
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
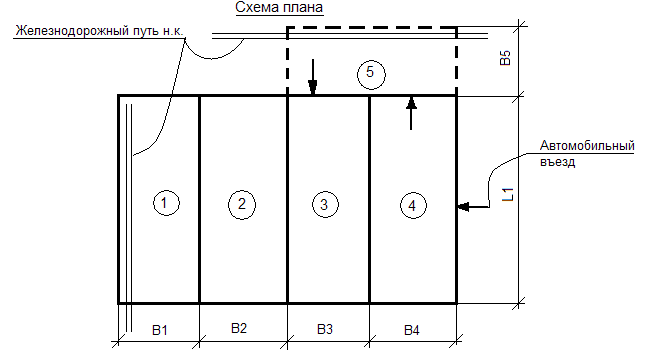
Вариант № 3 | Элекро-фасонно-сталелетейный цех | ||||||||||||
Исходные данные для выполнения проекта промышленного здания | |||||||||||||
| |||||||||||||
№пролёта | Наименование пролёта | варианты | |||||||||||
А | Б | В | Г | ||||||||||
В | Н | Qк | В | Н | Qк | В | Н | Qк | В | Н | Qк | ||
1 | Склад шихты | 24 | 18.0 | 20 | 24 | 13.2 | 20-8К | 30 | 18.0 | 20-7К | 24 | 16.2 | 15-7К |
2 | Пролет электрических плавильных печей | 24 | 18.0 | 12.5 | 18 | 16.2 | 3.2 | 24 | 16.2 | 15 | 24 | 14.4 | 10 |
3 | Формовочное и стержневое отделение | 24 | 18.0 | 20 | 24 | 18.0 | 15 | 24 | 16.2 | 15 | 24 | 14.4 | 15 |
4 | Обрубное отделение и склад готовой продукции | 30 | 16,2 | 50-7К | 24 | 18.0 | 15 | 24 | 13.2 | 10 | 18 | 14.4 | 15 |
5 | Крановая эстакада | 18 | 13.2 | 10 | 24 | 14.4 | 10 | 18 | 13.2 | 10 | 18 | 16.2 | 10 |
Длина пролёта | 96 | 84 | 72 | 96 | |||||||||
Место строительства | Екатеринбург | Воронеж | Пермь | Иркутск | |||||||||
Условные обозначения в схеме и таблице В - ширина пролёта (м); Н – высота до низа несущих конструкций покрытия (м); Qк - грузоподъёмность кранового оборудования (т); |
ЭЛЕКТРОННО-ФАСОННО-СТАЛЕЛИТЕЙНЫЙ ЦЕХ
Сталелитейный цех входит в состав машиностроительного завода и предназначается для производства литых деталей машин.
Схема плана и исходные данные для его проектирования приведены в начале задания.
Шихта (смесь материалов, в виде стального лома, топлива, металлических добавок и пр.) доставляется рельсовым транспортом на склад шихты и затем поступает в пролет, где установлены электрические сталеплавильные печи. Выплавленный металл ковшом разливается в формы. Формы в большинстве случаев выполняются из особо приготовленной массы из земляных материалов. Земляные формы помещаются в переносные металлические оболочки (опоки). Изготовление земляных форм в опоках происходит в формовочном отделении. Для образования в отливках будущих деталей необходимых внутренних полостей в формы вставляются так называемые стержни, изготовляемые также из земляной массы в формовочном пролете. Перед заливкой формы и стержни сушатся в камерах специальных сушильных печей.
После остывания отливки освобождаются от формы и стержней на специальных машинах. Затем отливки поступают в обрубное отделение, где подвергаются очистке, обрубке наплывов и окраске. В этом же пролете размещается склад готовой продукции. К производственным пролетам примыкает открытая крановая эстакада с отметкой головки кранового рельса, указанной в схеме здания. Она предназначена для подачи формовочных материалов и вывоза готовой продукции с помощью железнодорожного транспорта. Перемещение грунтов с эстакады в формовочное отделение и вывоз продукции со склада осуществляется через автомобильные ворота размером 4х3м.
Изготовление форм и стержней, а также складирование земляных материалов (песка, глины и т. п.) производится в формовочном отделении, куда земляные материалы доставляются рельсовым транспортом. Здесь же предусматривается автомобильный въезд через распашные ворота размером 4*4,2 м. после остывания отливки поступает в обрубное отделение, где производится их очистка, обрубка наплывов и окрашивание. Готовая продукция и опоки хранятся в открытом складе (с покрытием, но без стен), оборудованный мостовым складом. Вывоз продукции со склада осуществляется автомобильным транспортом.
Плавильные и сушильные печи, горячие отливки и другие являются источником выделения избыточного тепла и вредных газов. От формовочной земли в формовочном отделении и при обработке отливок в обрубочном выделяется пыль. Поэтому над всеми пролетами, кроме склада шихты, необходимо предусмотреть светоаэрационные фонари обычного типа с механическим открыванием переплетов и обеспечить их незадуваемость.
Расчетная внутренняя температура +15°С, нормируемый внутренний температурный перепад для стен и покрытий 12°С.
Дневная освещенность должна быть рассчитана на работы средней точности.
Категория производственных процессов по взрывной, взрывопожарной и пожарной опасности : склад шихты – категория А, печной пролет – категория Г, остальные производства - категория Д.
Здание цеха предусматривается II уровня ответственности.
