
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
УДК 621.691.75 - студент КарГТУ (гр. АиУС-16-2М)
Научн. рук.– к. т.н., доц.
Методы предотвращения деформаций и дефектов при сварке алюминиевых сплавов.
Общие характеристики алюминия:
-вес в три раза легче стали
-механические характеристики 70-650 МПа,
-высокая теплопроводность в пять раз больше чем сталь
-хорошие коррозионные свойства Al2O3
-хорошо выдерживает минусовые температуры
-пригоден для вторичной переработки (утилизации)
Алюминий и его сплавы имеют малую плотность 2,64— 2,89 г/см3. Прочностные же свойства зависят от легирования, термической обработки, степени деформирования и могут достигать высоких значений. По прочности многие алюминиевые сплавы не уступают конструкционным сталям. Чистый алюминий (суммарное содержание примесей не более 0,05%) имеет гранецентрированную кубическую решетку с параметрами 4,04А. Температура его плавления 659,8—660,2° С, температура кипения 1800—2500° С. Алюминий окисляется с образованием окисной пленки Аl203, которая защищает его от дальнейшего окисления. Из алюминиевых сплавов в основном изготовляют конструкции, работающие при сравнительно низких температурах не свыше 350° С.
Несмотря на большие преимущества алюминий имеет ряд недостатков:
- При сварке: Высокая проводимость, окись алюминия. Ползучесть. Легкоплавкость (Не желательно при пожарах). Высокое температурное расширение. Низкая структурная жесткость: легко деформируется. Тенденция к формированию гальванических пар.
Алюминий, в целом, обладает хорошей свариваемостью с такими процессами как MIG или TIG, кроме этих процессов, с лазером тоже даёт хорошие результаты в его сварке.
Лёгкость сварки алюминия будет зависеть, в большой степени, от серии или типа алюминия, который мы будем варить. Несмотря на это, он обладает проблемами, свойственными всем сплавам:
-Очень высокая теплопроводность, таким образом тепло рассеивается с высокой скоростью.
-Слой алюмины, который усложняет процесс варки, поэтому постоянно требуется предварительная зачистка.
-Растрескивание
-Тенденция к пористости
Слой окиси, который образуется естественным образом и покрывает изделия из алюминия (Алюмина - Al2O3), имеет свойства несходные с алюминием.
Её свойства:
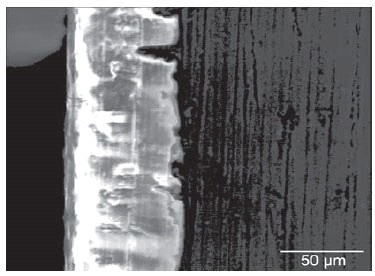
- Низкая проводимость Температура плавления (>2000єC) – Тугоплавкая Гигроскопическая – Впитывание влажности – неправильное хранение Слой алюмины при маленькой толщине – достаточно чистки дуги Слой алюмины при большой толщине – необходима обработка поверхности зачистки
Во время сварки существует возможность появления трещин из-за высокого уровня сокращения при затвердении по коэффициенту расширения. Эти трещины могут быть двух видов: Трещины сокращения во время затвердения и трещины из-за плавления
Трещины затвердения
- Появляются внутри шва Обычно образуются в центре Образуются при появлении высокиих напряжений во время сжатия при затвердении Степень крепления свариваемых деталей влияет на их появление Их образование зависит от структуры шва и характеристик процесса Правильный выбор наплавки и разжижения для уменьшения риска
Трещины плавления: Частичное плавление на стыке зерна основного металла рядом со швом и если частичные напряжения достаточны, возможно внутризерновое растрескивание
Механическая прочность
-Необходимо выбрать металл наплавки, который обеспечит желаемые механические характеристики. Этот выбор ограничен в сплавах, обработанных термически, так как металл сварки должен отвечать термическим процессам после сварки
Температура подачи
-Металлы наплавки с содержанием Mg > 3% (5183, 5356, 5556) не подходят для температур подачи свыше 66єC, так как при этих температурах они проявляют тенденцию к коррозии под напряжением(коррозивная атмосфера - напряжение постоянного натяжения).
Поверхностные характеристики
- В зависимости от типа наплавки можно достичь разных оттенков, в случае если ищут эстетические качества. В зависимости от химического состава проволоки мы можем получить шов более тёмного цвета, увеличив процентное содержание Si, или золотых оттенков, добавив Cr.
Материал наплавки будет зависеть от:
- Свариваемости основного материала Желаемых механических качеств соединения Устойчивости к коррозии Анодирования
В необработанных сплавах ищут наплавки того же состава, что и основной материл.
Методы предотвращения деформаций и дефектов при сварке алюминиевых сплавов:
Спроектировать соединение таким образом, чтобы наплавка была как можно меньше во избежание больших деформаций детали.
Чтобы избежать деформаций во время сварки, нужно предварительно деформировать сварочные стыки и соединить детали накладкой. Соединение должно строго контролироваться, так как чрезмерное ограничение на сжатие, производимое во время сварки, приводит к внутреннему напряжению. Это напряжение, достигнув высокого показателя, может обусловить появление трещин в сварке.
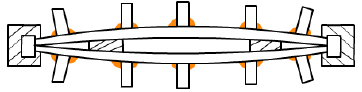
- Использовать высокие скорости сварки Производить минимальное количество проходов, так как деформация увеличивается с каждым проходом. Сокращать время между проходами. Выполнять швы минимально разрешенного размера Использовать оптимальную очередность нанесения сварочных швов. Применение метода пилигримовой прокатки уменьшает деформации детали.
Сварка MIG:
-Использовать постоянный ток с обратной полярностью, так как при этом происходит самоочистка оксида алюминия.
-Применять оборудование с пульсирующей дугой, это понижает нагрев материала, соответственно уменьшая деформацию.
-Использовать систему подачи проволоки «тяни-толкай» (push-pull).
-Использовать технику нагнетания в процессе сварки для лучшей очистки впереди сварочной ванны.
-Контролировать подачу газа для избежание пористости.
-Правильно располагать сварочную горелку в процессе сварки для большей эффективности защитного газа.
