Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
РОССИЙСКАЯ ФЕДЕРАЦИЯ | (19) RU (11) 2 604 837 (13) C2 | |
|
(12) ОПИСАНИЕ ИЗОБРЕТЕНИЯ К ПАТЕНТУ
Статус: | действует (последнее изменение статуса: 19.12.2016) |
(21)(22) Заявка: 2014151109/07, 16.12.2014 (24) Дата начала отсчета срока действия патента: Приоритет(ы): (22) Дата подачи заявки: 16.12.2014 (43) Дата публикации заявки: 10.07.2016 Бюл. № 19 (45) Опубликовано: 10.12.2016 Бюл. № 34 (56) Список документов, цитированных в отчете о поиске: RU 2312474 C2, 10.12.2007. RU 2342813 C1, 27.12.2008. US 2014/0354900 A1, 04.12.2014. US 2013/0032381 A1, 07.02.2013. Адрес для переписки: | (72) Автор(ы): (73) Патентообладатель(и): |
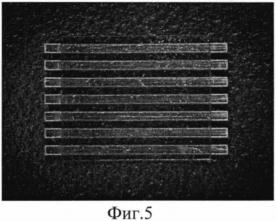
(54) СПОСОБ ИЗГОТОВЛЕНИЯ ГИБКИХ ШЛЕЙФОВ ДЛЯ МИКРОСБОРОК
(57) Реферат:
Изобретение относится к многопроводным гибким электрическим соединениям и может быть использовано для сборки микроэлектронных приборов. Технический результат - улучшение технологичности процесса изготовления гибких шлейфов и процесса последующего соединения элементов микросборок с использованием этих гибких шлейфов. Достигается тем, что первоначально берут первый комплект из заданного количества базовых компонентов гибкого шлейфа на едином основании, формируют на нем заданный проводящий контур, для чего выполняют серию сквозных продольных прорезей методом лазерной резки, затем берут второй комплект совмещаемых компонентов гибкого шлейфа, на котором методом лазерной резки сформированы окна под контактные площадки, имеющие поперечную относительно проводников первого комплекта ориентацию, с последующим совмещением соответствующих компонентов первого и второго комплектов, сформированных на едином основании групповым методом таким образом, чтобы окна контактных площадок совмещаемых компонентов гибкого шлейфа совпали с краевыми участками проводников базовых компонентов гибкого шлейфа, полученные комплекты соединяют методом термокомпрессионной сварки с получением сборки группы гибких шлейфов на едином основании, затем эту сборку разделяют на индивидуальные изделия методом лазерной резки. 8 табл., 5 ил., 2 пр.