

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Задача № 1. РАСЧЁТ ПРОИЗВОДСТВЕННОГО ЦИКЛА.
Содержание задачи.
Рассчитать длительность технологического цикла простого процесса при последовательном, параллельном и параллельно-последовательном видах движения партии деталей в производстве. Рассчитать длительность производственного цикла простого процесса при последовательном, параллельном и параллельно-последовательном видах движения партии деталей, приняв среднюю длительность межоперационных перерывов tмо: при последовательном виде движения партии – 90 мин, при параллельно-последовательном – 30 мин, при параллельном – 5 мин (в расчёте на передаточную партию). Построить в масштабе графики производственного цикла простого процесса при различных видах движения партии и определить погрешность графического построения в процентах. Сопоставить длительность технологического и производственного циклов простого процесса при различных видах движения партии и сделать выводы о влиянии вида движения (характере передач) на длительность технологического и производственного циклов.Данные к решению задачи.
Технологический процесс с нормами времени tшт и фронтом работ С по операциям приведён в таблице «Исходные данные к задаче № 1» (в соответствии с номером варианта). Продолжительность смены – 8 часов, режим работы участка – 2 смены.
Условия варианта.
Величина обработочной партии – 1000 шт.
Величина Транспортной партии – 200 шт.
Технологический процесс обработки.
Норма времени в минутах. Фронт работ.
№№ операций | tшт | С |
1 | 0.5 | 1 |
2 | 1.0 | 1 |
3 | 1.5 | 1 |
4 | 0.8 | 1 |
5 | 1.4 | 1 |
6 | 1.0 | 1 |
Решение
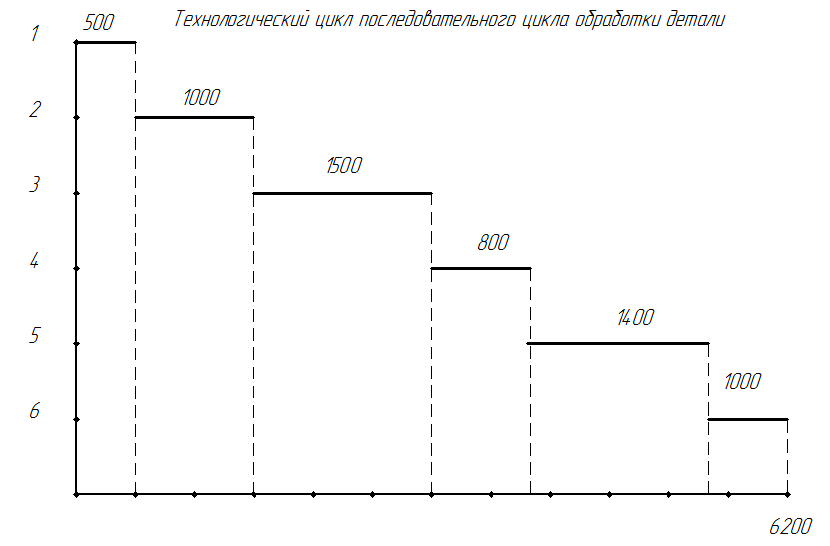
Время технологического цикла простого процесса.1.1) Время технологического цикла при последовательном сочетании операций процесса.


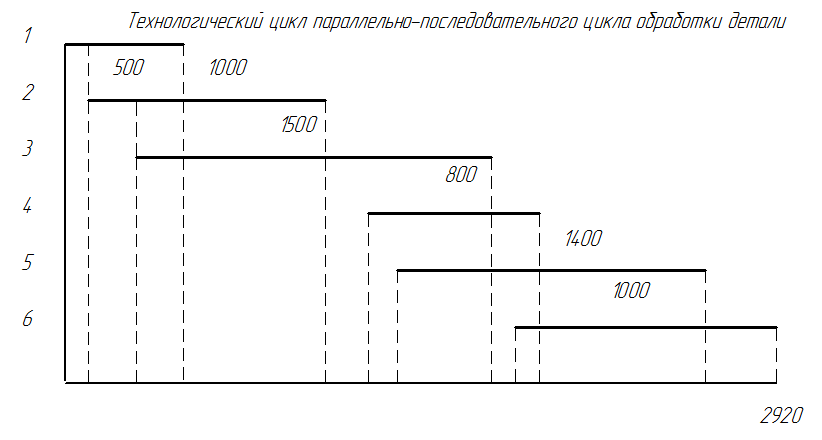
1.2) Время технологического цикла при последовательно-параллельном сочетании операций процесса.

1.3) Время технологического цикла при параллельном сочетании операций процесса.

Формула длительности производственного процесса.
 Вычислим К – коэффициент отношения рабочих дней к календарным на 2010 год. В 2010 году календарных дней 365, а рабочих 249 (согласно данным из Интернета)
Вычислим К – коэффициент отношения рабочих дней к календарным на 2010 год. В 2010 году календарных дней 365, а рабочих 249 (согласно данным из Интернета)

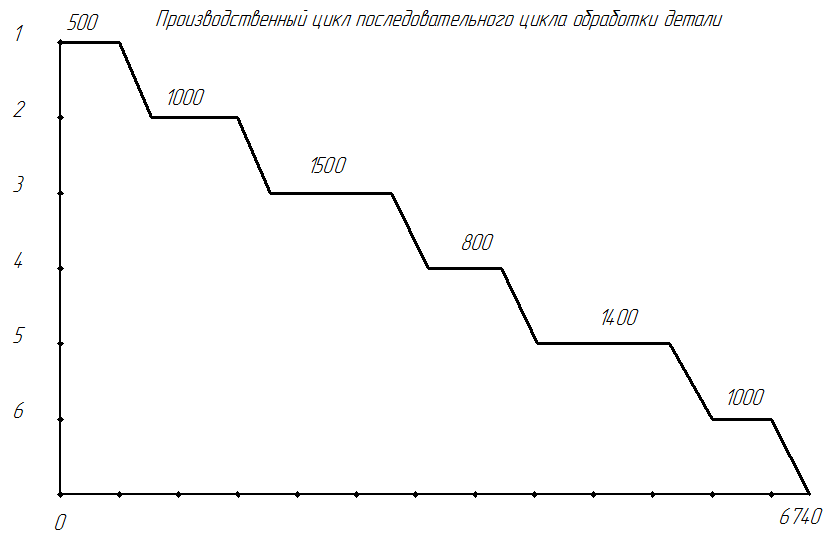
2.1) Время производственного процесса для последовательного сочетания операций в цикле.

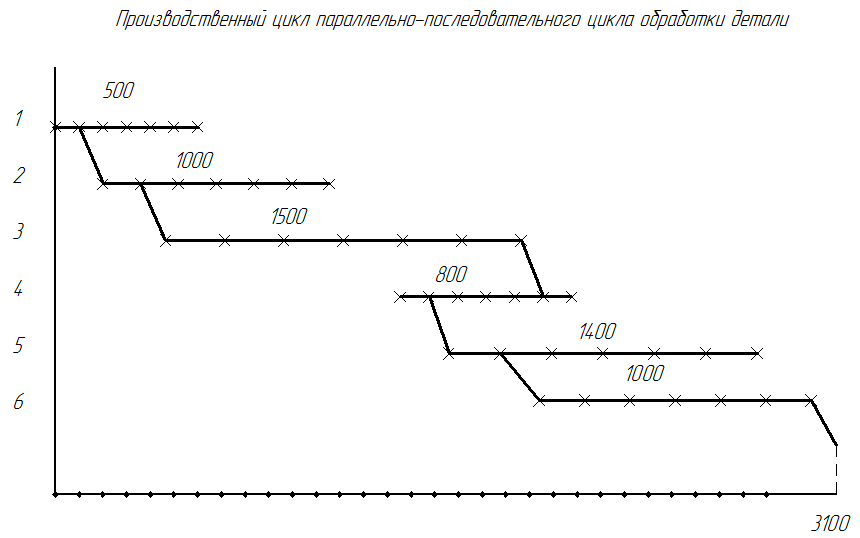
2.2) Время производственного процесса для последовательно-параллельного сочетания операций в цикле.

2.3) Время производственного процесса для параллельного сочетания операций в цикле.



Выводы:
Самым оптимальным по времени является технологический цикл при параллельном виде движения деталей. Учитывая время регламентированных перерывов, производственный цикл при параллельном виде движения деталей также является самым оптимальным по времени. Что также показывают и формулы, вычисленные выше.
