
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
1.3 Исследование процессов в зоне сварки
Для сварки трением с перемешиванием большое значение имеет перемешивание пластифицированного металла под заплечиком инструмента.
а б
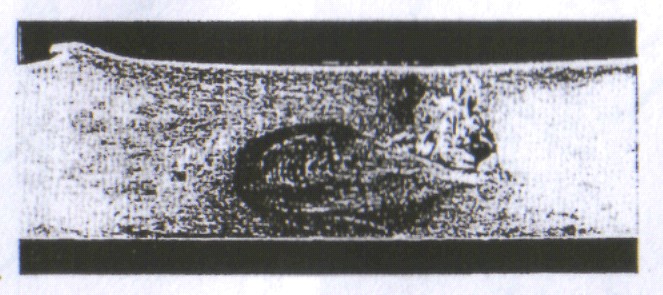
Рисунок 2 – Дефекты при сварке трением с перемешиванием, вызванные неблагоприятными условиями перемешивания металла [53]: а – типичные дефекты, которые образуются в случае недостаточного перемешивания. Они образуются при небольшом по сравнению со скоростью сварки числе оборотов и большом зазоре в кромках; б – типичные дефекты, которые образуются в случае избыточного перемешивания при трении. Они также образуются в случае большого по сравнению со скоростью сварки числа оборотов.
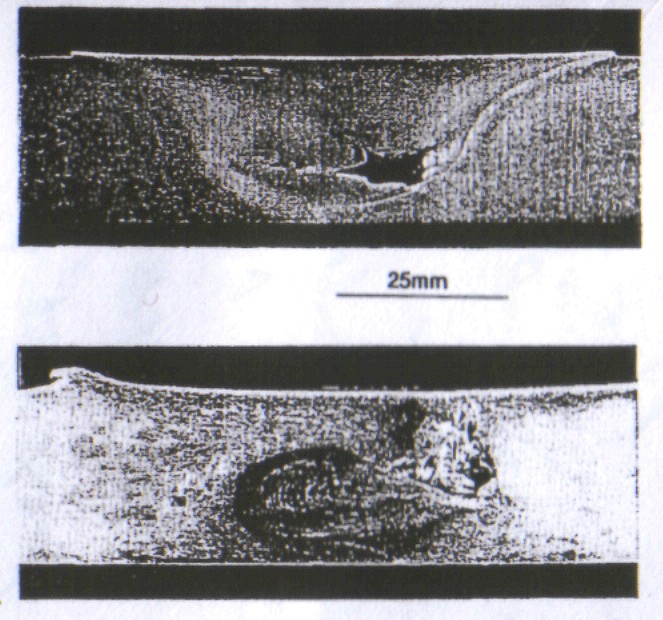
Исследованием течения металла при этом способе сварки занимались авторы [54 – 56]. В работе [54] проводилась сварка пластин из сплавов 6061 – Т6 и 7075 – Т6 толщиной 6,4 мм. Для наглядного представления течения материала при сварке в торцах пластин в зоне выполнения шва вырезалась канавка глубиной 0,3 мм, которую заполняют стальной дробью. Положение канавки с дробью относительно штыря инструмента менялось. В процессе сварки вместе с пластифицированным металлом кромок дробь перемещается в шве и впоследствии ее конечное положение можно выявить методами радиографии.
а
б
Рисунок 3 – Расположение стальной дроби в пластинах после сварки при различном исходном положении относительно инструмента: а – на глубине 1 мм от поверхности детали; б – на глубине 2,3 мм.
В работе указывается, что в сварных соединениях при СТП принято различать сторону набегания и отхода инструмента при вращении. Сторона набегания – сторона инструмента, где направление вращения инструмента совпадает с направлением сварки. Сторона отхода – противоположная сторона. Также используют термины сторона срезания и сторона течения. В связи с такой особенностью швы при СТП несимметричные.
Установлено, что не весь металл перемешивается под влиянием штыря. Часть движения происходит за счет простого вытеснения. Также происходит вертикальное перемещение металла, что особенно заметно при использовании штыря, на поверхности которого имеется резьба.
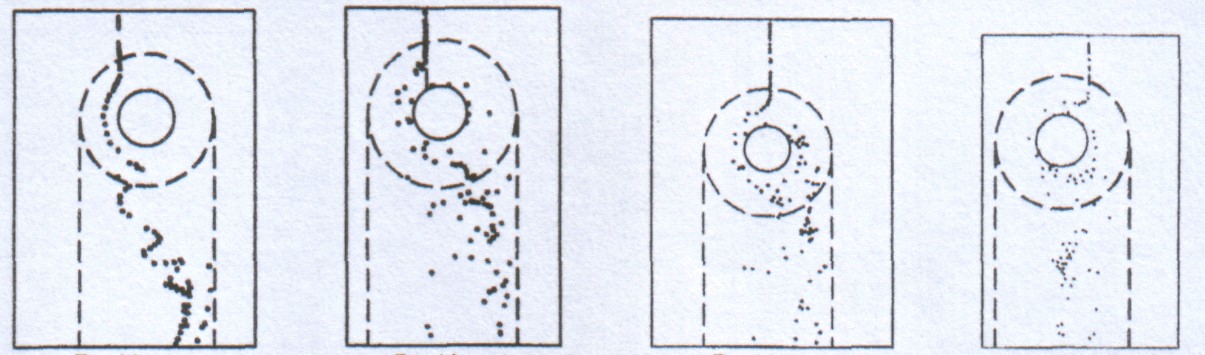
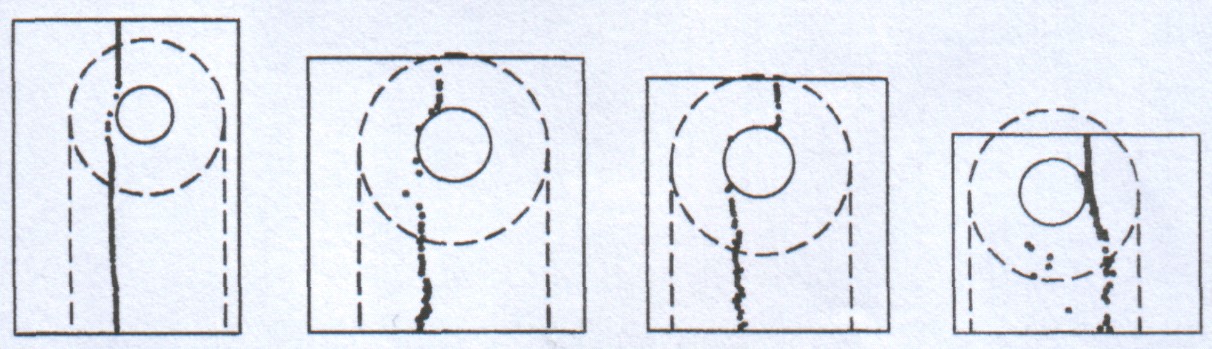
Модель процесса сварки трением с перемешиванием, основанная на механике жидкости предложена в [57]. Моделировались условия сварки с малым тепловложением, так как при этом малое вертикальное течение металла, что соответствует условиям, выдвигаемым двухмерной моделью. Модель вполне адекватно характеризует эффект параметров сварки на действующие силы и затраченную энергию.
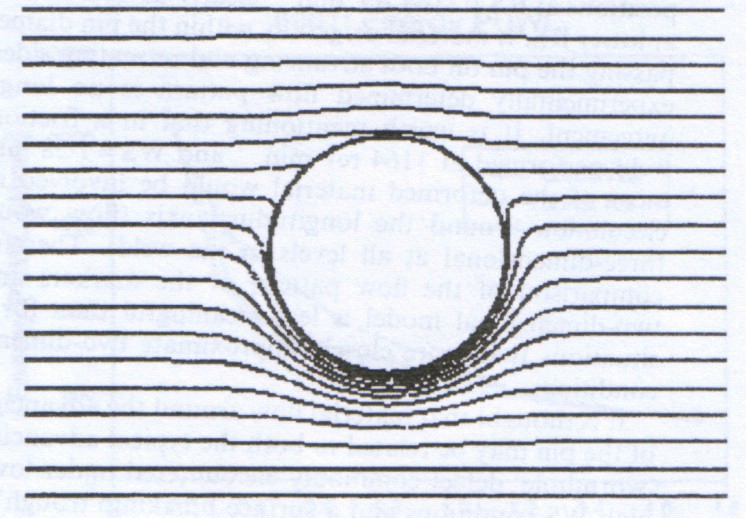
Рисунок 4 – Линии течения металла вокруг штыря инструмента
Основным специфическим дефектом соединений, выполненных с помощью СТП, является несплавление в корне шва, которое называют «kissing bond». Причинами возникновения данного дефекта могут быть либо локальное увеличение толщины свариваемого металла, либо нарушение переноса металла в корневую часть соединения. Сущность дефекта заключается в том, что две поверхности лежат очень близко, но недостаточно для образования атомарных связей. Этого дефекта можно избежать, контролируя условия трения между пластифицированным металлом при повышении температуры и поверхностью инструмента [58].
Методами борьбы с этим дефектом могут быть следующие подходы. Первый подход состоит в формировании поверхности в районе корня шва и представляет собой такую схему. На торцах свариваемых изделий делают обратную V – образную разделку кромок (Рисунок 5). После начала сварки материал принудительно деформируется инструментом и начинает затекать в выемки, где за счет его размещения на нижней преграждающей пластине происходит формирование корня шва. Визуальный осмотр полученного сварного соединения подтверждает образование качественного соединения в месте соприкосновения пластин.
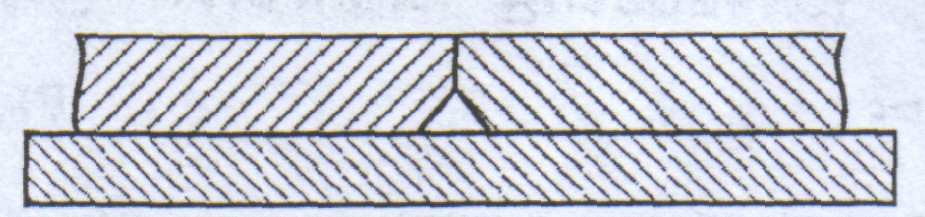
Рисунок 5 – Подготовка кромок при сварке трением с перемешиванием
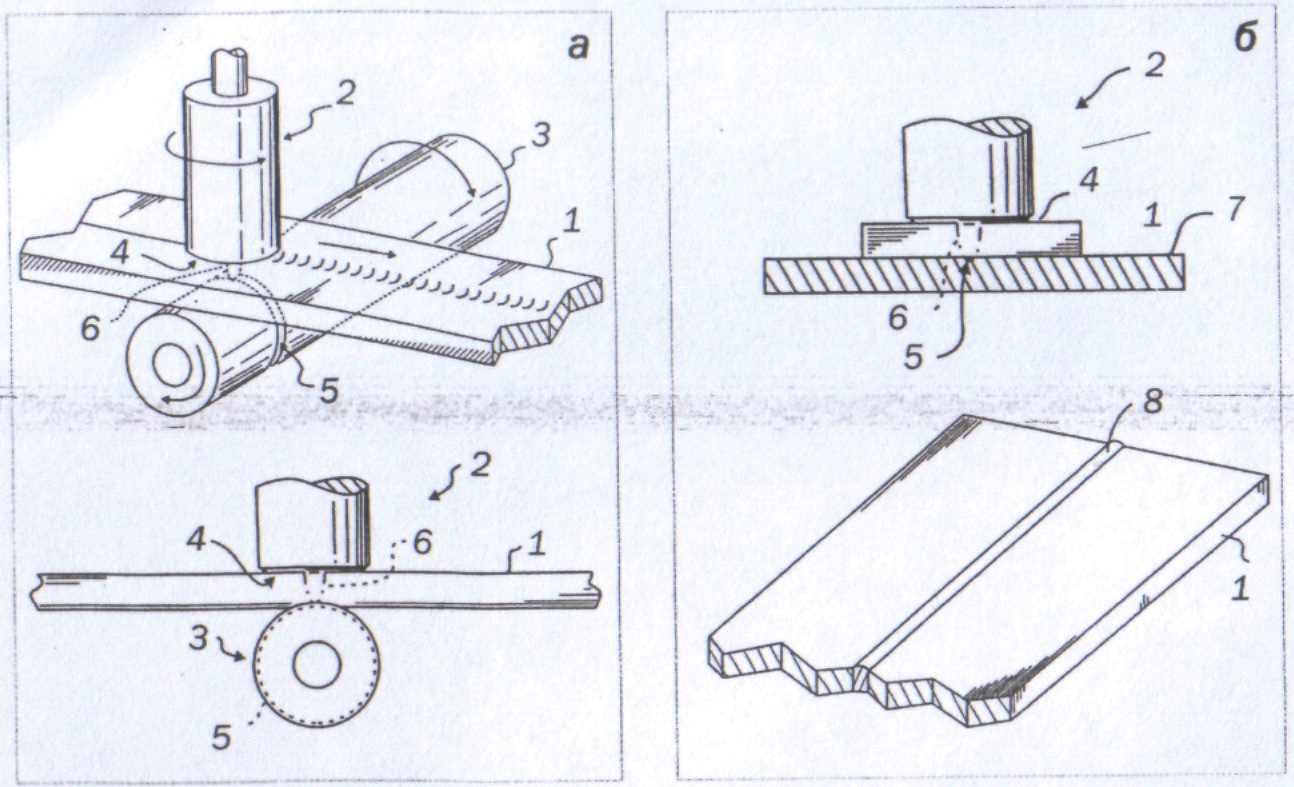
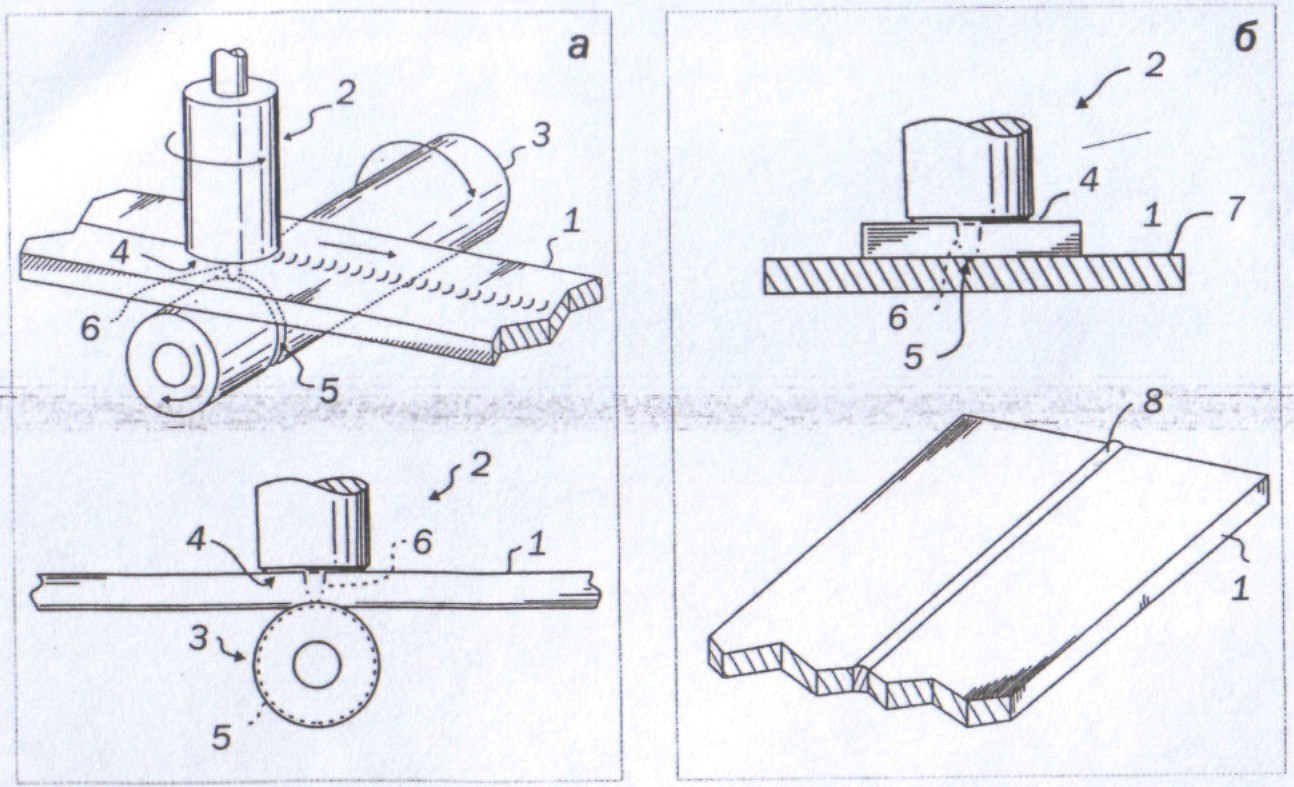
Второй подход заключается в установлении под соединяемыми изделиями преграждающей опоры деформируемому материалу. Но в этом случае опоры могут быть как движущимися, если в качестве опоры выступает специальный валок, так и стационарными, когда в качестве опоры – располагаемая под соединяемыми изделиями пластина. В обоих случаях в опоре выполняется специальная канавка. При сварке стержень погружается на всю толщину свариваемых деталей и частично опускается в канавку. Вследствие развития перпендикулярно действующих сил пластифицированный металл начинает свое течение вглубь канавки и таким образом обеспечивается полное проплавление.
а б
Рисунок 6 – Схемы принудительного формирования корня шва: 1 – свариваемое изделие; 2 – инструмент; 3 – вращающийся валок; 4 – заплечик; 5 – канавка; 6 – штырь; 7 – нижняя пластина; 8 – сварной шов.
Третий подход основан на измерении глубины погружения или перпендикулярных сил в процессе сварки. Для контроля за изменением глубины погружения стержня предполагается использование систем обратной связи [59].
Перед сваркой трением с перемешиванием поверхности подлежащих сварке деталей очищают от смазочных веществ, ржавчины и других загрязнений. Удаление оксидной пленки не требуется, что особенно важно при сварке алюминиевых сплавов [60]. В работе [61] исследовалось влияние оксидной пленки на свойства соединений при СТП. Использовали сплавы 2024 – Т3 и AlMg2 толщиной 6 мм, на поверхности которых посредством окисления паром создавали оксидный слой толщиной от 500нм до 1мкм. Скорость сварки образцов составляла 120 мм/мин, а скорость вращения инструмента была 850 об/мин. В процессе сварки оксидная пленка под инструментом измельчается и замешивается в шов. С помощью сканирующего электронного микроскопа определяли положение мельчайших частиц оксидной пленки. Установлено, что измельченные окислы не оказывают существенного влияния на прочностные свойства.
Недостатком соединений, выполненных СТП, является образование незначительного уменьшения толщины металла в области соединения за счет контакта заплечика инструмента и поверхности заготовок. Обычно эта величина составляет 0,1…0,2 мм, однако в некоторых случаях это может оказать влияние на прочность соединений. Мерой борьбы с этим дефектом может быть формирование в месте стыка утолщения, равного по ширине диаметру заплечика [63].
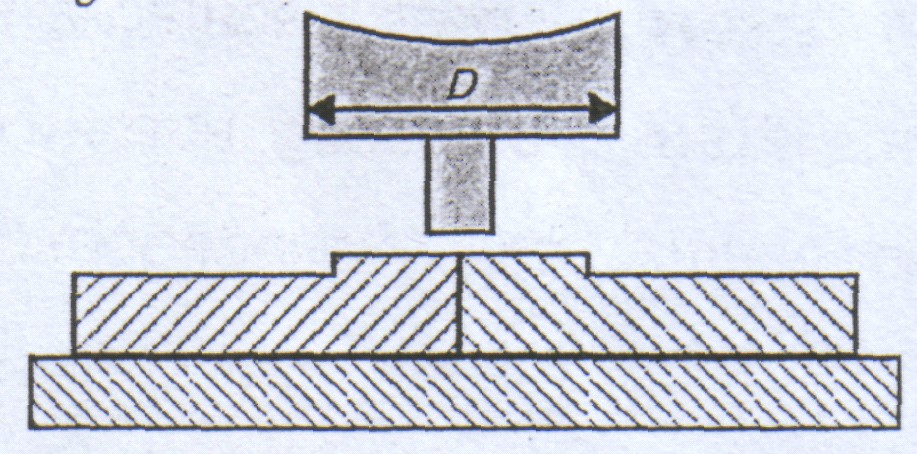
Рисунок 7 – Подготовка деталей под сварку путем создания местного утолщения в зоне сварки
