
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Принимается ![]()
![]() .
.
Минимальное расстояние от объекта – 1м. При прямой прокладке получится большая протяженность по территории, что нецелесообразно.
![]()
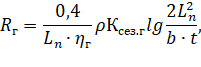
где ![]()
![]() - коэффициент использования горизонтальных электродов;
- коэффициент использования горизонтальных электродов;
Ксез. г – коэффициент сезонности для горизонтальных электродов;
b – ширина полосы, м;
t – глубина заложения, м.
![]()
![]() по таблице 0,35, Ксез=4, b=1,1·14=15,4мм, t=0,5 м.
по таблице 0,35, Ксез=4, b=1,1·14=15,4мм, t=0,5 м.


RЗУдоп>RЗУ. Ф
2 Ом > 1,64 Ом
Условие выполняется, следовательно ЗУ будет эффективным.
План заземления изображен на рисунке 5 .
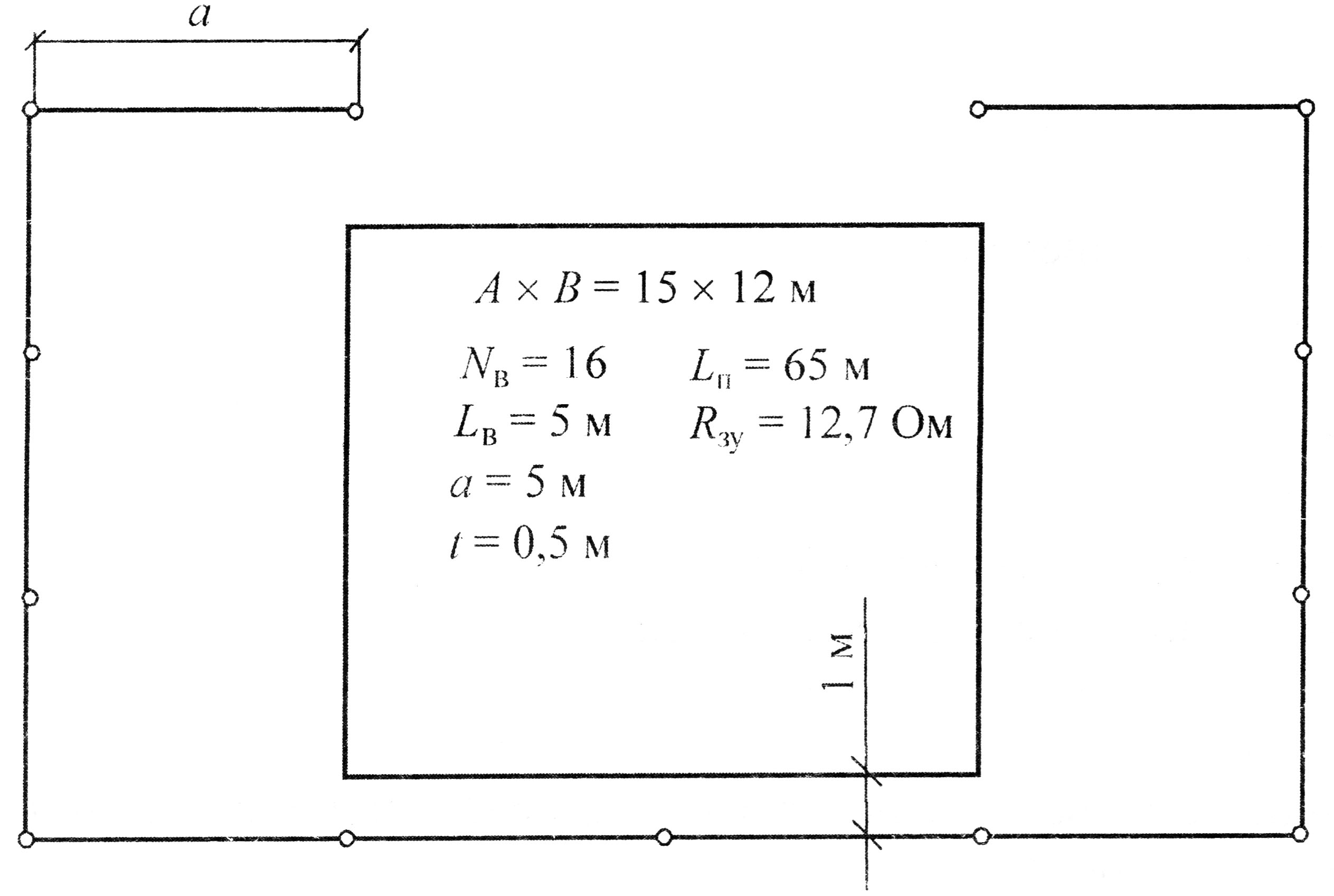
Рисунок 5 План заземления
9. Охрана труда. Мероприятия по безопасности труда при обходах и осмотрах воздушных линий электропередач.
Система эксплуатационного обслуживания ВЛ включает техническое обслуживание и ремонт.
К техническому обслуживанию ВЛ относятся работы по систематическому и своевременному предохранению отдельных конструкций и деталей от преждевременного износа путем проведения профилактических измерений и устранения мелких повреждений и неисправностей.
При обходах и осмотрах ВЛ назначать производителя работ не обязательно. Во время осмотра ВЛ не допускается выполнять какие-либо ремонтные и восстановительные работы, а также подниматься на опору и ее конструктивные элементы. Подъем на опору допускается при верховом осмотре ВЛ. Проведение целевого инструктажа обязательно.
В труднопроходимой местности (болота, водные преграды, горы, лесные завалы и т. п.) и в условиях неблагоприятной погоды (дождь, снегопад, сильный мороз и т. п.), а также в темное время суток осмотр ВЛ должны
выполнять не менее двух работников, имеющих группу II, один из которых назначается старшим. В остальных случаях осматривать ВЛ может один работник, имеющий группу II.
Не разрешается идти под проводами при осмотре ВЛ в темное время суток.
При поиске повреждений осматривающие ВЛ должны иметь при себе предупреждающие знаки или плакаты.
Не разрешается приближаться на расстояние менее 8 м к лежащему на земле проводу ВЛ напряжением выше 1000 В, к находящимся под напряжением железобетонным опорам ВЛ напряжением 6 – 35 кВ при наличии признаков протекания тока замыкания на землю (повреждение изоляторов, прикосновения провода к телу опоры, испарение влаги из почвы, возникновение электрической дуги на стойках и в местах заделки опоры в грунт и др.). В этих случаях вблизи провода или опоры следует организовать охрану для предотвращения приближения к месту замыкания людей и животных, установить по мере возможности предупреждающие знаки или плакаты, сообщить о происшедшем владельцу ВЛ.
Работы на пересечениях и сближениях ВЛ с дорогами
При работах на участках пересечения ВЛ с транспортными магистралями (железные дороги, судоходные реки и каналы), когда требуется временно приостановить движение транспорта либо на время его движения приостановить работы на ВЛ, работник, выдающий наряд, должен вызвать на место работ представителя службы движения транспортной магистрали. Этот представитель должен обеспечить остановку движения транспорта на необходимое время или предупреждать линейную бригаду о приближающемся транспорте. Для пропуска транспорта провода, мешающие движению, должны быть подняты на безопасную высоту.
При работах на участках пересечения или сближения ВЛ с шоссе и
проселочными дорогами для предупреждения водителей транспорта или для остановки, по согласованию с Государственной инспекцией по безопасности дорожного движения МВД России (ГИБДД), его движения производитель работ должен выставить на шоссе или дороге сигнальщиков.
При необходимости должен быть вызван представитель ГИБДД.
Сигнальщики должны находиться на расстоянии 100 м в обе стороны от места пересечения или сближения ВЛ с дорогами и иметь при себе днем красные флажки, а ночью – красные фонари.
Введение
Электрооборудование нельзя рассматривать отдельно от конструктивных особенностей того или иного цеха, поэтому специалисты в области электрооборудования промышленных предприятий должны быть хорошо знакомы как с электрической частью, так и с основами технологических процессов, а значит и применяемым в них оборудованием.
Поэтому в современной технологии и оборудовании промышленных предприятий велика роль электрооборудования, т. е. совокупности электрических машин, аппаратов, приборов и устройства, посредством которых производится преобразование электрической энергии в другие виды энергии и обеспечивается автоматизация технологических процессов.
Электрооборудование промышленных предприятий и установок проектируется, монтируется и эксплуатируется в соответствии с правилами устройства электроустановок (ПУЭ) и другими руководящими документами.
Электроснабжение – это непрерывная работа и совокупность взаимосвязанных электроустановок, предназначенных для производства, передачи и распределения электроэнергии потребителю.
Задачи электроснабжения:
1) Надежность, которая зависит от правильности выбора схем оборудования и защиты по категориям ЭП.
2) Качество обеспечивает нормирование колебаний напряжения и частоты.
3) Экономичность – это потребление электроэнергии с нормально работающим оборудованием, т. е. с наибольшей отдачей.
Задачи электроснабжения не должны осуществляться, если не приняты все
необходимые меры по ОТ, т. к. не соблюдение правил проводит к несчастным случаям, травмам и увечьям, а ошибки электроснабжения могут привести к неблагоприятным воздействиям на экологию окружающей сре
1. Технологическая характеристика объекта
Ремонтно – механический цех предназначен для ремонта и настройки электромеханических прборов, выбывающих из строя.
Он является одним из цехов металлургического завода, выплавляющего и обрабатывающего металл. РМЦ имеет два участка, в которых установлено необходимое для ремонта оборудование: токарные, строгальные, фрезерные станки и др. В цехе предусмотрены помещения для трансформаторной подстанции (ТП), вентиляторной, инструментальной, складов, сварочных постов, администрации и пр.
Управление двигателями производится с кнопочного поста по релейно-контакторной реверсивной схеме. Все элементы размещаются в технических шкафах в непосредственной близости от места работы оператора крана. В схему управления включена защита от падения груза из-за падения напряжения. При отключении питания срабатывают механические тормоза двигателя главного движения, что приводит к заклиниванию вала.
На заточных станках можно затачивать режущий инструмент различного вида – развертки, зенкеры, фрезы, резцы, зуборезный инструмент и др. Для установки и закрепления затачиваемого инструмента эти станки снабжаются приспособлениями.
Станки кругло - и плоскошлифовальные предназначены для шлифования абразивным или алмазным кругами плоских поверхностей деталей, закрепленных на зеркале стола, магнитной плите или в приспособлении.
На токарных станках выполняют обточку и расточку цилиндрических, конических и фасонных поверхностей, нарезание резьбы, подрезку и обработку торцов, сверление, зенкерование и развёртывание отверстий и т. д.
Сварочные агрегаты предназначены для сваривания поломанных частей различных частей приборов.
Зубофрезерные станки рассчитаны на механическую обработку резанием различных видов цилиндрических зубчатых колес (прямозубые, косозубые, венцы червячных и храповых колес, звездочки цепных передач и т. д.
Сверлильные станки предназначены для получения сквозных и глухих отверстий в сплошном материале, для чистовой обработки (зенкерования, развёртывания) отверстий, образованных в заготовке каким-либо другим. способом, для нарезания внутренних резьб, для зенкования торцовых поверхностей. Расточные станки необходимы для сверления, зенкерования, развертывания, растачивания, нарезания резьбы, обтачивания цилиндрических поверхностей и торцов, фрезерования.
Фрезерные станки предназначены для обработки с помощью фрезы плоских и фасонных поверхностей, тел вращения, зубчатых колёс и т. п. металлических и других заготовок.
Станки строгальной группы применяются главным образом для обработки поверхностей, получаемых при прямолинейном главном движении, чаще всего плоскостей (плиты, рамы, направляющие станин, горячекатаная стальная полоса, черный и нержавеющий металлопрокат и др.). Обработка производится резцами при прямолинейном возвратно-поступательном главном движении и подаче, перпендикулярной направлению главного движения.
Кроме этого в цехе установлены вентиляторы. Вентиляторы являются
основным элементом различных вентиляционных установок. Они обеспечивают технологический процесс производства и условия трудовой деятельности.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 |
