Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Способ холодной прокатки полос
СПОСОБ ХОЛОДНОЙ ПРОКАТКИ ПОЛОС
Изобретение относится к технологии прокатного производства и может быть использовано при дрессировке стальных отожженных полос на одноклетевом стане с относительными обжатиями 0,5-2,0%.
Задача настоящего изобретения - обеспечить снижение энергозатрат процесса дрессировки отожженных полос на одноклетевом стане с относительными обжатиями, не превышающими 2%.
Указанная задача решается тем, что в способе дрессировки отожженных полос на одноклетевом стане с использованием моталки и разматывателя с относительными обжатиями 0,5-2%, включающем обжатие полосы с приложением заднего и переднего натяжений, согласно изобретению обжатие производят приводными рабочими валками, заднее натяжение устанавливают и поддерживают постоянным в диапазоне 0,05-0,1, а переднее - в диапазоне 0,15-0,21 от условного предела текучести отожженной полосы.
Сущность изобретения заключается в следующем.
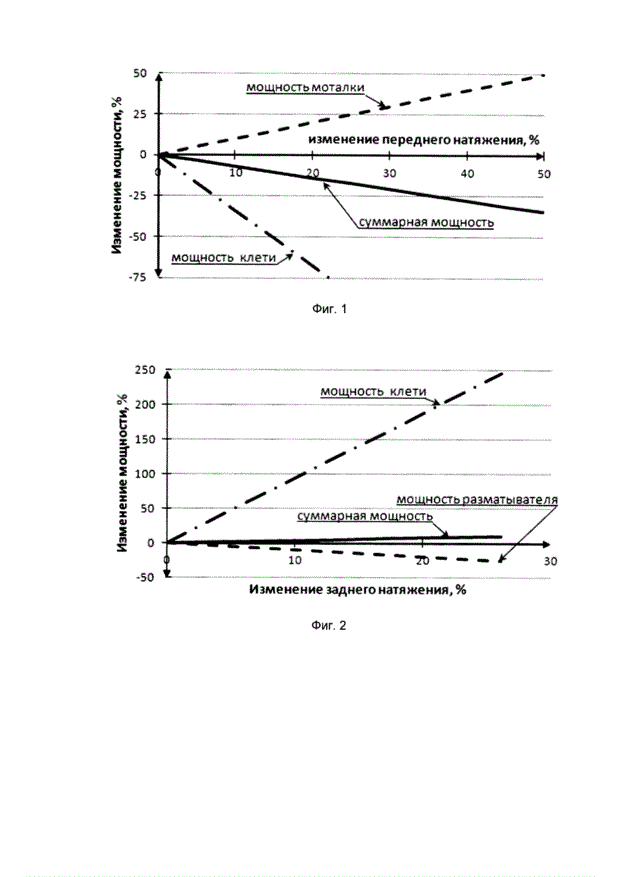
Уменьшение энергозатрат - одна из актуальных задач при производстве холоднокатаных стальных полос. Для решения этой задачи необходимо проанализировать факторы, которые влияют на расход энергии при прокатке. Существует достоверная методика расчета мощности процесса прокатки, изложенная в работе [3] (параграф 3.3.3, пункт «г»), которая учитывает, что в зоне опережения очага деформации валки не затрачивают энергию на пластическую деформацию полосы, напротив, полоса возвращает валкам часть энергии, полученной при прохождении зоны отставания. Таким образом, расход энергии в рабочей клети зависит от соотношения длин зон отставания и опережения: чем длиннее последняя, тем меньше мощность прокатки и расход энергии. Однако, учитывая различия напряженно-деформированного состояния (НДС) полосы при холодной прокатке с обжатиями более 5% и при дрессировке с обжатиями в диапазоне 0,5-2% была разработана новая математическая модель взаимосвязанных технологических и энергосиловых параметров, обеспечивающая минимальные расхождения между рассчитанными и фактическими значениями удельного расхода энергии.
Для оценки энергоэффективности опытных режимов дрессировки был проведен сравнительный анализ средних значений удельных затрат электроэнергии на процесс дрессировки по существующей технологии и с увеличенным передним натяжением полосы.
В результате испытаний достоверно установлено, что удельный расход электроэнергии на дрессировку по опытным режимам, по сравнению с базовыми режимами, уменьшился на 3-5%.
Таким образом, подтверждено, что разработанный способ практически реализуем и дает ожидаемый технический результат: экономию энергии при дрессировке отожженной полосы на одноклетевом стане.
.