
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
УДК 621.9
РАЦИОНАЛИЗАЦИЯ ПАРАМЕТРОВ ФРЕЗЕРОВАНИЯ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ
Д. А. РЫЧКОВ 1, кандидат техн. наук, доцент
(1 БрГУ, г. Братск)
– 665709, 0,
Братский государственный университет,
e-mail: *****@***ru
Аннотация: представлены исследования параметров процесса резания полимерных композиционных материалов на примере фрезерования. Установлено, что для обработки армированных полимеров применяются твердые сплавы с высокой теплопроводностью и износостойкостью. Однако нет однозначных рекомендаций по режимам резания и геометрии режущей части инструмента. Эффективность обработки композитов оценивалась с точки зрения качества обработанной поверхности и мощности резания. Исследования показали, что твердосплавный инструмент интенсивно изнашивается при резании стеклотекстолита. С увеличением фаски износа по задней поверхности растет мощность резания. Также установлено, что увеличение режимов резания приводит к ухудшению качества обработки и увеличению мощности резания стеклотекстолита. По результатам исследований разработаны рекомендации по параметрам резания полимерных композиционных материалов.
Ключевые слова: композиционные материалы, режимы резания, фрезерование, шероховатость, мощность резания
Введение. Полимерные композиционные материалы широко распространены в разных отраслях промышленности: автомобилестроении, авиастроении, машиностроении, судостроении и т. п. Основными материалами для армирования полимеров являются стеклянные, борные и углеродные волокна или ткани. Эти армирующие компоненты являются высокопрочными и оказывают негативное воздействие на параметры процесса обработки. Существуют исследования, посвященные различным способам обработки материалов [1 – 5], среди которых распространенным является фрезерование. Основными проблемами являются низкая работоспособность режущего инструмента и сложность получения высокого качества обработанной поверхности [4].
Проблемам механической обработки композиционных материалов на полимерной основе посвящен ряд исследований, где выявлена специфика резания и даны рекомендации по назначению режимов резания, конструкции режущего инструмента, выбору оборудования и оснастки [5 – 7].
В научных трудах [5] авторами обозначены специфические особенности полимерных композиционных материалов, которые приводят к различию процесса их резания от конструкционных сталей и сплавов. При обработке стеклопластиков и углепластиков рекомендуется применять вольфрамокобальтовые твердые сплавы с высокой износостойкостью и теплопроводностью. Для чистовой обработки стеклопластиков эффективно применение алмазных резцов, однако существуют трудности в обеспечении необходимой геометрии режущей части ввиду хрупкости алмаза. Появляются новые прогрессивные износостойкие материалы, которые могут использоваться в качестве режущей части инструментов [8, 9]
Авторы [6] рекомендуют не допускать превышения установленной величины износа режущего инструмента во избежание ухудшения качества обрабатываемой поверхности; не применять смазочно-охлаждающие жидкости, так как это может привести к понижению прочности материала; оборудовать станок пылеотсасывающими устройствами; применять режущий инструмент с высокой теплопроводностью.
Специфические особенности полимеров приводят к необходимости изменения технологических характеристик процесса фрезерования в отличие от аналогичной обработки конструкционных сталей и сплавов.
Существующие рекомендации по назначению геометрии режущей части фрез и режимов резания имеют весьма обширные диапазоны, которые в разных источниках отличаются. Так, авторы [5] рекомендуют устанавливать передний угол г = 5…8° и задний угол б = 18…20°, при этом авторы [4] рекомендуют следующее: г = 20…25° и б = 10…12°, а в ОСТ 5.9569-74 даны рекомендации для фрез с пластинками из твердого сплава для установки г = 5…10° и б = 20…30°. Согласно общемашиностроительным нормативам обработки полимерных композиционных материалов геометрия режущей части должна находиться в пределах г = 5…8° и б = 16…18°.
Режимы резания при фрезеровании полимерных композитов выбираются в зависимости от требований шероховатости поверхности, производительности обработки и стойкости инструмента. Литературные источники [4 – 6] позволяют выбрать оптимальные режимы резания полимеров. Однако номенклатура обрабатываемых и инструментальных материалов весьма ограничена.
Таким образом, поиск рациональных параметров процесса фрезерования полимерных композиционных материалов является актуальной проблемой для промышленности. Целью исследования является повышение эффективности обработки полимерных композиционных материалов твердосплавным инструментом за счет установления рациональных режимов фрезерования.
Методика экспериментального исследования. Для оценки эффективности фрезерования выбраны следующие параметры:
1. Качество обработанной поверхности стеклотекстолита, которое оценивалось величиной шероховатости Ra. Она измерялась с помощью комплекса для изучения топографии поверхности Zygo NewViewTM 7300;
2. Мощность резания фиксировалась в процессе обработки композиционных материалов на измерительном приборе К506.
Для исследований применялась сборная фреза, которая имеет угол заострения в = 55°, передний угол г = 25° и задний угол б = 10°. [10 – 12]
В качестве инструментальных материалов выбраны вольфрамокобальтовые и безвольфрамовые твердые сплавы марок ВК8, ВК3М и ВК15 поскольку они имеют достаточно высокую теплопроводность, прочность, теплостойкость и твердость, широко применяются в промышленности и рекомендуются для обработки высокопрочных композиционных материалов.
Одним из перспективных и высокопрочных полимерных композиционных материалов являются стеклотекстолиты, среди которых можно выделить следующие марки: СТЭФ, СТЭФ-1, СТЭФ-У, СТЭБ, СТТ, СТ-ЭТФ и др. Для исследования был выбран стеклотекстолит марки СТЭФ-1, поскольку он труднее поддается обработке резанием [13], имеет более мелкоячеистую структуру, что позволяет уменьшить ворсистость и получить детали мелких размеров.
Режимы обработки находились в следующих пределах: скорость резания V = 45…48 м/с, S0 = 1,0…2,0 м/мин (при количестве рабочих зубьев фрезы z = 1 при данной скорости получим подачу на зуб Sz = 0,17…0,33 мм/зуб); глубина резания t = 0,5…1,5 мм.
Результаты и обсуждение. Одним из факторов, влияющих на качество обработанной поверхности стекловолокнистых композиционных материалов является износ инструмента.
График (рис. 1) показывает, что уже после двух минут фрезерования размер фаски износа приобретает высокое значение, характеризующее время приработки инструмента, а затем увеличивается с меньшей интенсивностью.
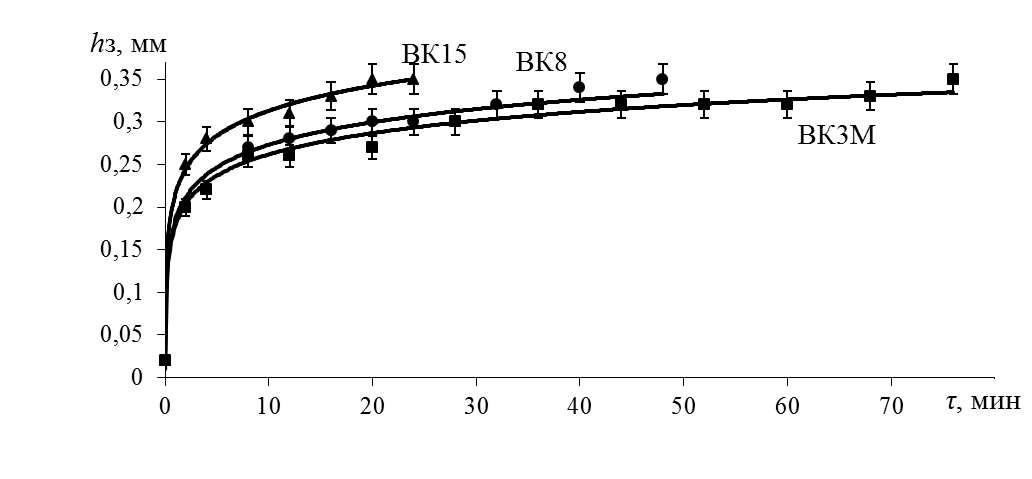
Рис. 1. Зависимость изменения фаски износа по задней поверхности от времени обработки при Sz = 0,17 мм/зуб и t = 0,5 мм
Период приработки инструмента, характеризующийся интенсивным износом режущей кромки, составляет от 2 до 5 минут в зависимости от применяемого твердого сплава. Далее следует период равномерного износа инструмента, продолжительность которого различна для исследуемых инструментальных материалов. Сплав ВК15 при данных условиях обработки выходит из зоны приработки, практически достигая предела, при котором работа данным инструментом должна быть прекращена в связи с неудовлетворительным качеством обработанной поверхности и возрастанием энергетических затрат. Для сплавов ВК8 и ВК3М период приработки составил порядка 2 минут с величиной фаски износа по задней поверхности равной 0,15 и 0,2 мм соответственно.
Оценка качества поверхности композиционного материала после фрезерования на различных режимах резания оценено по параметру шероховатости Ra с помощью топографии поверхности на примере твердого сплава ВК3М.
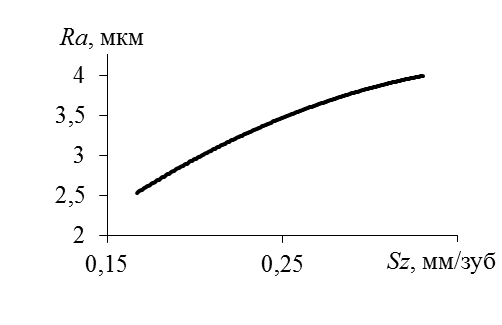
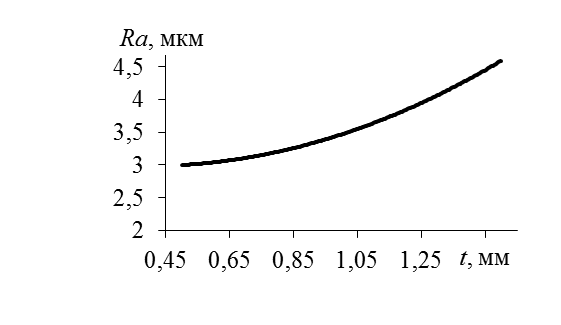
Графики зависимости шероховатости Ra от подачи и глубины резания (рис. 2) показывают, что Ra растет с увеличением режимов резания и в условиях получистовой обработки может составлять менее 3 мкм.
а) б)
Рис. 2. Зависимости шероховатости Ra от: а) подачи на зуб при t = 1 мм; б) глубины резания при Sz = 0,25 мм/зуб
а) б)
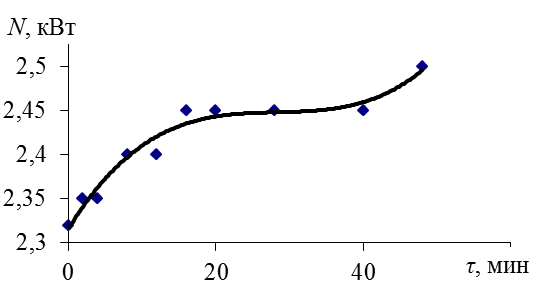
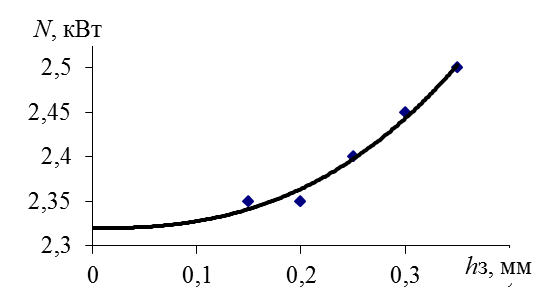
Рис. 3. Зависимость мощности резания от времени обработки (а) и величины фаски износа по задней поверхности инструмента (б)
Мощность при фрезеровании стеклотекстолита в зависимости от роста фаски износа hз по задней поверхности с 0,01 до 0,35 мм увеличилась на 0,15…0,18 кВт (рис. 3), что свидетельствует о возрастании сил резания. Это объясняется тем, что при образовании фаски износа по задней поверхности, связанной с износом режущего инструмента, увеличивается сила трения, оказывающая сопротивление резанию. С течением времени обработки величина износа растет и вызывает дополнительные затраты энергии для преодоления трения.
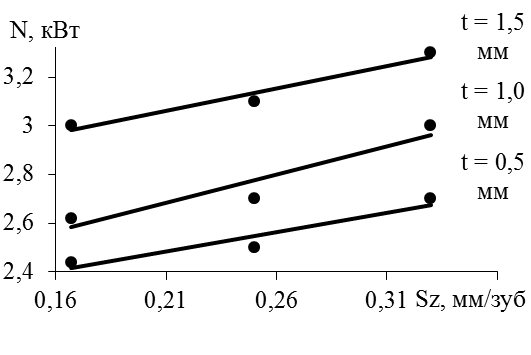
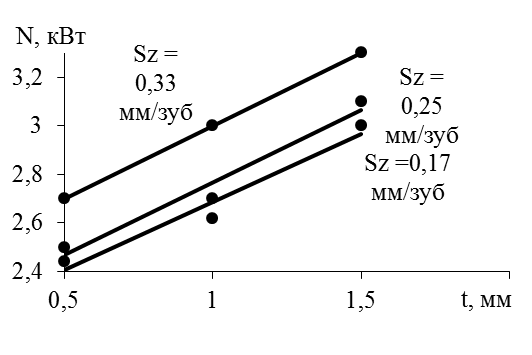
а) б)
Рис. 4. Зависимость мощности резания от подачи на зуб инструмента (а) и глубины резания (б)
Выводы. По результатам проведенных исследований можно сделать следующие выводы и рекомендации по обработке полимерных композиционных материалов:
1. Армированные полимерные композиционные материалы широко применяются в различных отраслях промышленности, однако существуют проблемы при их резании;
2. Рекомендации по режимам резания и геометрии режущей части неоднозначны и имеют широкий диапазон значений;
3. В литературе нет исследований мощности резания при обработке армированных полимеров;
4. Для получения гарантированного качества обработанной поверхности и незначительных затрат мощности рекомендуется устанавливать следующие режимы резания: t = 1,0…1,2 мм; Sz = 0,25…0,26 мм/зуб. Износ должен составлять не более hз = 0,35 мм.
Список литературы
1. Skeeba V. Yu., Pushnin V. N., Erohin I., Kornev D. Yu. Integration of production steps on a single equipment // Materials and Manufacturing Processes. 2015. T. 30. № 12. P. 1408 – 1411.
2. Skeeba V. Yu., Ivancivsky V. V., Pushnin V. N. Numerical modeling of steel surface hardening in the process of high energy heating by high frequency currents // Applied Mechanics and Materials. 2015. T. 698. P. 288 – 293.
3. Plotnikova N. V., Losinskaya A. A., Skeeba V. Yu., Nikitenko E. Perspective of high energy heating implementation for steel surface saturation with carbon // Applied Mechanics and Materials. 2015. T. 698. P. 351 – 354.
4. , Технология инструментального обеспечения производства изделий из композиционных неметаллических материалов // Старый Оскол, 2012. 296 с.
5. , , Обработка специальных материалов в машиностроении: Справочник. Библиотека технолога. М.: Машиностроение, 2002. 264 с.
6. Рекомендации по механической обработке композиционных материалов / , , // Вестник Ижевского государственного технического университета. – 2010. – № 2. – С. 26 – 29.
7. , , Особенности фрезерования полимерных композиционных материалов // Системы. Методы. Технологии. 2013. № 2. С. 88 – 90.
8. , , Керамические нанокомпозиты на основе диборида циркония // Системы. Методы. Технологии. 2011. № 10. С. 95 – 98.
9. , , Повышение качества подготовки твердосплавного инструмента // Системы. Методы. Технологии. 2009. № 1. С. 95 – 98.
10. , , Новые конструктивные решения сборного фрезерного инструмента для обработки композиционных неметаллических материалов // Труды Братского государственного университета. Серия: Естественные и инженерные науки. 2013. Т. 1. С. 153 – 157.
11. , Анализ конструктивных решений фрезерного сборного инструмента для обработки композиционных материалов // Технология машиностроения. 2011. № 5. С. 20 – 25.
12. , , Шлифовальный инструмент на основе силикокарбида титана // Обработка металлов (технология, оборудование, инструменты). 2011. № 1. С. 27 – 30.
13. Yuanyushkin A. S., Rychkov D. A., Lobanov D. rface quality of the fiberglass composite material after milling // Applied Mechanics and Materials. 2014. T. 682. P. 183 – 187.
Rationalization of milling parameters of polymer composite materials
Rychkov D. A. 1, PhD, Associate Professor, e-mail: *****@***ru
1 Bratsk State University, 40 Makarenko st., Bratsk, 665709, Russian Federation
Abstract: presented the study parameters of the cutting process of polymeric composite materials on the example of milling. It is found that for processing reinforced polymers used hard metals with high thermal conductivity and wear resistance. However, no definitive recommendations on cutting conditions and the geometry of the cutting posites processing efficiency estimated in terms of the quality of the machined surface and cutting power. Studies have shown that carbide tool wear rapidly when cutting fiberglass. With increasing wear of the chamfer on the rear surface of the cutting power increases. It is also found that an increase in the mode of cutting leads to a deterioration in the quality of treatment and increase the capacity of fiberglass cutting. According to the research recommendations on the cutting parameters of polymer composite materials.
Keywords: composite materials, cutting conditions, milling, roughness, cutting power
Сведения для РИНЦ
УДК 621.9
РАЦИОНАЛИЗАЦИЯ ПАРАМЕТРОВ ФРЕЗЕРОВАНИЯ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ
Д. А. РЫЧКОВ 1, кандидат техн. наук, доцент
(1 БрГУ, г. Братск)
– 665709, 0,
Братский государственный университет,
e-mail: *****@***ru
Аннотация: представлены исследования параметров процесса резания полимерных композиционных материалов на примере фрезерования. Установлено, что для обработки армированных полимеров применяются твердые сплавы с высокой теплопроводностью и износостойкостью. Однако нет однозначных рекомендаций по режимам резания и геометрии режущей части инструмента. Эффективность обработки композитов оценивалась с точки зрения качества обработанной поверхности и мощности резания. Исследования показали, что твердосплавный инструмент интенсивно изнашивается при резании стеклотекстолита. С увеличением фаски износа по задней поверхности растет мощность резания. Также установлено, что увеличение режимов резания приводит к ухудшению качества обработки и увеличению мощности резания стеклотекстолита. По результатам исследований разработаны рекомендации по параметрам резания полимерных композиционных материалов.
Ключевые слова: композиционные материалы, режимы резания, фрезерование, шероховатость, мощность резания
Список литературы
1. Skeeba V. Yu., Pushnin V. N., Erohin I., Kornev D. Yu. Integration of production steps on a single equipment // Materials and Manufacturing Processes. 2015. T. 30. № 12. P. 1408 – 1411.
2. Skeeba V. Yu., Ivancivsky V. V., Pushnin V. N. Numerical modeling of steel surface hardening in the process of high energy heating by high frequency currents // Applied Mechanics and Materials. 2015. T. 698. P. 288 – 293.
3. Plotnikova N. V., Losinskaya A. A., Skeeba V. Yu., Nikitenko E. Perspective of high energy heating implementation for steel surface saturation with carbon // Applied Mechanics and Materials. 2015. T. 698. P. 351 – 354.
4. , Технология инструментального обеспечения производства изделий из композиционных неметаллических материалов // Старый Оскол, 2012. 296 с.
5. , , Обработка специальных материалов в машиностроении: Справочник. Библиотека технолога. М.: Машиностроение, 2002. 264 с.
6. Рекомендации по механической обработке композиционных материалов / , , // Вестник Ижевского государственного технического университета. – 2010. – № 2. – С. 26 – 29.
7. , , Особенности фрезерования полимерных композиционных материалов // Системы. Методы. Технологии. 2013. № 2. С. 88 – 90.
8. , , Керамические нанокомпозиты на основе диборида циркония // Системы. Методы. Технологии. 2011. № 10. С. 95 – 98.
9. , , Повышение качества подготовки твердосплавного инструмента // Системы. Методы. Технологии. 2009. № 1. С. 95 – 98.
10. , , Новые конструктивные решения сборного фрезерного инструмента для обработки композиционных неметаллических материалов // Труды Братского государственного университета. Серия: Естественные и инженерные науки. 2013. Т. 1. С. 153 – 157.
11. , Анализ конструктивных решений фрезерного сборного инструмента для обработки композиционных материалов // Технология машиностроения. 2011. № 5. С. 20 – 25.
12. , , Шлифовальный инструмент на основе силикокарбида титана // Обработка металлов (технология, оборудование, инструменты). 2011. № 1. С. 27 – 30.
13. Yuanyushkin A. S., Rychkov D. A., Lobanov D. rface quality of the fiberglass composite material after milling // Applied Mechanics and Materials. 2014. T. 682. P. 183 – 187.
Rationalization of milling parameters of polymer composite materials
Rychkov D. A. 1, PhD, Associate Professor, e-mail: *****@***ru
1 Bratsk State University, 40 Makarenko st., Bratsk, 665709, Russian Federation
Abstract: presented the study parameters of the cutting process of polymeric composite materials on the example of milling. It is found that for processing reinforced polymers used hard metals with high thermal conductivity and wear resistance. However, no definitive recommendations on cutting conditions and the geometry of the cutting posites processing efficiency estimated in terms of the quality of the machined surface and cutting power. Studies have shown that carbide tool wear rapidly when cutting fiberglass. With increasing wear of the chamfer on the rear surface of the cutting power increases. It is also found that an increase in the mode of cutting leads to a deterioration in the quality of treatment and increase the capacity of fiberglass cutting. According to the research recommendations on the cutting parameters of polymer composite materials.
Keywords: composite materials, cutting conditions, milling, roughness, cutting power
