
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Влияние содержания углерода на образование градиента в твердом сплаве
Влияние содержания углерода на образование градиента в твердом сплаве
,
ФГБУН ИМ ХНЦ ДВО РАН Россия, Хабаровск Тихоокеанская 153,
e-mail: *****@***ru
Аннотация
Наноструктурный функциональный градиентный твердый сплав был получен путем спекания при температурах от 1350°С до 1410°С двухслойных образцов, состоящих из слоя WC-15Co-0.4VC-0.4Cr3C2 с нормальным содержанием углерода и слоя WC-8Co-0.4 VC-0.4Cr3C2 с дефицитом углерода. Исследование показало, что образование в слое с дефицитом углерода з-фазы (Co3W3C) вызывает миграцию кобальта в него и препятствует возвращению кобальта обратно. При пониженных температурах спекания пористость полученных образцов равна 7%. Пористость наноструктурного твердого сплава, полученного при 1410°С, снижается до 2%. Максимальная твердость поверхностного слоя с низким содержанием кобальта (10%) достигает 1945HV.
Введение
Современные вольфрамокобальтовые твердые сплавы, применяемые для резания и бурения, должны обладать высокой твердостью [1]. Наибольшие требования к твердости предъявляются к режущей поверхности твердосплавных инструментов. В остальном объеме необходимо поддерживать необходимый уровень трещиностойкости (1600-1700 МПа√м). Изделия из градиентных твердых сплавов обладают твердой поверхностью режущей кромки и вязкой основой, что делает их более привлекательными для изготовления режущего инструмента. Градиент как правило возникает за счет миграции кобальтовой связки во время спекания образцов [2,3]. Для создания градиентной структуры применяют методы послойной насыпки [4], жидкофазным спеканием заготовок разного состава, но все они приводят к появлению необходимого распределения свойств по объему материала.
Методика
Для изготовления образцов наноструктурных твердых сплавов использовали следующие порошки (в скобках указана чистота порошков) WC, фирмы Hongwu (99.9%); Co, фирмы Kokkola (99.9%); Cr3C2 Донецкого завода химреактивов (99.7%,); VC, компании ВЕКТОН (99.7%,)
Смешивание проводили в мельнице Retsch РМ 400 в течение 80 минут при соотношении массы шаров к массе смеси порошков 10:1. После добавления пластификатора (4% парафина), порошки прессовали при давлении 150 МПа. Для создания градиента применяли послойную засыпку порошков наноструктурного WC-15Co-0.4VC-0.4Cr3C2 и WC-8Co-0.4VC-0.4Cr3C2 сплавов. Масса одного слоя равна 6 грамм. Было создано четыре стандартных образца твердого сплава, которые спекали в вакуумной печи Carbolite STF при температурах 1350, 1370, 1390 и 1410°С. Выдержка при максимальной температуре составляла 60 минут. Твердость по Виккерсу всех сплавов измеряли с помощью твердомера HVS-50 (погрешность 2%) при нагрузке P=490,3 Н (50 кгс). Анализ микроструктуры образцов после шлифовки и полировки производили на растровом микроскопе TESCAN VEGA 3. Средние диаметры зерен WC в образцах были определены методом секущих.
Результаты и обсуждения
Использование послойного заполнения нанопорошков с различным содержанием углерода обеспечивает перераспределение кобальта при спекании образцов за счет его миграции из слоя WC-15Co-0.4VC-0.4Cr3C2 с нормальным содержанием углерода в область WC-8Co-0.4VC-0.4Cr3C2 с дефицитом углерода [3].
Коняшин и др. [2] описал обратную миграцию кобальта и постепенное выравнивание его концентрации в слоях исследуемых образцов. Но образцы, изученные в данной работе, характеризуются безвозвратной миграцией кобальта в слой WC-8Co-0.4VC-0.4Cr3C2. По мере повышения температуры спекания с 1350 до 1410 °С содержание кобальта не выравнивается, так как дефицит углерода в слое WC-8Co-0.4VC-0.4Cr3C2 сохраняется. Градиент концентрации кобальта между поверхностью и объемом образцов составляет примерно 5% (рис. 1b). Миграция кобальта из слоя WC-15Co-0.4VC-0.4Cr3C2 в слой WC-8Co-0.4VC-0.4Cr3C2 с дефицитом углерода приводит к уменьшению его содержания в слое WC-15Co-0.4VC-0.4Cr3C2 от 15% до 10% (рис. 1b) и увеличению в слое WC-8Co-0.4VC-0.4Cr3C2 от 8% до 14%.
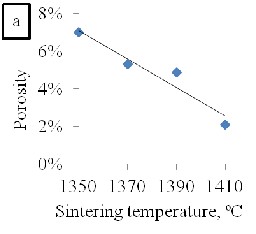
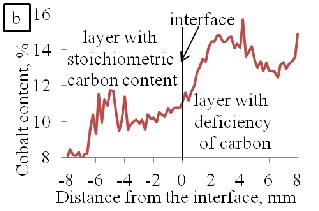



Рис. 1. Зависимость пористости от температуры спекания (а), распределение кобальта по поперечному сечению образца, спеченного при 1410 (б), распределение твердости по поперечному сечению образцов, спеченных (с) при 1350°С (×), 1370°C (), 1390°C (Δ), 1410°C (♦)
Градиентный твердый сплав, спеченный при 1350°C характеризуется высокой пористостью (7%) и высокую твердость (1860 HV) WC-15Co-0.4VC-0.4Cr3C2. Градиент твердости этого наноструктурного твердого сплава WC-Co равен 590 единицам Виккерса.
Градиентный твердый сплав, спеченный при 1410°С, имеет максимальную твердость (1945HV) поверхностного слоя (рис. 2а) должный к зернам карбида вольфрама более малого среднего диаметра и низкой пористости (2%). Градиент твердости WC-Co наноструктурного твердого сплава равен 285 единицам Виккерса. Снижение градиента твердости обусловлено ростом среднего диаметра зерен WC и уменьшением пористости при высокой температуре спекания.
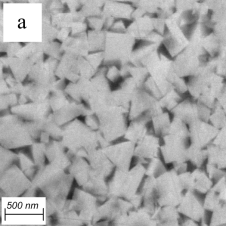
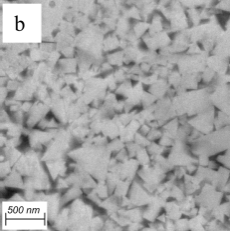
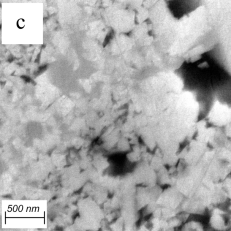
Рис. 2. Микроструктура сплава, спеченного при 1410°С в слое со стехиометрическим содержанием углерода (а), на границе раздела (в), в слое с дефицитом углерода (с).
Повышение температуры спекания привело к снижению пористости образцов с 7% до 2% (рис. 1a), что приводит к увеличению твердости слоя WC-15Co-0.4VC-0.4Cr3C2. Микроструктура слоя WC-8Co-0.4VC-0.4Cr3C2, представленная на рисунке 2с, состоит из WC зерен (серая область), кобальта (черные области) и з-фазы Co3W3C (светло-серая область). Наличие з-фазы приводит к снижению его твердости (рис. 1с). Твердость WC-8Co-0.4VC-0.4Cr3C2 равна 1660HV при максимальной температуре спекания (1410°С).
Поверхность между двумя слоями (WC-15Co-0.4VC-0.4Cr3C2 и WC-8Co-0.4VC-0.4Cr3C2) (рис. 2b) не имеет з - фазы в широком температурном диапазоне. Твердость этой области достигает 1800HV.
4. Выводы
Наличие слоя, содержащего з - фазу (Co3W3C), стабилизирует градиент содержания кобальта и градиент твердости в градиентных нанокристаллических твердых сплавах в широком диапазоне температур спекания (1350-1410°С). Высокая температура спекания (1410°C) приводит к снижению пористости с 7% до 2%. Твердость поверхностного слоя с низким содержанием кобальта (10%) достигает 1945HV в этом образце.
Л И Т Е Р А Т У Р А
Технология и свойства спеченных твердых сплавов и изделий из них/ , . М.: МИСИС. 2001. C.452. Konyashin I., Ries B., Lachmann F., Fry A. T. A novel sintering technique for fabrication of functionally gradient WC–Co cemented carbides // J Mater Sci. 2012. № 20. P 7072-7084. Формирование градиентной структуры в спеченных твердых сплавах (Обзор)/ Сверхтвердые материалы, 2010, № 4, с. 36-53. , Изменение прочности, твердости и трещиностойкости при переходе от среднезернистого к ультрамелкозернистому твердому сплаву // Известия высших учебных заведений. порошковая металлургия и функциональные покрытия, 2017, №2, с. 39-46
