

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Анализа брака в среде опытного производства
АНАЛИЗА БРАКА В СРЕДЕ ОПЫТНОГО ПРОИЗВОДСТВА
Институт инженерной физики и радиоэлектроники ФГАОУ ВО СФУ
660074, д
E-mail: *****@***ru
В работе рассмотрены основные проблемы анализа брака на опытном производстве. Рассмотрены основные виды брака, приведены примеры. Намечены планы по последующей работе.
Высокая трудоемкость проведения ремонта приборов на всех этапах их изготовления, повышает себестоимость и отпускную цену, снижая конкурентоспособность выпускаемой продукции на рынке. Проведение ремонта, связанного с неоднократной заменой компонентов, снижает надежность приборов и увеличивает вероятность проведения гарантийного ремонта у потребителя. Учитывая широкую географию продаж, затраты на проведение подобного ремонта могут быть настолько значительны, что сделают производство убыточным, особенно при увеличении гарантийных сроков. Снижение качества и надежности выпускаемой продукции подрывает авторитет производителя и снижает стоимость торговой марки, что, в свою очередь, уменьшает прибыль.
Производственный контроль печатных узлов представляет собой очень сложный технологический процесс, и наличие брака неизбежно, поэтому необходимо иметь высокотехнологичную, хорошо отлаженную систему контроля и анализа возникающих отказов на всех этапах производства.
В первую очередь для качественного анализа требуется высокотехнологичное, современное оборудование для электрического тестирования.
Электрическое тестирование, как правило, является последней операцией технологического процесса изготовления печатного узла изделий электронной техники. В современном производстве оно имеет два этапа:
1 внутрисхемное тестирование;
2 функциональное тестирование.
Имеется устойчивая тенденция увеличения роли внутрисхемного тестирования. Это обусловлено тем, что при внутрисхемном тестировании осуществляется контроль изделия на соответствие конструкторской документации, а не только проверка функционирования без полноценного анализа запаса надежности. Внутрисхемный контроль, является неотъемлемой частью технологического процесса, поскольку именно такой контроль позволяет осуществлять обратную связь «изделие - технологический процесс».
Конечно и функциональное тестирование необходимо, но только как средство окончательного контроля.
На «НПП «Радиосвязь», используется современное оборудование и технологии для электрического тестирования, позволяющие проводить данные виды контроля. Тем не менее, собранная на предприятии статистика по отказам показала, что для получения полной информации по отказавшей аппаратуре, электрического тестирования недостаточно. В аппаратуре, прошедшей финальное тестирование, и вышедшей за пределы предприятия-изготовителя есть дефекты, проявляющиеся в дальнейшем в эксплуатирующей организации.
Были выявлены три основных типа дефектов:
- Ошибки разработчиков и конструкторов;
Прежде всего надежность печатного узла обеспечивается качеством разработки. Конструктор должен проверять входные данные, применять заданные базовые материалы, учитывать тепловые режимы испытаний и эксплуатации, знать режимы и технологические процессы их изготовления и т д. Отступление от каких-либо требований стандартов по проектированию и изготовлению ПУ может привести к появлению скрытых дефектов, возникающих в процессе эксплуатации. Ниже представлены типичные ошибки, возникающие при проектировании ПУ:
- ошибки в согласовании требуемого размера контура печатной платы с методом его обработки; ошибки при выборе отдельных размеров проводников, зазоров, отверстий, гарантийных и т. п. Эти размеры определяют класс точности, а значит цену и сроки изготовления плат. Даже один элемент с ошибочно малым размером может переквалифицировать класс точности всей платы; неравномерное распределение дорожек, полигонов и точек пайки на крупногабаритных печатных платах может приводить к короблению плат после пайки в печах; отсутствие термозазора вокруг точек монтажа компонентов при подключении к крупным заливкам фольгой (полигонам или широким дорожкам) приводит к затруднениям и браку при пайке; для плат, подлежащих лакированию, следует учитывать требования к расположению разъемов и других не подлежащих лакированию компонентов. В противном случае растет процент брака при попадании лака на контакты разъемов; туманные зоны, повторяющие рисунок переплетения стеклоткани – причина их неверно выбранная марка препрега.
- Отказ несоответствующих комплектующих компонентов;
Во многих случаях анализ вернувшихся из эксплуатации РЭА показывает, что причиной отказа является ненадежные комплектующие элементы, которые не выдерживают условий эксплуатации, но так же, в составе изделия, полностью проходят все испытания на предприятии. Большинство таких возвратов гарантийные и несут большие убытки, поэтому данная проблема требует к себе большего внимания.
- Отклонения в технологии изготовления печатных узлов;
Чтобы избежать проблем, возникающих при изготовлении печатных плат, а также определить причины, порождающие эти проблемы, следует учитывать свойства материалов, из которых изготавливается плата, так как от них напрямую зависит ее качество. Проведем классификацию дефектов:
- расслоение – этот дефект возникает в процессе изготовления платы и проявляется при монтаже, тестировании или эксплуатации изделия. Главная причина расслоения – недостаточная толщина препрега; коробление МПП – как правило, выявляется непосредственно после техпроцесса прессования, но довольно часто коробление проявляется только на этапе сборки или только в процессе эксплуатации; разрыв металлизации в месте соединения переходных отверстий с внутренними слоями, представлен на рисунке 1; трещины в металлизированном отверстии, показанные на рисунке 2, возникающие как при неправильном выборе материла ПП, так и при нарушении режимов металлизации.

Рисунок 1 - Слабое место конструкции ПП— соединения переходных отверстий с внутренними слоями
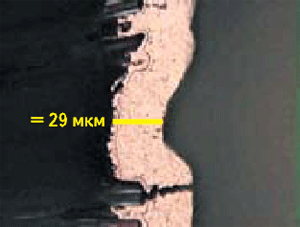
Рисунок 2 - Трещина в металлизации отверстия
Принимая во внимание вышесказанное, необходимо расширить и модернизировать систему контроля, разрабатывая более жесткие критерии на некоторых этапах производства, чему и будет посвящена дальнейшая работа.
