
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
УДК 621.9 (0.45)
Проблема технологического обеспечения точности формы отверстий тонкостенных корпусных деталей
В. А. КАЛИСТРУ, аспирант,
А. М. ФИРСОВ, кандидат тех. наук, доцент,
(БТИ (филиал) АлтГТУ, г. Бийск)
– ,
Бийский технологический институт (филиал) Алтайского государственного технического университета им. ,
тел.(3854) 43-53-02, e-mail: *****@***secna. ru
Аннотация: В работе рассматриваются погрешности, влияющие на точность формы отверстий тонкостенных корпусных деталей с переменной толщиной стенки. Показано, что суммарное отклонение формы отверстий во многом зависит от тепловых деформаций. Предложен метод для управления технологическим процессом, включающий в себя компенсацию тепловой деформации на стадии проектирования ТП при помощи искусственных нейронных сетей. Исследования деформаций проведены при помощи компьютерного моделирования в системе конечно-элементного анализа ANSYS.
Ключевые слова: тепловая деформация, корпусные детали, точность формы, технологическое обеспечение, искусственные нейронные сети.
1. Введение
Тонкостенные корпусные детали занимают значительную долю в номенклатуре промышленных изделий. Обработка таких деталей встречает трудности, обусловленные их упругими и тепловыми деформациями [1]. Устранение этих факторов производится путем длительной отладки технологического процесса. Недостатками такого подхода является увеличение сроков технологической подготовки производства, а также повышение производственных затрат, обусловленных проектированием приспособлений, их изготовлением и эксплуатацией, что является критичным в современных реалиях производства.
В целях облегчения массы заготовки, тонкостенные корпусные детали изготавливаются из алюминиевых сплавов – литьем. При охлаждении отливок из алюминиевых сплавов, из-за разной толщины стенок, образуется неоднородная структура, что приводит при обработке к формированию нестабильных механических свойств поверхности, разной шероховатости и к отклонению размеров и формы поверхности. Эта нестабильность особенно проявляется при обработке базовых отверстиях, которые выполняют функцию опорных или направляющих поверхностей. Так как они подвергаются динамическому силовому и тепловому воздействию, а направляющие – фрикционному воздействию, то к ним предъявляются высокие требования по точности размеров (6-8 квалитет), отклонению формы (4-5 степень), шероховатости поверхности (Ra=1,6-0,08 мкм), а к направляющим поверхностям дополнительно по износостойкости [2].
Требование к точности формы является одним из важных в обработке базовых отверстий корпусных деталей. Ожидаемая точность обработки, возникающая при изготовлении детали, является суммарным результатом влияния многочисленных элементарных погрешностей. Каждая из них, вносит свою долю в общую погрешность и в это же время опосредованно или напрямую влияет на остальные элементарные погрешности [3].
Доля различных элементарных погрешностей в общей погрешности для наиболее распространенных случаев примерно составляет [3]:
• погрешность установки при обработке отверстий данных корпусных деталей: 2...40%;
• погрешности, связанные с упругими деформациями системы технологической системы: 0...80%;
• погрешности от настройки и износа инструмента: 5.. .40%;
• погрешности от тепловых деформаций элементов ТС: 15.. .70%;
• погрешности формы обрабатываемой поверхности из-за геометрических погрешностей станка: 1...15%;
2. Методика экспериментального исследования
Из данных перечисленных выше, видно, что значительное влияние на общую погрешность обработки формы отверстий оказывают тепловые деформации (ТД). Для тонкостенных деталей с переменной толщиной стенки погрешности связанные с тепловой деформацией, составляют от 60 до 70%. Тем самым снижение теплообразования при резании и, соответственно уменьшении ТД элементов ТС возможно, в основном, путем уменьшения интенсификации процесса обработки, что приводит к снижению производительности. Это в настоящих условиях промышленной деятельности невозможно. Следовательно, прогнозирование величин тепловой деформации актуально на стадии проектирования технологического процесса. Определение влияния температуры тонкостенной заготовки с переменной толщиной стенки на тепловую деформацию, выполнялось с помощью системы конечно-элементного анализа ANSYS.
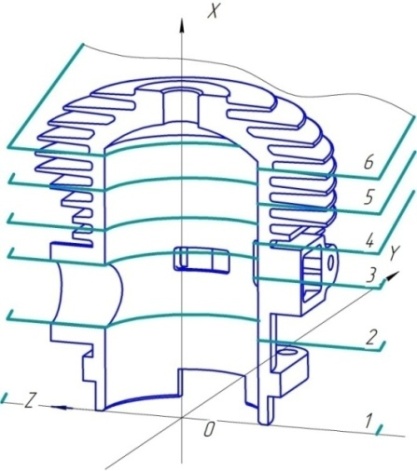
Рис. 1. Деталь цилиндра двухтактного двигателя
При этом решалась статическая задача температурных деформаций заготовки. Для исследования использовалась 3D модель детали цилиндр двухтактного двигателя представленная на рисунке 2. Моделирование ТД поверхности цилиндра выполнялось начиная от торца по оси X, были взяты точки с координатами 0,20,42,55,75,82 мм. По данным точкам при разных температурах (минимальная температура 40˚C, максимальная 100˚C, шаг 20˚C) смоделированы деформации в плоскостях XOY, XOZ и XO-Z. По результатам моделирования ТД были построены графики, представленные на рисунке 3.
а)
б)
в)
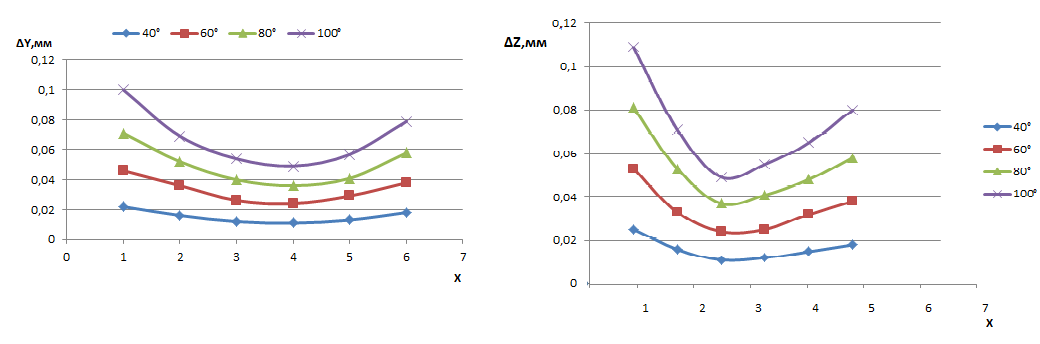
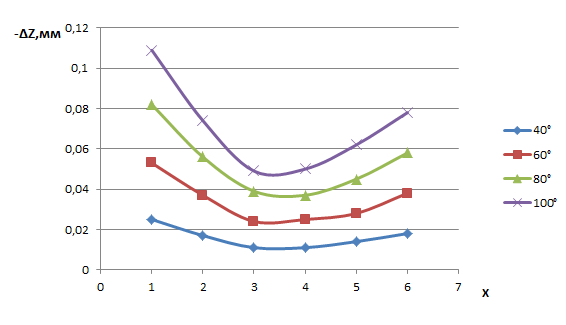
Рис. 2. Отклонение поверхности отверстия от оси X: а) в плоскости XOY б) в плоскости XOZ; в) в плоскости XO-Z
3. Результаты и обсуждение
По графикам видно, при такой тепловой деформации будет проявляться погрешность формы – седлообразность, а после механической обработки и остывания - соответственно бочкообразность, с максимальной величиной 0,06 мм при 100˚С в плоскостях сечения XOZ и
XO-Z и с минимальной величиной 0,051 мм при 100˚С в плоскости сечения XOY. Тепловые деформации во всех секущих плоскостях практически одинаковы, однако следует отметить, что в плоскости YOX, где расположено меньше объема металла, кривая деформации наиболее плавная.
Для прогнозирования величин ТД был выбран метод, основанный на использовании искусственных нейронных сетей (ИНС), способный учитывать не только большое количество факторов, но и их взаимное влияние друг на друга. Метод ИНС, теоретически, имеет возможность аппроксимации сколь угодно сложных зависимостей, что позволяет выполнять прогнозирование точности обработки напрямую в зависимости от значений входных параметров процесса. Однако на этапе технологического проектирования с целью возможной корректировки процесса от температуры необходимо иметь информацию именно о составляющих погрешности обработки. Таким образом, проведенные исследования позволяют выявить отклонение формы от температуры. Выявленный фактор является одним из выходных параметров ИНС.
4. Вывод
Применение метода прогнозирования на стадии проектирования ТП на основе ИНС позволит повысить точность формы отверстий, увеличить производительность и снизить количество брака. В будущем планируется проводить дальнейшее исследования, для выявления всех входных и выходных параметров искусственной нейронной сети.
СПИСОК ИСпольЗУЕМОЙ ЛИТЕРАТУРЫ
Технология машиностроения. В 2 т. Т.1. Основы технологии машиностроения [Текст]. / . – М.: Изд-во МГТУ им. , 1999. – 370 с. Обеспечение точности отверстий при обработке малогабаритных корпусных деталей на токарных станках [Текст]. / , //Ползуновский вестник, 1/1-2012. – С. 286-290 Вопросы точности при резании металлов. [Текст] / – М.: МАШГИЗ, 1961. – 134 с.
The problem of technological ensuring the accuracy of shape of holes of thin-walled body parts
Kalistru V. А. Ph. D. student, e-mail: *****@***secna. ru
Firsov A. M. Candidate of Technical Science, Head of chair, e-mail: *****@***secna. ru
Biysk Technological Institute (branch) of the AltSTU, Trofimova, 27, Biysk, 659315, Russian Federation.
Abstract: The paper is devoted to errors that affect the accuracy of shape of holes of thin walled body parts with variable wall thickness. It is shown that the total deviation of shape of holes depends on thermal deformation. In this paper is proposed the method for process control, which includes compensation of thermal deformation at the design stage TP using artificial neural networks. Studies of deformation carried out with the aid of computer modeling in the system finite element analysis ANSYS.
Keywords: thermal deformation, body parts, accuracy of shape, technological support, artificial neural networks
