
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Актуальность проблемы
Уже минует одиннадцатый год моей учебы в школе. Из них почти шесть лет я изучаю технологию и занимаюсь с одноклассниками в мастерской. За все эти годы я заметил некоторые неудобства школьных станков, а в частности СТД-120. Во время обтачивания изделия не редко с крепления задней бабки идет не приятный дым от трения с древесиной. Приходится засекать каждые пять минут, для подтягивания той же задней бабки. Всё это не подходит под современный стандарт. Пора что-то менять!!
Цель проекта
Изготовить изделие, позволяющие комфортно обрабатывать заготовки на конкретном станке СТ-120.
Задачи
Повторить свойства и виды металлов. Закрепить навык обработки металлов на ТВ-6 Составить банк идей, исследовать и выбрать лучший вариант. Подготовить инструменты и материалы, организовать рабочее место. Изготовить изделие. Оценить качество работы.Обоснование выбора темы проекта.
Сейчас в XXI веке приоритет набирает комфортабельность работы. И для этого создаются роботизированные станки и оборудования. На крупных заводах и фабриках все процессы работы контролируют компьютеры. Они управляют всеми станками. А уж за компьютером сидят инженеры, которые задают план работы.
В след за ним, но уже для массового использования выпускаются новые токарные станки. По сравнению с ними, наши школьные станки на много отстают по комфортабельности. С помощь средств массовой информации я нашел способ улучшить СТД-120. Для этого создаются « Центры задней бабки». Это изделие увеличивает ту искомую комфортабельность работы.
Требования к изделию
Толкование
Доступность материалов. Для изготовления изделия проблемой не должен быть материал. Так как в ином случае это увеличит время изготовления, может привести к снижению качества изделия. Качество изделия. Качество один из важных критериев оценивания изделия. Ведь от него зависит безопасность и срок эксплуатации изделия. Оригинальность конструкции. Изделие не должно быть примитивным, а напротив оно должно выделяться оригинальностью Современный дизайн. «Центр задней бабки» должен улучшать внешний вид станка. Придавать современный оттенок. Приемлемый размер. Изделие не должно затруднять обработку заготовок на станке. А так же не уменьшать возможности станка. Экономичность. Это ещё один важный критерий для оценки. Изделие должно выделятся высокой себестоимостью.История токарного станка
История относит изобретение токарного станка к 650 гг. до н. э. Станок представлял собой два соосно установленных центра, между которыми зажималась заготовка из дерева, кости или рога. Раб или подмастерье вращал заготовку (один или несколько оборотов в одну сторону, затем в другую). Мастер держал резец в руках и, прижимая его в нужном месте к заготовке, снимал стружку, придавая заготовке требуемую форму. Позднее для приведения заготовки в движение применяли лук со слабо натянутой (провисающей) тетивой. Тетиву оборачивали вокруг цилиндрической части заготовки так, чтобы она образовала петлю вокруг заготовки. При движении лука то в одну, то в другую сторону, аналогично движению пилы при распиливании бревна, заготовка делала несколько оборотов вокруг своей оси сначала в одну, а затем в другую сторону. В XIV - XV веках были распространены токарные станки с ножным приводом. Ножной привод состоял из очепа - упругой жерди, консольно закрепленной над станком. К концу жерди крепилась бечевка, которая была обернута на один оборот вокруг заготовки и нижним концом крепилась к педали. При нажатии на педаль бечевка натягивалась, заставляя заготовку сделать один - два оборота, а жердь - согнуться. При отпускании педали жердь выпрямлялась, тянула вверх бечевку, и заготовка делала те же обороты в другую сторону. Примерно к 1430 г. вместо очепа стали применять механизм, включающий педаль, шатун и кривошип, получив, таким образом, привод, аналогичный распространенному в XX веке ножному приводу швейной машинки. С этого времени заготовка на токарном станке получила вместо колебательного движения вращение в одну сторону в течение всего процесса точения. В 1500 г. токарный станок уже имел стальные центры и люнет, который мог быть укреплен в любом месте между центрами.
На таких станках обрабатывали довольно сложные детали, представляющие собой тела вращения, - вплоть до шара. Но привод существовавших тогда станков был слишком маломощным для обработки металла, а усилия руки, держащей резец, недостаточными, чтобы снимать большую стружку с заготовки. В результате обработка металла оказывалась малоэффективной. Необходимо было заменить руку рабочего специальным механизмом, а мускульную силу, приводящую станок в движение, более мощным двигателем. Появление водяного колеса привело к повышению производительности труда, оказав при этом мощное революционизирующее действие на развитие техники. А с середины XIV в. водяные приводы стали распространяться в металлообработке. В середине XVI Жак Бессон (умер в 1569 г.) - изобрел токарный станок для нарезки цилиндрических и конических винтов. В начале XVIII века Андрей Константинович Нартов (1693-1756), механик Петра Первого, изобретает оригинальный токарно-копировальный и винторезный станок с механизированным суппортом и набором сменных зубчатых колес. Чтобы по-настоящему понять мировое значение этих изобретений, вернемся к эволюции токарного станка. В XVII в. появились токарные станки, в которых обрабатываемое изделие приводилось в движение уже не мускульной силой токаря, а с помощью водяного колеса, но резец, как и раньше, держал в руке токарь. Вначале XVIII в. токарные станки все чаще использовали для резания металлов, а не дерева, и поэтому проблема жесткого крепления резца и перемещения его вдоль обрабатываемой поверхности стола весьма актуальной. И вот впервые проблема самоходного суппорта была успешно решена в копировальном станке в 1712 г.
К идее механизированного передвижения резца изобретатели шли долго. Впервые эта проблема особенно остро встала при решении таких технических задач, как нарезание резьбы, нанесение сложных узоров на предметы роскоши, изготовление зубчатых колес и т. д. Для получения резьбы на валу, например, сначала производили разметку, для чего на вал навивали бумажную ленту нужной ширины, по краям которой наносили контур будущей резьбы. После разметки резьбу опиливали напильником вручную. Не говоря уже о трудоемкости такого процесса, получить удовлетворительное качество резьбы таким способом весьма трудно. А Нартов не только решил задачу механизации этой операции, но в 1718-1729 гг. сам усовершенствовал схему. Копировальный палец и суппорт приводились в движение одним ходовым винтом, но с разным шагом нарезки под резцом и под копиром. Таким образом, было обеспечено автоматическое перемещение суппорта вдоль оси обрабатываемой заготовки. Правда, поперечной подачи еще не было, вместо нее было введено качание системы "копир-заготовка". Поэтому работы над созданием суппорта продолжались. Свой суппорт создали, в частности, тульские механики Алексей Сурнин и Павел Захава. Более совершенную конструкцию суппорта, близкую к современной, создал английский станкостроитель Модсли, но остается первым, кто нашел путь к решению этой задачи. Вообще нарезка винтов долго оставалась сложной технической задачей, поскольку требовала высокой точности и мастерства. Механики давно задумывались над тем, как упростить эту операцию. Еще в 1701 году в труде Ш. Плюме описывался способ нарезки винтов с помощью примитивного суппорта. Для этого к заготовке припаивали отрезок винта в качестве хвостовика. Шаг напаиваемого винта должен был быть равен шагу того винта, который нужно было нарезать на заготовке. Затем заготовку устанавливали в простейших разъемных деревянных бабках; передняя бабка поддерживала тело заготовки, а в заднюю вставлялся припаянный винт. При вращении винта деревянное гнездо задней бабки сминалось по форме винта и служило гайкой, вследствие чего вся заготовка перемещалась в сторону передней бабки. Подача наоборот была такова, что позволяла неподвижному резцу резать винт с требуемым шагом. Подобного же рода приспособление было на токарно-винторезном станке 1785 года, который был непосредственным предшественником станка Модсли. Здесь нарезка резьбы, служившая образцом для изготавливаемого винта, наносилась непосредственно на шпиндель, удерживавший заготовку и приводивший ее во вращение. (Шпинделем называют вращающийся вал токарного станка с устройством для зажима обрабатываемой детали.) Это давало возможность делать нарезку на винтах машинным способом: рабочий приводил во вращение заготовку, которая за счет резьбы шпинделя, точно так же как и в приспособлении Плюме, начинала поступательно перемещаться относительно неподвижного резца, который рабочий держал на палке. Таким образом, на изделии получалась резьба, точно соответствующая резьбе шпинделя. Впрочем, точность и прямолинейность обработки зависели здесь исключительно от силы и твердости руки рабочего, направлявшего инструмент. В этом заключалось большое неудобство. Кроме того, резьба на шпинделе была всего 8-10 мм, что позволяло нарезать только очень короткие винты.
Вторая половина XVIII в. в станкостроении ознаменовалась резким увеличением сферы применения металлорежущих станков и поисками удовлетворительной схемы универсального токарного станка, который мог бы использоваться в различных целях. В 1751 г. Ж. Вокансон во Франции построил станок, который по своим техническим данным уже походил на универсальный. Он был выполнен из металла, имел мощную станину, два металлических центра, две направляющие V-образной формы, медный суппорт, обеспечивающий механизированное перемещение инструмента в продольном и поперечном направлениях. В то же время в этом станке отсутствовала система зажима заготовки в патроне, хотя это устройство существовало в других конструкциях станков. Здесь предусматривалось крепление заготовки только в центрах. Расстояние между центрами можно было менять в пределах 10 см. Поэтому обрабатывать на станке Вокансона можно было лишь детали примерно одинаковой длины. В 1778 г. англичанин Д. Рамедон разработал два типа станков для нарезания резьбы. В одном станке вдоль вращаемой заготовки по параллельным направляющим передвигался алмазный режущий инструмент, скорость перемещения которого задавалась вращением эталонного винта. Сменные шестерни позволяли получать резьбы с разным шагом. Второй станок давал возможность изготавливать резьбу с различным шагом на детали большей длины, чем длина эталона. Резец продвигался вдоль заготовки с помощью струны, накручивавшейся на центральную шпонку. В 1795 г. французский механик Сено изготовил специализированный токарный станок для нарезки винтов. Конструктор предусмотрел сменные шестерни, большой ходовой винт, простой механизированный суппорт. Станок был лишен каких-либо украшений, которыми любили украшать свои изделия мастера прежде.
Накопленный опыт позволил к концу XVIII века создать универсальный токарный станок, ставший основой машиностроения. Его автором стал Генри Модсли. В 1794 г. он создал конструкцию суппорта, довольно несовершенную. В 1798 г., основав собственную мастерскую по производству станков, он значительно улучшил суппорт, что позволило создать вариант универсального токарного станка. В 1800 г. Модсли усовершенствовал этот станок, а затем создал и третий вариант, содержавший все элементы, которые имеют токарно-винторезные станки сегодня. При этом существенно то, что Модсли понял необходимость унификации некоторых видов деталей и первым стал внедрять стандартизацию резьбы на винтах и гайках. Он начал выпускать наборы метчиков и плашек для нарезки резьбы. Токарный станок Робертса, одним из учеников и продолжателей дела Модсли был Р. Роберт-с. Он улучшил токарный станок тем, что расположил ходовой винт перед станиной, добавил зубчатый перебор, ручки управления вынес на переднюю панель станка, что сделало более удобным управление станком. Этот станок работал до 1909 г. Другой бывший сотрудник Модсли - Д. Клемент создал лоботокарный станок для обработки деталей большого диаметра. Он учел, что при постоянной скорости вращения детали и постоянной скорости подачи по мере движения резца от периферии к центру скорость резания будет падать, и создал систему увеличения скорости. В 1835 г. Д. Витворт изобрел автоматическую подачу в поперечном направлении, которая была связана с механизмом продольной подачи. Этим было завершено принципиальное совершенствование токарного оборудования. Шпиндельные технологии Weiss Umwelttechnik GmbH.станке
Следующий этап - автоматизация токарных станков. Здесь пальма первенства принадлежала американцам. В США развитие техники обработки металлов началось позднее, чем в Европе. Американские станки первой половины XIХ в. значительно уступали станкам Модсли. Во второй половине XIХ в. качество американских станков было уже достаточно высоким. Станки выпускались серийно, причем вводилась полная взаимозаменяемость деталей и блоков, выпускаемых одной фирмой. При поломке детали достаточно было выписать с завода аналогичную и заменить сломанную деталь на целую без всякой подгонки. Во второй половине XIХ в. были введены элементы, обеспечивающие полную механизацию обработки - блок автоматической подачи по обеим координатам, совершенную систему крепления резца и детали. Режимы резания и подач изменялись быстро и без значительных усилий. В токарных станках имелись элементы автоматики - автоматический останов станка при достижении определенного размера, система автоматического регулирования скорости лобового точения и т. д. Однако основным достижением американского станкостроения было не развитие традиционного токарного станка, а создание его модификации - револьверного станка. В связи с необходимостью изготовления нового стрелкового оружия (револьверов) С. Фитч в 1845 г. разработал и построил револьверный станок с восемью режущими инструментами в револьверной головке. Быстрота смены инструмента резко повысила производительность станка при изготовлении серийной продукции. Это был серьезный шаг к созданию станков-автоматов. В деревообработке первые станки-автоматы уже появились: в 1842 г. такой автомат построил К. Випиль, а в 1846 г. Т. Слоан. Первый универсальный токарный автомат изобрел в 1873 г. Хр. Спенсер.
Банк идей
Основные виды токарных работ и типы резцов.
Обтачивание (правые-1, левые-2 проходные резцы) Растачивание (правые-1 и левые-2 расточные резцы) Подрезание (правые-1 и левые-2 подрезные резцы) Отрезание т подрезание (отрезной прямой резец) Нарезание резьбы (Наружный-1 , внутренний-2 резьбовой резец)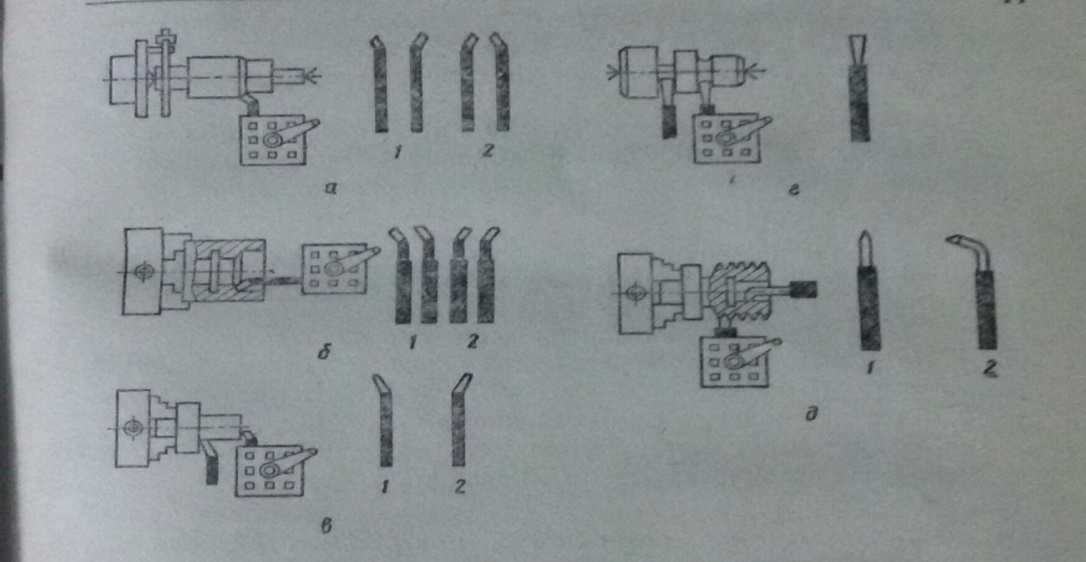
Сортовой прокат
Для изготовления изделий, кроме тонколистового металла и проволоки, используют выпускаемый промышленностью сортовой прокат. Его получают прокаткой (обжатием) нагретых слитков металла между вращающимися валками прокатного стана. Профиль проката (форма его поперечного сечения) зависит от формы валков. Если они гладкие – получается лист или полоса, если имеют полукруглые канавки – прокат круглого сечения.
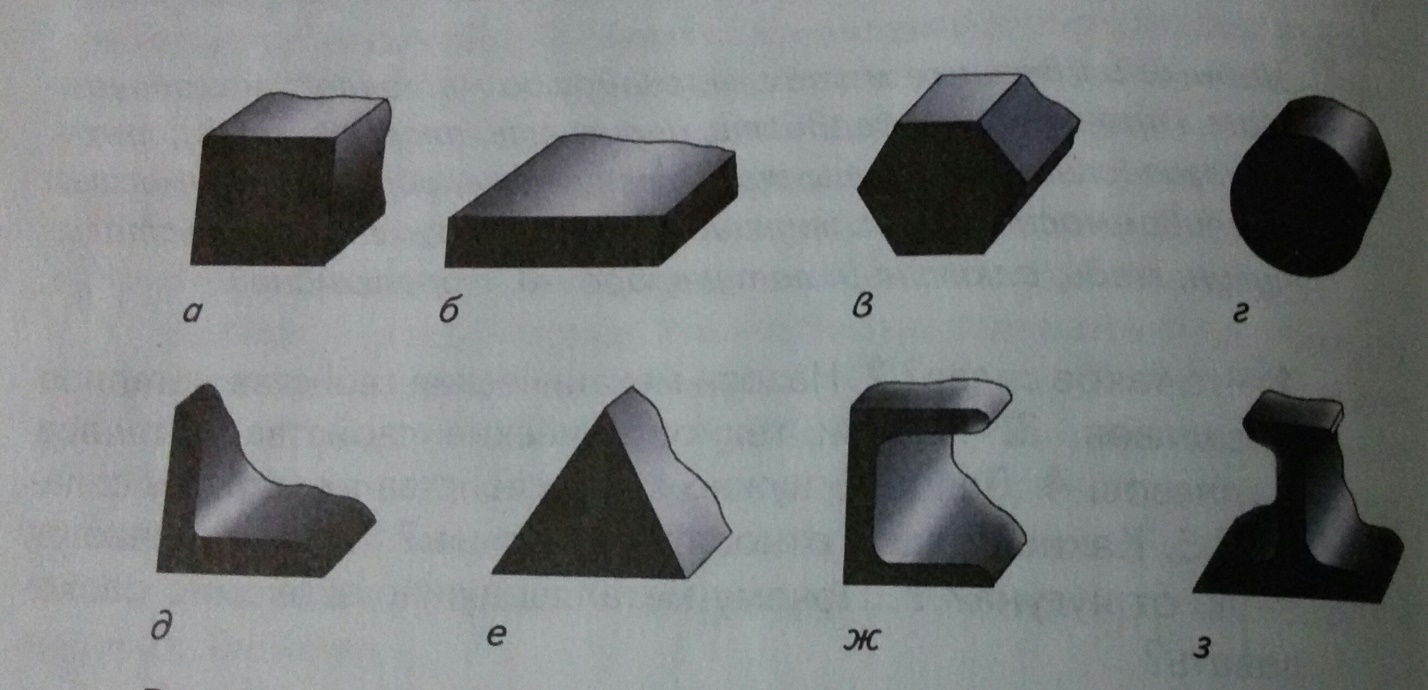
Профили сортового проката.
а - квадрат; б - полоса; в - шестигранник; г-круг; д - уголок; е-треугольник; ж - швеллер; з - рельс
Упрощенная классификация сталей.
Низкоуглеродистые |
Среднеуглеродистые |
Высокоуглеродистые |
Низколегированные |
Среднелегированные |
Высоколегированные |
Конверторные |
Мартеновские |
Электростали |
Порошковые |
Обыкновенного качества |
Качественные |
Высококачественные |
Особо качественные |
Конструкционные |
Инструментальные |
С особыми свойствами |
Физические свойства металлов
Плотность - количество вещества, содержащееся в единице объема.
Температура плавления - температура, при которой нагреваемый металл или сплав переходит из твердого в жидкое состояние.
Удельная теплоемкость - количество теплоты, которое необходимо для повышения температуры единицы массы металла на 1 С0.
Теплопроводность - свойство металла проводить теплоту, определяемое коэффициентом теплопроводности.
Тепловое расширение - способность металла увеличивать линейные размеры и оббьем при нагревание, характеризуемая коэффициентами линейного и объемного расширения.
Электропроводность - способность металла проводить электрический ток.
Пластичность - способность металла деформироваться без разрушения.
Твердость – сопротивление металла вдавливанию в него других, более твердых тел.
Развитие идеи
Вариант 1
«Центр задней бабки» для изготовления, которого требуется: конус с глухим отверстием, два подшипника(202),толстый стальной стержень. Весь процесс сборки разбивается на этапы:
Конус: вытачивается на станке ТВ-6 из круглого сотового проката (СТ-3) В заднем торце конуса протачивается глухое отверстие, также на ТВ-6 Затем в конус запрессовываются подшипники(202) Обрабатываем стальной стержень, прорезаем шпоночный паз, просверливаем отверстие. Последний этап сборки, забиваем стальной стержень в конус с подшипниками.На станок СТД-120 изделие крепится на место задней бабки, вместо пиноля. Для работы на станке деревянная заготовка крепится на конус. Конус вращается вместе с заготовкой благодаря подшипникам. Стержень не подвижен.
Вариант 2
« Центр задней бабки» детали: конус с глухим отверстием, подшипник (202), готовый пиноль от токарного станка СТД-120. Этапы изготовления:
Выточить конус на станке ТВ-6 Проточить глухое отверстие в конусе, равное внешнему диаметру подшипника. Запрессовать подшипник в конус Обточить торец пиноля, подогнать под внутренний диаметр подшипника. Забить готовый пиноль в конус с подшипником.На станок СТД-120 изделие крепится на место задней бабки, вместо пиноля. Для работы на станке деревянная заготовка крепится на конус. Конус вращается вместе с заготовкой благодаря подшипнику. Пиноль не подвижен.
Вариант 3
«Пиноль задней бабки» изготавливается из круглого проката стали (СТ-3).
Этапы изготовления:
Заготовку (СТ-3) обточить на ТВ-6 до d =20мм Обточить торец, предав форму конуса. Поточить шпоночный паз. Просверлить отверстие Нарезать резьбу.Пиноль крепится на место задней бабки. Вся система неподвижна.
Исследование
Из выше предложенных идей, на мой взгляд, более оптимальным является вариант2. Чтобы до конца убедится в этом, я провел исследование. Среди своего и других старших классов, я провел опрос. Каждому были даны все три варианта «центра задней бабки» В опросе участвовало 30 юношей. Результаты я занес в таблицу.
№ идеи | Вариант1 | Вариант2 | Вариант3 |
Кол-во голосов | 9 | 19 | 2 |
В ходе опроса выяснились плюсы и минусы идей.
Вариант 1. Идея в целом не плохая, но минусы говорят сами за себя. Плюсы: качество, доступность материалов, дизайн. Минусы: низкая себестоимость, изделие не экономично, размер изделия по подсчетам превысит допустимый размер. Большим минусом таки является размер. Это не только не увеличит комфорт обработки на СТД-120, но ухудшит его. Затруднит обработку изделия.
Вариант 2. Идея заслуживает высокой оценки, так как полно плюсов. С них мы и начнем:
Качество, дизайн, экономичность, себестоимость, размер, доступность материалов. Все те критерии, которые требуются к изделию. Единственным минусом идеи является не достаточная оригинальность
Вариант 3. Идея получила самое маленькое количество голосов. Так как полно минусов:
Оригинальность, дизайн, себестоимость. А главным из них является: изделие только ухудшает качество обработки на СТД-120.
Окончательный выбор идеи
Благодаря исследованию выбор сделан. Вариант 2 является наилучшей идеей среди предложенных. Это доказывает проведенный мной опрос. А также преобладание плюсов над минусами.
Характеристика изделия (используемые материалы)
№ | Деталь « центра задней бабки» | Кол-во | Материал | Размеры, мм |
1 | Конус | 1 | ( круглый сортовой прокат) | 40х70 |
2 | Подшипник 202 | 1 | ------------------------- | 35х10 |
3 | Пиноль | 1 | СТ-3 | 90х20 |
Инструменты и оборудование
Организация рабочего места, правила безопасной работы.
ТЕХНИКА БЕЗОПАСНОСТИ ПРИ РАБОТЕ ТВ — 6.
ОПАСНОСТИ ПРИ РАБОТЕ:
Несчастные случаи при работе на токарном станке происходят в следствии:
1. Непрочного крепления детали и инструмента.
2. Неисправности и затупления режущего инструмента.
3. Неисправности электрооборудования и заземления.
4. Беспорядка на рабочем месте.
5. При нарушении дисциплины труда и правил безопасности.
ДО НАЧАЛА РАБОТЫ:
- Правильно наденьте спецодежду. Проверьте наличие и надёжность крепления защитного заземления. Расположите инструменты и Заготовки в определённом порядке. Прочно закрепите резец и обрабатываемую деталь; выньте ключ из патрона и положите на установленное место. Проверьте работу станка на холостом ходу путём включения и выключения кнопок и рычагов управления. Перед началом работы наденьте защитные очки или опустите защитный экран. Доложите руководителю о готовности к работе. При неисправностях станка, немедленно доложите об этом руководителю. Начинать работу только по команде руководителя.
ВО ВРЕМЯ РАБОТЫ:
Плавно подводите резец к обрабатываемой детали; не допускайте увеличения сечения стружки. Во избежание травм:— Не наклоняйте голову близко к патрону или режущему инструменту.
— Не передавайте и не принимайте предметы через вращающиеся части станка.
— Не облокачивайтесь и не опирайтесь на станок; не кладите на него посторонние предметы, а так же Заготовки и инструменты.
— Не трогайте вращающиеся части станка; не измеряйте обрабатываемую деталь; не чистите и не убирайте стружку со станка до полной его остановки.
— Не охлаждайте режущий инструмент или обрабатываемую деталь с помощью тряпки.
— Не допускайте выход из-под резца длинной стружки.
— Не останавливайте станок путём торможения рукой патрона.
— Не отходите от станка, не отключив его.
— Не поддерживайте и не ловите отрезаемую деталь.
3. Перед выключением станка отведите резец от обрабатываемой детали.
ПО ОКОНЧАНИИ РАБОТЫ:
1. Отведите суппорт и выключите двигатель.
2. Удалите стружку со станка при помощи щётки, а из пазов станины — крючком.
3. Не сдувайте стружку ртом и не сметайте её рукой.
4. Протрите станок, смажьте его, приведите в порядок инструмент и индивидуальные средства защиты.
5. Сдайте станок учителю.
ДЕЙСТВИЯ В АВАРИЙНЫХ СИТУАЦИЯХ:
1. При возникновении любой нештатной ситуации сразу же отключить станок!
КРАСНАЯ КНОПКА
2. Не терять контроль над своими действиями и не делать беспорядочных движений.
3. При травме сразу же сообщить руководителю!
4. Если ничего не удаётся сделать со станком, отскочить в сторону или присесть, подав сигнал руководителю!
НАЗНАЧЕНИЕ СТАНКА:
Выпускаемый промышленностью учебный станок ТВ-6 является модернизированным вариантом станка ТВ-4.
Он предназначен для выполнения основных токарных операций, а так же для проточки и расточки цилиндрических и конических поверхностей, подрезки торцов, отрезки заготовок, сверления и нарезания резьбы. Станок так же можно использовать для работы с мелкими деревянными заготовками набольших диаметров. (На начальных этапах работы).
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ СТАНКА:
Максимальный диаметр прутка — 12мм.
Диаметр детали над станиной — 200мм.
Диаметр Заготовки над суппортом — 80мм.
Длина обтачивания — 300мм.
Наибольшие размеры резца — 12мм.
Расстояние между центрами — 350мм.
Масса станка — 350кг.
ПОМНИ, ЧТО ИМЕННО ГРУБЫЕ НАРУШЕНИЯ ПРАВИЛ ТЕХНИКИ БЕЗОПАСНОСТИ, И ДИСЦИПЛИНЫ ТРУДА ПРИВОДЯТ К НЕСЧАСТНЫМ СЛУЧАЯМ! ВСЕГДА ПОМНИ ОБ ЭТОМ И СТРОГО СОБЛЮДАЙ ИНСТРУКЦИИ!
Технология изготовления «Центра задней бабки»
Построение чертежа.
Технологическая карта
Изготовление: Центра задней бабки.
Материал: сталь СТ-3 (круглый прокат), подшипник202, пиноль
№ детали | № операции | Последовательность выполнения работ | Изображение | Инструменты, приспособления |
1 | 1 2 3 | Подготовить рабочее место Выбрать и закрепить заготовку (сталь СТ3) Установить и закрепить резец | ТВ-6, спец-ключ, | |
4 | Установить вершину головки резца на расстояние от торцевой поверхности заготовки, равном сумме длин 1-й и 2-й ступеней | Проходной резец, линейка. | ||
5 | Включить станок и выточить круговую риску на поверхности заготовки. Отвести резец в исходное положение. | ТВ-6, проходной резец. | ||
6 | Установить по лимбу требуемую глубину резания и проточить заготовку с помощью механической подачи. При подходе резца к риске перейти на ручную подачу и довести резец до риски. Отвести резец и выключить станок. Измерить штангенциркулем диаметр и длину обработанной поверхности. | ТВ-6, проходной резец, штангенциркуль | ||
7 | Установить вершину головки резца от торца на расстоянии, равном длине 1-й ступени, и выточить круговую риску. | ТВ-6, проходной резец, | ||
8 9 | Отвести резец в исходное положение и проточить поверхность 1-й ступени Отвести резец и выключить станок. Снять заготовку | ТВ-6, проходной резец, Спец-ключ | ||
10 11 | Подготовить рабочее место Закрепить заготовку | ТВ-6, спец-ключ | ||
12 13 | Установить резец Включить станок | ТВ-6, подрезной резец | ||
14 | Подрезать первый торец, перемещая резец от наружной поверхности заготовки к её центру с ручной подачей резца. При чистовом подрезании со снятием небольшого слоя металла перемещать резец от центра заготовки ее наружной поверхности. Отвести резец и выключить станок. | ТВ-6, проходной резец, подрезной резец. | ||
15 16 | Проверить прямолинейность торца Открепить заготовку и измерить её длину | ТВ-6, измерительная линейка Спец-ключ | ||
17 18 | Установить заготовку на станок. Установить резец в резцедержатель. | ТВ-6, спец-ключ. ТВ-6, проходной резец, спец-ключ. | ||
19 | Включить станок. С помощью механической подачи сточить уступы с изделия. | ТВ-6, проходной резец. | ||
20 21 | Выключить станок. Снять изделие со станка, проверить качество обработки. | ТВ-6, спец-ключ, | ||
22 23 | Подготовить рабочее место Вставить и закрепить пруток. Вылет прутка на длину L включает в себя длину заготовки l, ширину канавки a и расстояние от левого края канавки до кулачков б, которое примерно равняется диаметру заготовки. | ТВ-6, спец-ключ, пруток | ||
24 | Установить и закрепить резец. Длина головки резца должна быть равна 0,5 диаметра заготовки допуск 3…..4 мм. | ТВ-6, отрезной резец, линейка. | ||
25 | Установить резец на заданном расстоянии от торцевой поверхности по линейке или глубиномеру штангенциркуля | ТВ-6, отрезной резец | ||
26 27 28 | Включить станок и ручной поперечной подачей отрезать заготовку Отвести резец и выключить станок Измерить длину полученной заготовки | ТВ-6, отрезной прямой резец, Измерительная лента | ||
29 30 31 | Установить резец. Включить станок и ручной подачей сточить уступы, предав изделию вид конуса. Выключить станок. Проверить качество обработки. | ТВ-6, проходной резец, | ||
32 33 | Подготовить рабочее место. Установить и закрепить заготовку | ТВ-6, спец-ключ, | ||
34 | Установить и закрепить проходной резец в резцедержателе. | ТВ-6, спец-ключ, проходной резец. | ||
35 | Установить и закрепить спиральное сверло в пиноле задней бабки | Спец-ключ, сверло | ||
36 | Подрезать торец заготовки и выточить в центре заднего торца коническое углубление для направления сверла. | ТВ-6, подрезной резец | ||
37 | Проверить совпадение осей сверла и заготовки. | ТВ-6, | ||
38 | Отметить требуемую глубину сверления мелом на сверле. | ТВ-6,мел, линейка | ||
39 | Просверлить в заготовке отверстие на заданную глубину, вращая маховик задней бабки по часовой стрелке. Вывести сверло из отверстия и выключить станок. | ТВ-6, спиральное сверло. | ||
40 | Измерить глубину просверленного отверстия. Снять заготовку. | ТВ-6, линейка, спец-ключ. | ||
41 | Установить заготовку другим торцом. Установить резец в резцедержатель. | Спец-ключ, ТВ-6, Расточной резец, спец-ключ. | ||
42 43 44 | Включить станок. Расточить глухое отверстие диаметром на 0,01мм меньше диаметра подшипника. Измерить полученное отверстие Снять изделие со станка. | ТВ-6, расточной резец. Штангенциркуль, Спец-ключ. | ||
2 | 45 46 | Установить готовый пиноль на станок. Установить резец в резцедержатель. | ТВ-6, спец-ключ. Спец-ключ, проходной резец. | |
47 | Включить станок. Обточить один торец до диаметра на 0,001мм больше внутреннего диаметра подшипника. | ТВ-6, проходной резец. | ||
48 49 | Выключить станок. Снять изделие. Снять размеры готового пиноля. | ТВ-6, спец-ключ. Штангенциркуль. | ||
3 | 50 | Запрессовать подшипник(202) в заготовку 1. Примечание: разрешается стучать киянкой только по внешнему краю, т. к. иначе можно разбить подшипник. | Тиски, киянка. | |
4 | 51 | Запрессовать пиноль в подшипник. | Тиски, киянка. | |
5 | 52 | Проверить качество всего изделия. |
В ходе выполнение всех работ техника безопасности выполнялась полностью!!!!!!
Контрольные испытания
«Центр задней бабки» готов. Для того чтобы проверить качество изделия поведем два этапа испытаний:
Теоретическое.Критерий | Точность размеров | качество | оригинальность | Современный дизайн | экономичность |
Изделие | + | + | + | + | + |
«Центр задней бабки» прошел все испытания на отлично!!!!
Экономический расчет
Расход на оплату труда
На сегодняшний день минимальная заработная плата составляет 7500 р. В среднем в одном месяце 22 рабочих дня.
7500:22= 341(Р) один рабочий день.
Восьми часовой рабочий день
341:8=43(р.) один час труда.
Над проектом я трудился примерно 3 час. Теперь высчитываем стоимость моего труда 3х43=129 р.
Роп = 129 рублей.
Расход на электроэнергию
Для определения стоимости затрат на электроэнергию (С) при работе на станке ТВ-6 мощностью 1,5кВт в течение 2,5 часов поступаем следующим образом:
А (ст.)= Wxt= 1,5кВт х 2,5 ч=3, 75 кВтч.
С (ст.)= 3.75 х0,68= 2, 55 руб.
У станка имеется местное освещение - лампочка мощностью 100Вт.
А (л)= Wxt = 0,1кВтх1ч=0,1кВтч.
С (л)= 0,1 х0,68= 0, 068руб
Расход на материалы и себестоимость изделия
Подшипник 202 = 36 руб.
Сталь прокат (V 0,003м3)=44 р.
Для получения общих затрат слаживаем все данные:
С= 2,55 руб. +0,068руб. + 44руб + 36руб=82, 62руб.
Экологическая оценка
«Центр задней бабки» целиком и полностью выполнен из металла. Все мы еще с детства знаем, что он не вредит здоровью. Изделие не обработано химическими веществами наподобие краски и лаков, это еще один плюс в экологическую «копилку» моего приспособления.
Всем этим я хочу сказать, мой проект экологически чистый и не вредит нашему с вами здоровью.
Так же он отлично вписывается в общий вид токарного станка (СТ-120), но это уже другая тема.
Эстетическая оценка.
Металлический блеск изделия не требует дополнительной покраски, он улучшает общий эстетичный вид станка СТ-120. Делает его доработанным и удобным.
Заключение
В данном проекте я прошел путь от постановки цели и до изготовления конкретного изделия. В результате всего этого я сделал центр задней бабки. Прежде всего, он выделяется своим изяществом и высокой практичностью. В ходе выполнение данного проекта, под руководством моего учителя, мне пришлось разработать технологическую карту на изготовление данного изделия. Когда это всё было поэтапно составлено, выполнение собственно практической части работы уже не составляло труда. В заключение всей работы у меня получилось такое изделие.
Реклама
Мастерская села зоны!!!! Отличный способ не тратить ваше время напрасно!!!!!
Мы изготавливаем товары
Быстро!! Качественно!! Недорого!!!!
Обращайтесь!!! Делайте заказы!!
Звоните
ТЕЛ: 8-904-345-88-26
Список используемой литературы
- Технология 5-11 класс «Вентана-Граф» Основы токарного точения Средства массовой информации (СМИ) Справочник по трудовому обучению 5-7 () Трудовое обучение 7 ()
Предложения и пожелания
