
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
УДК 620.18
ОСОБЕННОСТИ МАТЕРИАЛА, ПОЛУЧЕННОГО ВЫСОКОСКОРОСТНЫМ ПРЯМЫМ ЛАЗЕРНЫМ ВЫРАЩИВАНИЕМ СПЛАВА НА ОСНОВЕ NI
Руководитель: к. т.н., доцент
Новосибирский государственный технический университет,
г. Новосибирск,
*****@***ru
В работе рассмотрены особенности структуры и химический состав исходного порошка (производство ВИАМ) образцов, полученных высокоскоростным прямым лазерным выращиванием сплава на основе никеля при различных параметрах работы установки. Для структурных исследований использованы методы световой и растровой электронной микроскопии.
Высокоскоростное прямое лазерное выращивание – аддитивная технология, способная реализовывать целостные объекты быстрым и экономичным способом непосредственно из 3D (CAD) моделей. Используя аддитивные технологии, возможно изготавливать геометрически сложные формы, которые являются затруднительными и трудоемкими при изготовлении другими способами обработки материалов. В отличие от других методов аддитивных технологий, например, селективного лазерного спекания, высокоскоростное прямое лазерное выращивание является более экономичным и практичным способом обработки материалов. Исходным материалом может служить широкая гамма порошков металлов и их комбинаций [1].
Целью данной работы является определение оптимального режима высокоскоростного прямого лазерного выращивания сплава на основе никеля.
В рассматриваемом случае варьировалась мощность лазерного излучения в пределах от 250 до 1500 Вт. Осаждение было проведено на установке Erlaser Weld (кафедра «Сварка и лазерные технологии» ФГАОУ ВО «Санкт-Петербургский государственный политехнический университет»).
Исходным материалом согласно проведенному микрорентгеноспектральному анализу на растровом электронном микроскопе являлся порошок системы Ni-Cr-Mo, средний размер частиц порошка составлял 123,6 мкм. Сплавы данной системы обладают высокой коррозионной стойкостью в широком диапазоне агрессивных сред [1].
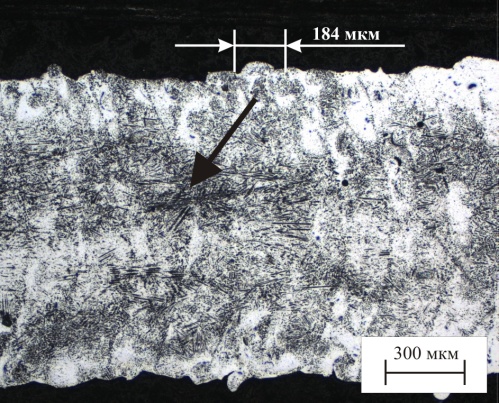
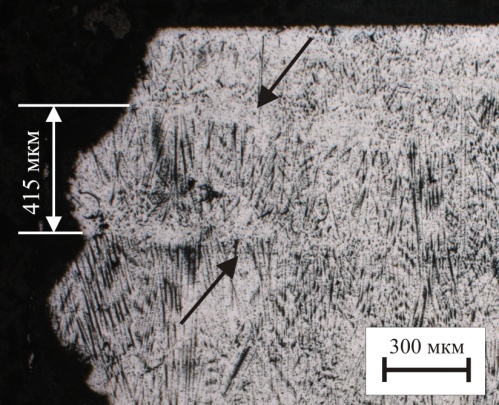
При исследовании выращенных образцов, используя световую металлографию, в поперечном сечении были выявлены слои от последовательного прохождения лазера (рис. 1 а, б). При этом была замечена прямо пропорциональная зависимость увеличения толщины слоя от мощности лазерной установки. Например, для образцов, полученных при мощности 250 Вт (рис. 1 а), средний размер осажденных слоев составляет около 184 мкм, а при 1500 Вт – 415 мкм (рис. 1 б). Аналогичная зависимость характерна и для толщины стенки образцов (таблица 1).
а б
Рисунок 1 – Изображение осажденных слоев в поперечном сечении при мощности в 250 Вт (а) и 1500 Вт (б).
Таблица 1
Влияние мощности лазерного излучения на толщину образцов
Мощность, Вт | 250 | 500 | 750 | 1000 | 1500 |
Средняя толщина, мкм | 854 | 964 | 1109 | 1636 | 1891 |
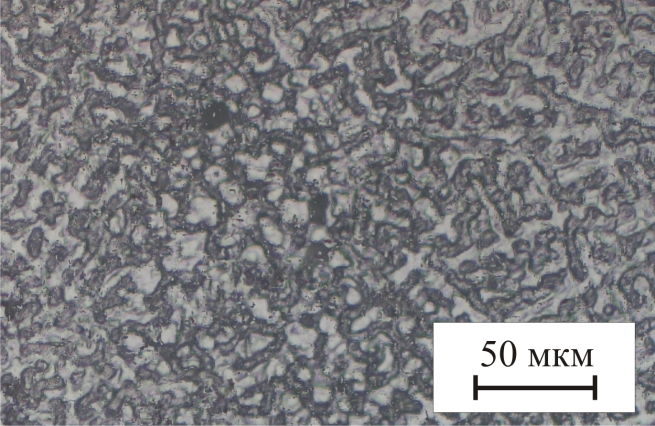
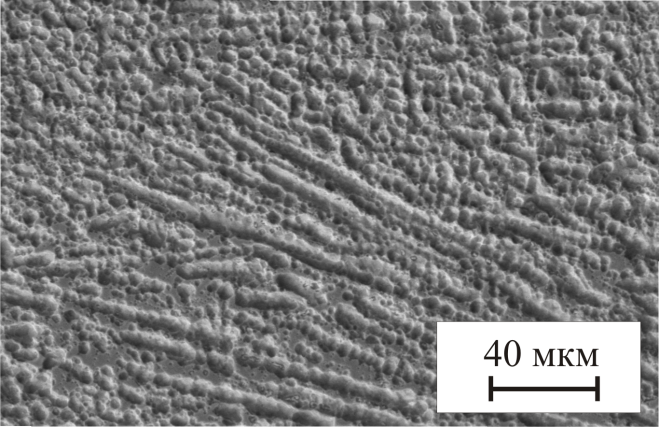
Микроструктура выращенных образцов имеет следующие строение: сетчатая структура в продольном сечении (рис. 2 а), дендритное строение – поперечное сечение (рис. 2 б). Дендритная структура характеризуется быстрым отводом тепла при кристаллизации расплавленного порошка, при этом рост кристаллов сонаправлен с направлением сканирования. При малых мощностях были обнаружены неполностью расплавившиеся частицы исходного порошка.
а б
Рисунок 2 – Изображение микроструктуры в продольном (а) и поперечном (б) сечениях.
На данном этапе проведенных исследований можно сделать вывод, что толщина выращенной стенки и отдельно взятого слоя имеет прямо пропорциональную зависимость от применяемого диапазона мощностей. Однородность и максимальная толщина в 1891 мкм характерна для структур, выращенных при высоких мощностях в 1500 Вт, минимальная (964 мкм) – при мощности в 500 Вт.
СПИСОК ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВ:
G. P. Dindaa, A. K. Dasguptaa, J. Mazumderb Laser aided direct metal deposition of Inconel 625 superalloy: Microstructural evolution and thermal stability. Materials Science and Engineering A 509 (2009) 98–104.