
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Прокатка – один из самых распространенных видов обработки металлов давлением, который заключается в обжатии металла между двумя вращающимися в разные стороны валками. Силами трения заготовка затягивается в зазор между валками и обжимается по высоте. Прокатный валок является основной рабочей частью прокатного стана и служит для последовательной деформации при горячей прокатке непрерывной медной заготовки с целью получения медной заготовки с заданными параметрами.
В процессе получения медной катанки горячим способом катания на прокатном стане были выявлены постоянные дефекты валков прокатного стана 1,2 и 3 клети.
В результате воздействия агрессивной среды (высокая температура, Т=800-850°С, неравномерное охлаждение) в процессе проката на валке образуются различные дефекты – сколы, микротрещины, которые оказывают существенное влияние на качество изготовления медной катанки и сокращают моторесурс прокатных валков.
Анализ эксплуатации и ремонта по замене валков прокатного стана показал, что валки заводского изготовления в процессе работы имеют моторесурс в пределах 450-500 час. Этот неблагоприятный фактор вызывает необходимость частой остановки прокатного стана и замены прокатных валков.
С целью повышения износостойкости и долговечности валков предлагается способ обработки (обдувки) его рабочих поверхностей с помощью пескоструйного метода.
Сущность процесса обдувки поверхности заключается в том, что обрабатываемая поверхность подвергается многочисленным ударам песком выбрасываемым на обрабатываемую поверхность пневматическим способом. В результате такой обработки поверхность приобретает наклеп [1].
Выглаживание и обдувка песком являются методами обработки давления в холодном состоянии и относятся к области «упрочняющей» технологии. Эти методы обработки уплотняют поверхностный, благодаря чему увеличивается сопротивление износу трущихся поверхностей сопряженных пар.
Наклеп – это изменение структуры и свойств металла материала, вызываемое пластической деформацией [2]. Наклеп снижает пластичность и ударную вязкость, но увеличивает предел пропорциональности, предел текучести и твердость, а также снижает сопротивление материала деформации противоположенного знака. При поверхностном наклепе изменяется напряженное состояние в материале и повышается его усталостная прочность.
Для реализации указанного способа обработки поверхности прокатного валка предлагается следующая конструкция пескоструйного устройства, рис.1.
Устройство состоит из металлического бункера 6, в коническую часть которого засыпается на 3/4, крупнозернистый кварцевый песок. По центру бункера устанавливается вал 5, который приводится во вращение посредством зубчатой пары 7 от планетарного редуктора 13 с электродвигателем 12. От планетарного редуктора получает вращение червячная пара 15. С червячным колесом связано коромысло, которое в зависимости от соединения с рукоятью пескоструйного аппарата 1 позволяет перемещать коническую насадку для обработки рабочей поверхности прокатного валка 2, который устанавливают в планшайбе на валу 1.
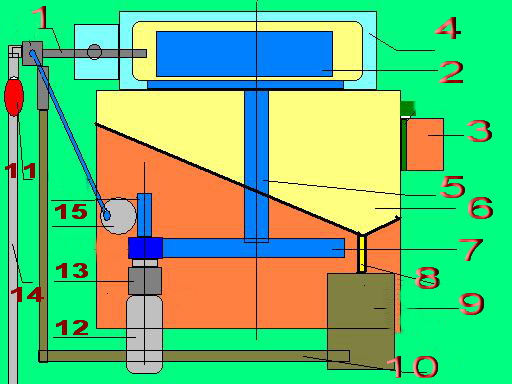
Рис.1
Устройство для пескоструйной обработки рабочих поверхностей прокатного валка работает следующим образом. Вал 1 совместно с планшайбой и прокатным валком 2 вращается со скоростью n=30 об/мин. Кварцевой песок из бункера 6 ссыпается в емкость 9, из которой посредством шлангового трубопровода подается в пескоструйный аппарат 1. Туда же от компрессора через трубопровод 14 подается сжатый воздух под давлением 5-6 атм. Воздушная смесь с кварцевым песком через коническую насадку направляется на рабочие поверхности прокатного валка и подвергает ее пескоструйной обработке. Процесс обработки длится в течение 2 минут. Установка герметична и подключена к вентиляционной системе 3.
Результаты анализа работы прокатного валка после данного метода обработки показали, что значительно улучшился мотороресурс валка, почти в 15-20 раз, т. е моторесурс достиг уровня 8000-9000 часов. На рис.2 приведены рабочие поверхности прокатного валка до и после обработки.

Рис.2
Кроме того, улучшилось охлаждение валка за счет матовой поверхности. Охлаждающая эмульсия хорошо налипает на обработанную поверхность и равномерно растекаясь по ней охлаждает ее. За счет мельчайшего абразивного напыления повысилась износостойкость и теплостойкость прокатного валка.
