрации оксида меди и концентрации примесей в черновой меди.
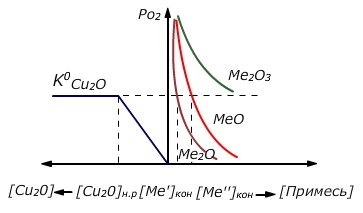
Рисунок 1.24 - Схема удаления примесей при окислительном рафинировании меди.
По мере роста растворимости оксида меди в расплаве черновой меди упругость диссоциации оксида меди будет возрастать до тех пор, пока не образуется насыщенный раствор оксида меди в расплавленной черновой меди. Предельная концентрация оксида меди в расплаве на рисунке 1.21 обозначена как [Cu2O]н. р.. По достижении предельной концентрации оксида меди упругость диссоциации (Р![]() ) оксида меди достигнет своего максимального значения и в дальнейшем изменяться не будет.
) оксида меди достигнет своего максимального значения и в дальнейшем изменяться не будет.
По мере удаления примеси из расплавленной меди концентрация её в расплаве будет уменьшаться, а равновесное давление диссоциации оксида примеси будет возрастать. Когда давление диссоциации оксида примеси сравняется с упругостью диссоциации оксида меди, окисление примеси прекратится. На рисунке 1.21 показаны остаточные концентрации примесей MеО и Ме2О рафинированной черновой меди. Примесь Ме2О3 из расплава черновой меди удаляться не будет, так давление диссоциации оксида этой примеси выше, чем давление кислорода при диссоциации оксида меди и примесь не будет окисляться. В результате протекания реакции (1.75) оксиды металлов - примесей вместе с избытком оксида меди и кремнезёмом, загружаемым в печь в небольшом количестве, образуют на поверхности ванны шлак, так как они очень плохо растворяются в металлической меди. В конце процесса рафинирования шлак деревянными скребками сгребают с поверхности шлака. Из приведённых выше примесей наиболее полно удаляются железо, алюминий, цинк и олово, которые практически полностью переходят из расплавленной меди в шлаковую фазу.
Очистка меди от Ni, Sb, As, Bi определяется равновесием реакции (1.74). Если их концентрации в жидкой меди ниже равновесных, то они не удаляются из меди. Так прeдельными концентрациями являются: для Ni - 0,25%; для As –
0,66%. Висмута в черновой меди очень мало и в процессе огневого рафинирования он практически не удаляется из меди. Мышьяк и сурьма относятся к трудно удаляемым примесям
В процессе огневого рафинирования в меди практически полностью остаются благородные металлы, селен и теллур. В металлической меди содержится сера, которая находится в ней в виде Cu2S. Очистка черновой меди осуществляется по реакции, которая протекает с период окислительного рафинирования:
Cu2S +2Cu2O = 6Cu + SO2 (1.76)
Сернистый газ выделяется при этом под большим давлением и удаляется из печи с отходящими газами.
Продутая воздухом расплавленная медь содержит растворённый оксид меди Cu2O (порядка 8%) и небольшое количество других примесей, которые не удаляются в результате огневого рафинирования. Для того, чтобы получить анодную (красную) медь, которая пригодна для электролитического рафинирования, необходимо восстановить находящийся в меди её оксид. Это осуществляется операцией, которую назвали «дразнением». «Дразнение» проводят или погружением в расплавленную медь свежесрубленной древесины (жердей или брёвен) или сжиганием мазута или природного газа. При разложении восстановительных реагентов в расплавленной меди образуются газы Н2, СО, СН4, которые реагируют с оксидом меди по реакциям:
Cu2O + H2 = 2Cu + H2O (1.77)
Cu2O + CO = 2Cu + CO2 (1.78)
4Cu2O + CH4 = 8Cu + CO2 + 2H2O (1.79)
В процессе дразнения ванна хорошо перемешивается газовыми пузырями. Это обеспечивает высокую степень восстановления оксида меди, удаление растворённых газов и способствует глубокой десульфуризации меди.
На современных заводах для огневого рафинирования используют два типа печей: стационарные отражательные печи и наклоняющиеся печи.
Стационарные рафинировочные печи по своему устройству похожи на отражательные печи для плавки медных концентратов. Схема принципиального устройства печи приведена на рисунке 1.25.
Печь покоится на столбчатом фундаменте. На одной из продольных стен имеются закрывающиеся загрузочные окна для загрузки в печь твёрдых материалов и обслуживания печи. В горелке сжигается высоко качественное топливо. На противоположной стороне (торце) печи имеются шлаковые окна. На противоположной от загрузочных окон боковой стене имеется лётка для слива меди. Вместимость печи составляет порядка 400 тонн жидкой меди.
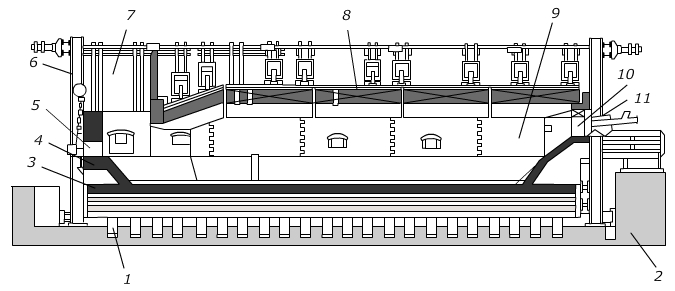
1 – столбчатый фундамент; 2 – основной фундамент; 3 - лещадь;
4 - откос; 5 – шлаковое окно; 6 – каркас крепления печи;
7 - газоход; 8 - свод; 9 - стены; 10- горелочное окно;
11- загрузочные (рабочие) окна;
Рисунок 1.25 - Схема устройства стационарной рафинировочной печи.
Наклоняющиеся рафинировочные печи по своему устройству сходны с горизонтальными конверторами. Их вместимость составляет порядка 300 тонн жидкой меди. В отличие от конверторов, горловина печи смещена к одному из торцов печи. Горловина служит для заливки жидкой меди, твёрдых оборотов и отвода отходящих газов. Для выпуска рафинированной меди в печи со стороны разливочной машины сделана лётка.
Огневое рафинирование является периодическим процессом. Он состоит из последовательных стадий: подготовка печи, загрузка печи, плавление или разогрев меди, окислительное рафинирование, съём шлака, восстановительное рафинирование и разливка готовой меди.
Подготовка печи заключается в её осмотре, выявлению и заделке изъянов.
Загрузка в рафинировочную печь жидкой меди осуществляется по специальному жёлобу через рабочие окна или горловину. Загрузка твёрдой мед (анодный скрап, износившиеся медные изложницы) осуществляется с помощью специальной машины также через загрузочные окна. В наклоняющуюся печь твёрдые материалы стараются не загружать. Это связано с тем, что падающие с большой высоты массивные слитки черновой меди ударяются о футеровку печи и быстро выводят её из строя. Продолжительность процесса загрузки составляет порядка 2 часов
Если в печь загружается твёрдая медь, то процесс её нагревания и плавления длится порядка 10 часов. При переработке жидкой меди длительность этой стадии значительно сокращается. В расплавления и разогрева расплава происходит частичное окисление меди до её оксида кислородом атмосферы воздуха, присутствующего в печи. Разогрев жидкой массы производится обычно до 1200оС.
Разогретая до 1200оС черновая медь продувается воздухом. Кислород воздуха окисляет примеси, сродство которых к кислороду больше, чем сродство кислорода к меди. Воздух вдувают непосредственно в расплав на глубину 600-800 мм с помощью погружаемых в расплав стальных трубок, покрытых изнутри огнеупорной обмазкой. Продолжительность окислительной продувки зависит от степени загрязнённости меди и колеблется в пределах 1,5-4 часов.
После окислительного рафинирования проводят процесс «дразнения». Продолжительность процесса «дразнения» определяется содержанием кислорода в черновой меди после окислительного рафинирования и длится порядка 2,5-3 часа. В результате двухэтапного рафинирования получают анодную медь. Содержание в анодной меди серы не превышает 0,01%, а кислорода 0,2 %.
Шлаки рафинировочных печей содержат до 50% меди. Они возвращаются на процесс конвертирования меди. Выход шлаков невелик и составляет порядка 1-2 % от массы черновой меди.
Разливка анодной меди осуществляется в изложницы, установленные на карусельных разливочных машинах. Разливка анодов из печи продолжается 5-8 часов.
Готовые аноды имеют длину 800-900 мм, ширину 800-900 мм и толщину 35-40 мм. Масса анода колеблется в пределах 240-320 кг. Охлаждённые аноды поступают в электролизный цех для электролитического рафинирования.
Некоторая часть катодной меди, полученной в результате электролитического рафинирования, перерабатывают в вайербарсы или заготовки для получения медной проволоки. В этом случае медь дополнительно по технологии огневого рафинировании очищают от серы, которая механическим путём попадает катодную медь. Катодную медь переплавляют в стационарных отражательных печах, аналогичных анодным печам. Такие печи называют ваейербарсовыми. Вайербарсы разливают на карусельных машинах. Охлаждённые вайербарсы направляют на металлообрабатывающий завод для получения медной проволоки.
Основным недостатком процесса огневого рафинирования является его периодичность. В настоящее время разрабатываются технологии непрерывного рафинирования черновой меди. Наибольший интерес представляют технологии, разработанные японской фирмой «Мицубиси» и процесс «Контимелт», разработанный совместно Германией и Бельгией.
1.8 Электролитическое рафинирование меди
Электролитическому рафинированию подвергается красная (анодная) медь, полученная после огневого рафинирования. Такая медь содержит 99,4-99,6% Сu. Остальное приходится на примеси, включая селен, теллур, серебро и золото. В среднем в анодной меди содержится 30-100 г золота и до 1000 г серебра на одну тонну анодной меди. Целью электролитического рафинирования является: глубокая очистка от вредных примесей, а также попутное извлечение из меди таких ценных компонентов, как селен, теллур, серебро и золото.
Сущность электролитического рафинирования меди заключается в том, что в электролизную ванну, содержащую электролит подвешивают литой анод и матрицу из катодной меди и пропускают через систему электрический ток. Анодная медь растворяется электрохимическим путём и затем осаждается на катоде. Примеси, содержащиеся в анодной меди, или накапливаются в электролите или переходят в шлам Электрохимическая цепь электролизёра для электролитического рафинирования меди может быть представлена в виде схемы:
(-)(катод)Cu /раствор СuSO4, H2SO4, Н2О, добавки/ Cu (анод) (+)
Электролит содержит 160-200 г/л Сu и серной кислоты 135-200 г/л. В качестве добавок используют столярный клей и мочевину. Эти добавки вводятся для улучшения качества (структуры) катодного осадка.
При анодном растворении меди возможны следующие электрохимические реакции, которые сопровождаются возникновением соответствующих электродных потенциалов:
Сu - e = Cu+ ц![]() = 0,51 В (1.80)
= 0,51 В (1.80)
Cu+ - e = C2+ ц![]() = 0,17 В (1.81)
= 0,17 В (1.81)
Cu - 2e = Cu2+ ц![]() = 0,34 В (1.82)
= 0,34 В (1.82)
В первую очередь должна протекать реакция (1.81). Однако, эта реакция не получает развития так как концентрация ионов Сu+ в растворе ничтожно мала. Концентрация ионов Сu+ в электролите устанавливается в соответствии с равновесием реакции, которая протекает при контакте металлической меди с ионами Сu2+:
Сu2+ + Cu = 2Cu+ (1.83)
Константа равновесия этой реакции определяется выражением
К = ![]() (1.84)
(1.84)
При 55оС константа равновесия этой реакции составляет 0,25·10-4. Это означает, что концентрация ионов Сu+ будет в 200 раз меньше концентрации ионов Сu2+. Таким образом в условиях процесса электролитического рафинирования меди устойчивым в электролите ионом будет ион Сu2+.
Поэтому растворение медного анода будет проходить по реакции (1.82)
Если по каким - либо причинам равновесие реакции (1.83) сдвигается влево, то у поверхности анода образуется тонкий порошок металлической меди. В процессе электролитического рафинирования меди масса образующегося порошка невелика и составляет 0,02 - 0,1% от массы анода.
Поскольку электролит всегда содержит растворённый в нём кислород воздуха, то в процессе рафинирования анод частично растворяется по химическим реакциям:
Сu + H2SO4 + 0,5O2 = CuSO4 + H2O (1.85)
Cu2O + 2H2SO4 + 0,5O2 = 2CuSO4 + 2H2O (1.86)
Из-за протекания реакций (1.85) и (1.86) анодный выход по току для меди выше 100%. Переходящая в раствор за счёт химического растворения медь не осаждается на катоде, а накапливается в электролите. Избыток такой меди обычно не превышает 3% от массы анода.
Основным процессом, протекающим на катоде, является разряд ионов меди:
Сu2+ + 2e = Cu (1.87)
Все примеси, находящиеся в анодной меди можно условно разбить на четыре группы.
К первой группе относятся более электроотрицательные, чем сама медь примеси. К ним относятся Na, K, Mg, Ca, Zn, Fe, Ni, Со, Sn, Pb. Эти примеси электрохимическим путём переходят в электролит. На катоде они разряжаться не могут. Поэтому ионы щелочных и щелочно-земельных металлов, а также ионы Zn, Fe, Ni, Со накапливаются в электролите. Их попадание в катодный осадок возможно за счёт межкристаллических включения раствора в катодную медь. Олово и свинец также растворяются электрохимическим путём, но образуют нерастворимые соединения Sn(OH)2 и PbSO4 и попадают в шлам.
Вторую группу примесей образуют As, Sb, и Bi. Их электродные потенциалы близки к потенциалу меди, поэтому вероятность их перехода в катодный осадок высока. Для предотвращения их выделения на катоде необходимо не допускать превышения их предельной концентрации в электролите. На практике это достигается выводом мышьяка, сурьмы и висмута из раствора при регенерации электролита.
Мышьяк и сурьма, переходящие в электролит, могут окисляться кислородом воздуха до солей высших валентностей.
As2(SO4)3 + 2H2SO4 + O2 = As2(SO4)5 + 2H2O (1.88)
Sb2(SO4)3 +2H2SO4 + O2 = Sb2(SO4)5 + 2H2O (1.89)
Cоли высших валентностей мышьяка и сурьмы склонны к образованию кислот H3SbO4 и H3AsO4.
Кроме того, они подвергаются гидролизу, в результате которого образуются оксиды этих элементов и основные соли:
As2(SO4)5 + 2H2O = As2O3 + 3Н2SO4 (1.90)
Sb2(SO4)5 + 2H2O = Sb2O3 + 3Н2SO4 (1.91)
Bi2(SO4)3 + 2H2O = 2Bi(OH)SO4 + Н2SO4 (1.92)
В итоге окислившиеся на аноде электрохимическим путём As, Sb, и Bi распределяются между раствором и шламом.
Твёрдые частицы оксидов и основных солей этих элементов могут образовывать хорошо сформировавшиеся кристаллы, которые осаждаются на дно ванны. Но иногда они формируются в виде мелко дисперсных частиц, близких к коллоидным частицам. Тогда они находятся в электролите в виде взвесей и образуют так называемые «плавучие шламы.» Эти шламы механическим путём попадая к поверхности катода могут служить источником загрязнения катодной меди этими примесями.
К третьей группе примесей относятся благородные металлы. Как более электроположительные, чем медь, они не растворяются электрохимическим путём. По мере растворения анода они осыпаются и попадают в шлам. Их выход в шлам составляет 98 - 99%.
К примесям четвёртой группы отнoсятся растворённые в анодной меди химические соединения Cu2O, Cu2S, Cu2Se, Cu2Te. Эти соединения электрохимически нейтральны и малорастворимы в электролите. Все они практически полностью переходят в шлам.
Для электролитического рафинирования меди применяют полимерно-бетонные ванны ящичного типа, имеющие удлинённое прямоугольное сечение. Электролизные ванны группируются в блоки. В каждом блоке содержится 10-20 ванн. Блоки группируются в серии, состоящие обычно из двух блоков. Электроды в отдельных ваннах (катоды и аноды) подключены параллельно. На рисунке 1.26 приведена схема питания электродных ванн в блоках и сериях.
Геометрические размеры ванн зависят от числа и размера электродов, завешиваемых в ванну. Современные ванны имеют длину 3,5-5,5м, ширину - 1-1,1м, высоту 1,2-1,5м. Число катодов в ванне всегда превышает число анодов на единицу. Размеры катодов превышают размеры анодов по высоте и ширине на 20-30мм. Первичными катодами служат тонкие листы катодной меди толщиной 0,4 - 0,5мм. Катодные основы состоят их меди. Их получают электролитическим путём. Для этих целей в специальных электролизёрах на медные матрицы осаждают медь.
Время наращивания одного катода в ванне рафинирования меди составляет 6-15 суток. Масса катода достигает 60-140 кг. После тщательной промывки катоды направляют потребителю или переплавляют в слитки меди.
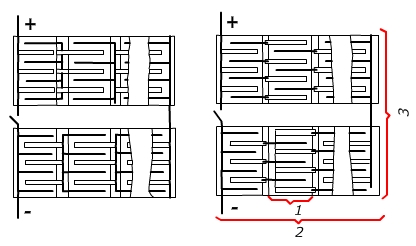
1 - ванна; 2 - блок; 3 - серия
Рисунок 1.26 - Схема питания электролитных ванн электрическим током в блоках и сериях.
Время растворения анода составляет 20-30 суток. Аноды полностью не растворяют. Часть анода, составляющая 12-18 % от первоначальной массы анода, остается в виде скрапа нерастворённой. Анодный скрап направляется на переплавку в анодную печь. За время работы анодов осуществляется 2 - 3 съёма катодной массы.
Поскольку при электролитическом рафинировании меди оба электрода (катод и анод) изготовлены из одного металла (Сu), то напряжение между электродами в процессе электролиза складывается в основном из падения напряжения в электролите между электродами и падения напряжения в ток подводящих шинах и контактах. Поэтому напряжение на ванне можно рассчитать по уравнению:
U = IR1 + IR2 + IR3 (1.93)
где R1 - электрическое сопротивление электролита между электродами,
Ом;
R2 - электрическое сопротивление ток подводящих шин, Ом;
R3 - электрическое сопротивление контактов, Ом;
I - cила тока, А;
U - напряжение между электродами ванны, В.
Напряжение между электродами на ванне обычно составляет 0,25-0,30 В. Плотность тока, поддерживаемая в процессе электролиза, составляет порядка 250-300 А/м2. Катодный выход по току составляет порядка 95 %. Расход электрической энергии составляет 230-350 кВт·час на 1т меди. Температура электролита поддерживается порядка 50-55оС.
В процессе электролиза электролит обогащается медью и загрязняется примесями. Для предупреждения накопления примесей в электролите и для поддержания его постоянного состава электролит подвергают регенерации. Для этих целей часть электролита выводят из ванн. Количество выводимого электролита обычно рассчитывают по предельно допустимой ведущей примеси. Обычно таковой является никель.
Регенерация электролита с целью вывода из него избытка меди обычно производится в регенерационных ваннах, в которых в качестве катода служит матрица из катодной меди, а в качестве анода используется свинец с добавкой 3-6% сурьмы или 1% Аg. На катоде в ванне регенерации протекает реакция разряда ионов меди:
Сu2+ + 2e =Cu (1.94)
Свинцовый анод является нерастворимым и в процессе регенерации электролита на нем протекает электродная реакция, сопровождающаяся выделением кислорода:
Н2О + 2е = 2Н+ + 0,5О2 (1.95)
В ванне регенерации электролита протекает реакция:
CuSO4 + H2O = Cu + H2SO4 (1.96)
В результате протекания реакции (1.96) электролит обедняется медью и обогащается свободной серной кислотой. После частичного обеднения электролит можно возвращать в ванны электролитического рафинирования.
Напряжение на ванне регенерации электролита составляет 2,0-2,5 В.
На многих заводах регенерацию электролита совмещают с получением медного купороса. В этом случае отобранный из рафинировочной ванны электролит нейтрализуют в присутствии кислорода воздуха анодным скрапом или специально приготовленными медными гранулами. При этом протекает реакция:
Сu + H2SO4 + 0,5O2 = CuSO4 + H2O (1.97)
В результате протекания реакции (1.97) раствор обогащается медью и обедняется серной кислотой.
Полученный раствор упаривают в кристаллизаторах. В них при охлаждении выделяются кристаллы медного купороса CuSO4·5H2O. Для ускорения процесс проводят в вакуумных кристаллизаторах.
Процесс кристаллизации проводят в три стадии. Раствор после третей стадии содержит 50-60г/л Сu. Этот раствор подвергают электролизу в ваннах с нерастворимыми анодами. В результате электролиза получают рыхлый катодный осадок меди, загрязнённый мышьяком и сурьмой. Эту медь направляют на медеплавильный завод. Раствор, содержащий около 1 г/л меди и богатый серной кислотой, направляют на получение никелевого купороса, а затем в цех электролитического рафинирования меди для приготовления свежего электролита.
Важным направлением дальнейшего развития электрометаллургии меди является получение медного порошка и фольги.
Получение медного порошка осуществляется путём электролиза с высокой плотность тока, которая может достигать 2000 А/м2, и низким порядка 10-13г/л содержанием меди в электролите. Выделение меди в этих условиях проходит при скоростях близких к предельному току диффузии. Формирование плотного катодного осадка в этих условиях невозможно и в результате получается порошкообразная медь.
Электролитическую медную фольгу получают путём электролитического осаждения меди на барабанном вращающемся катоде. При получении фольги используют электролит с содержанием 40-60 г/л Cu и 40-60 г/л H2SO4. Электролиз ведут при 35-50оС с интенсивным перемешиванием электролита сжатым воздухом при плотности тока 1800-3000 А/м2.
